Você também pode gostar
- Maintenance Senior ProjDocumento68 páginasMaintenance Senior ProjAmanuel BerhaneAinda não há avaliações
- 12 Solar Water Heater GeyserDocumento33 páginas12 Solar Water Heater Geysershaurya sharmaAinda não há avaliações
- IntelliSort HDS Maintenance ManualDocumento118 páginasIntelliSort HDS Maintenance ManualJulio César HernándezAinda não há avaliações
- Development of Two Cooperative Stewart Platforms For MachiningDocumento193 páginasDevelopment of Two Cooperative Stewart Platforms For MachiningQuang BáchAinda não há avaliações
- 00 3BHS161554-612 MinLib Product GuideDocumento65 páginas00 3BHS161554-612 MinLib Product GuideManuel Alejandro Retamales GuzmánAinda não há avaliações
- Manual Celdas Primera LimpiezaDocumento698 páginasManual Celdas Primera LimpiezaLuis Romero TapiaAinda não há avaliações
- SoMachine HVAC Quick StartDocumento109 páginasSoMachine HVAC Quick StarttiendktdAinda não há avaliações
- Computer Integrated ManufacturingDocumento17 páginasComputer Integrated ManufacturingRobel FirewAinda não há avaliações
- Capstone Final Report FinalxxxDocumento56 páginasCapstone Final Report Finalxxxmathynil41Ainda não há avaliações
- ANATOLE EditedDocumento34 páginasANATOLE EditedDeavoAinda não há avaliações
- X.. Series Vertical and Upright Gear UnitsDocumento452 páginasX.. Series Vertical and Upright Gear UnitsRavi kumarAinda não há avaliações
- Redesign and Testing of a Hybrid Electric VehicleDocumento59 páginasRedesign and Testing of a Hybrid Electric VehicleNouman AhmadAinda não há avaliações
- 810278001ENDocumento126 páginas810278001ENwaqiuddinAinda não há avaliações
- Eco CoulometerDocumento110 páginasEco CoulometerThiago CardosoAinda não há avaliações
- A6V10462640 - Actuators SAX.. SAY.. SAV.. SAL.. - en PDFDocumento87 páginasA6V10462640 - Actuators SAX.. SAY.. SAV.. SAL.. - en PDFSaif KhanAinda não há avaliações
- MUWA037-231_30594839Documento128 páginasMUWA037-231_30594839NakaTomiAinda não há avaliações
- FEASIBILITY STUDY OF MALAYSIA KEMAMAN WHARF PROJECT (FINALúDocumento113 páginasFEASIBILITY STUDY OF MALAYSIA KEMAMAN WHARF PROJECT (FINALúatikahasfiworkAinda não há avaliações
- Final Fyp ReportDocumento36 páginasFinal Fyp ReportAkash SrivastavaAinda não há avaliações
- Head Movement Controlled Electronic WheelchairDocumento36 páginasHead Movement Controlled Electronic WheelchairAleo Cris BuizaAinda não há avaliações
- Automatic Fuzzy Logic Based Washing MachiDocumento57 páginasAutomatic Fuzzy Logic Based Washing MachiSoresa JemalAinda não há avaliações
- PLM - White PaperDocumento63 páginasPLM - White PaperJeffrey ArandiaAinda não há avaliações
- Nihon Kohden 6450 Operator ManualDocumento335 páginasNihon Kohden 6450 Operator ManualVictorAinda não há avaliações
- 26.0 en-US 2016-03 IOM.3202Documento72 páginas26.0 en-US 2016-03 IOM.3202Paulo manabatAinda não há avaliações
- Final Year ProjectDocumento96 páginasFinal Year ProjectFlorin GhiorgheAinda não há avaliações
- Farhan Al Ramadhan Rekondisi Swing MotorDocumento51 páginasFarhan Al Ramadhan Rekondisi Swing MotorFathurrahmanAinda não há avaliações
- Siemens SAS61.03U User GuideDocumento50 páginasSiemens SAS61.03U User GuideSaulo TrejoAinda não há avaliações
- Oi HPLC Oq PQ Doc4828 3250a 9 1Documento155 páginasOi HPLC Oq PQ Doc4828 3250a 9 1MariaAinda não há avaliações
- Self Balance RobotDocumento45 páginasSelf Balance RobotOsama HalawaAinda não há avaliações
- Minywab and MitkieDocumento72 páginasMinywab and Mitkienahom abrhamAinda não há avaliações
- PDD 111Documento33 páginasPDD 111ANWAR MOHAMMEDAinda não há avaliações
- Car Wiper MechanismDocumento64 páginasCar Wiper MechanismSarvaAinda não há avaliações
- Magnetic Accelerator Cannon Final Group TENDocumento156 páginasMagnetic Accelerator Cannon Final Group TENkmutuAinda não há avaliações
- Design Water SupplyDocumento64 páginasDesign Water Supplymapalt.7601Ainda não há avaliações
- Instructions For Use: Hyperthermia Unit Hico-Aquatherm 660Documento72 páginasInstructions For Use: Hyperthermia Unit Hico-Aquatherm 660Naomi T.Ainda não há avaliações
- Operation and Maintenance Manual Amendment City of Snohomish Wastewater Treatment PlantDocumento129 páginasOperation and Maintenance Manual Amendment City of Snohomish Wastewater Treatment PlantjohnAinda não há avaliações
- Eco TitratorDocumento191 páginasEco TitratorridermateAinda não há avaliações
- Project IIDocumento41 páginasProject IIAbhishek PoudelAinda não há avaliações
- Misgana HelisoDocumento101 páginasMisgana HelisoAbebe EyayuAinda não há avaliações
- Exilis: Operator's ManualDocumento39 páginasExilis: Operator's ManualSoporte Biomedico100% (2)
- Practical Process Control for Engineers and TechniciansNo EverandPractical Process Control for Engineers and TechniciansNota: 5 de 5 estrelas5/5 (3)
- Steinecker - TFS Twin Filter System - IOMDocumento64 páginasSteinecker - TFS Twin Filter System - IOMThái Đạo Phạm LêAinda não há avaliações
- PIC Microcontroller Projects in C: Basic to AdvancedNo EverandPIC Microcontroller Projects in C: Basic to AdvancedNota: 5 de 5 estrelas5/5 (10)
- ISB Instruction Manual REV.6Documento36 páginasISB Instruction Manual REV.6Muhammad HaekalAinda não há avaliações
- Final Report Moha AbedDocumento83 páginasFinal Report Moha AbedMohammad SaebAinda não há avaliações
- Intelligent BuildingDocumento42 páginasIntelligent Buildingfauzan aizatAinda não há avaliações
- Bauer Junior etc Oceanus Ops Manual 2017 (2)Documento120 páginasBauer Junior etc Oceanus Ops Manual 2017 (2)peterb101Ainda não há avaliações
- Final Documen Eti On Project 2Documento248 páginasFinal Documen Eti On Project 2Alexis SolanoAinda não há avaliações
- User ManualDocumento39 páginasUser ManualA2139Ainda não há avaliações
- Full ReportDocumento64 páginasFull ReportVinay MuleyAinda não há avaliações
- Mechanics of Material - Ii Instructor Lab Manual: Engr. Sheraz AliDocumento87 páginasMechanics of Material - Ii Instructor Lab Manual: Engr. Sheraz AliZara SaeedAinda não há avaliações
- IMST ArtDocumento257 páginasIMST ArtsubruaAinda não há avaliações
- 3HAC039842 PM IRB 460-EnDocumento406 páginas3HAC039842 PM IRB 460-EnRicardoAinda não há avaliações
- Fixed Axial Piston Motor Bosch Rexroth A2FE 1422357561 PDFDocumento48 páginasFixed Axial Piston Motor Bosch Rexroth A2FE 1422357561 PDFSIDNEIAinda não há avaliações
- Operation and Maintenance Manual Shoptek ST45, ST55 & ST75 Rev 01Documento76 páginasOperation and Maintenance Manual Shoptek ST45, ST55 & ST75 Rev 01Andres Paul (paultgt)67% (3)
- Design Implementation of An Autonomous Forklift PDFDocumento201 páginasDesign Implementation of An Autonomous Forklift PDFfahamith ahamed100% (1)
- SB GridGenC en Generator Concepts For RenewablesDocumento65 páginasSB GridGenC en Generator Concepts For RenewablesTrần Đình DũngAinda não há avaliações
- Sop Mehran Uni NewDocumento1 páginaSop Mehran Uni NewmunibAinda não há avaliações
- PLC Controlled Bottle Dispensing Unit DesignDocumento41 páginasPLC Controlled Bottle Dispensing Unit DesignmunibAinda não há avaliações
- GRE Prep Guide with Free ResourcesDocumento2 páginasGRE Prep Guide with Free ResourcesmunibAinda não há avaliações
- Design and Fabrication of PLC Controlled Bottle Dispensing UnitDocumento41 páginasDesign and Fabrication of PLC Controlled Bottle Dispensing UnitmunibAinda não há avaliações
- Design and Fabrication of PLC Controlled Bottle Dispensing UnitDocumento43 páginasDesign and Fabrication of PLC Controlled Bottle Dispensing UnitmunibAinda não há avaliações
- Model D4BDocumento165 páginasModel D4BTorque100% (13)
- Installation, Operation, and Maintenance Manual: Model BCF Belt Drive Centrifugal Cabinet FansDocumento6 páginasInstallation, Operation, and Maintenance Manual: Model BCF Belt Drive Centrifugal Cabinet FansStefy CarrascoAinda não há avaliações
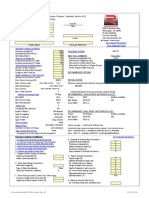
- Conveyor Tension and Trajectory CalculationDocumento9 páginasConveyor Tension and Trajectory CalculationSteve WanAinda não há avaliações
- Blower & Vacuum PumpDocumento66 páginasBlower & Vacuum PumpNaphatnanphach TarAinda não há avaliações
- 5-Step Sheave Pulley Alignment ProcedureDocumento3 páginas5-Step Sheave Pulley Alignment ProcedureRizwanAinda não há avaliações
- Voith Fluid Couplings Constant FillDocumento14 páginasVoith Fluid Couplings Constant Fillmanoj983100% (1)
- 00602-17620-3xx TRD 1mz Supercharger ManualDocumento24 páginas00602-17620-3xx TRD 1mz Supercharger ManualSupaTouring60% (5)
- Flexco Belt CleanersDocumento46 páginasFlexco Belt Cleanersrofano aswanAinda não há avaliações
- Quality PricingDocumento22 páginasQuality PricingNathan BukoskiAinda não há avaliações
- Data SheetDocumento24 páginasData Sheetbashok20Ainda não há avaliações
- 16'' BANDSAW Instruction Manual: MODEL G1073/G1073ZDocumento48 páginas16'' BANDSAW Instruction Manual: MODEL G1073/G1073ZAndrew LevineAinda não há avaliações
- WPP FabricspressDocumento18 páginasWPP FabricspressAkhil SinghAinda não há avaliações
- Screw Conveyor Engineering GuideDocumento44 páginasScrew Conveyor Engineering Guideaxl1100% (2)
- Fresadora Makita 710w Pinza 6 8mm SarDocumento104 páginasFresadora Makita 710w Pinza 6 8mm SarAlvaro GordilloAinda não há avaliações
- U. C. Jindal - Machine Design-Pearson Education India (2013)Documento872 páginasU. C. Jindal - Machine Design-Pearson Education India (2013)otromaasAinda não há avaliações
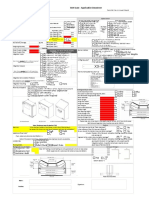
- Belt Scale Application Data Sheet-R11Documento2 páginasBelt Scale Application Data Sheet-R11denny ramirez pedrerosAinda não há avaliações
- SPREADING AND CUTTING EQUIPMENTSDocumento23 páginasSPREADING AND CUTTING EQUIPMENTSNeetek SahayAinda não há avaliações
- Final SIWESDocumento44 páginasFinal SIWESTahiru Saka71% (7)
- CEMA C Idlers KeyDocumento14 páginasCEMA C Idlers KeyLuchoAlbertoAinda não há avaliações
- LC Chemical Slurry Pump: Experience in MotionDocumento8 páginasLC Chemical Slurry Pump: Experience in MotionAnonymous CMS3dL1TAinda não há avaliações
- Aggregate Belt Conveyor Structure and PartsDocumento42 páginasAggregate Belt Conveyor Structure and PartsSemreAinda não há avaliações
- HVAC, Pulleys & Bushings Catalog (MPSB-3) - 2013 (WEB)Documento52 páginasHVAC, Pulleys & Bushings Catalog (MPSB-3) - 2013 (WEB)Augusto RezendeAinda não há avaliações
- Gates Belt For Fin FanDocumento131 páginasGates Belt For Fin FanJeffry KarundengAinda não há avaliações
- 2AZ-FE Engine MechanicalDocumento172 páginas2AZ-FE Engine MechanicalWinnie Wan Huang100% (3)
- Lexmark 4096-00x Color Jet Printer 1000, 1100 Service ManualDocumento56 páginasLexmark 4096-00x Color Jet Printer 1000, 1100 Service ManualJose AlbanAinda não há avaliações
- ConveyorsDocumento16 páginasConveyorsShafeek Ghreeb100% (1)
- Versachassis - 2 Traction and 2 Omni: Sheet 1 of 14Documento14 páginasVersachassis - 2 Traction and 2 Omni: Sheet 1 of 14Marcelo OrtizAinda não há avaliações
- Speedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualDocumento84 páginasSpeedaire 10 and 15 HP 2 Stage Air Compressors Owners ManualKeron Trotz100% (1)
- 5760-111 RevlDocumento100 páginas5760-111 RevlSantos RodriguezcervantesAinda não há avaliações
- SSP 639 - Audi 10l 3 Cylinder TFSI Engine EA211 SeriesDocumento36 páginasSSP 639 - Audi 10l 3 Cylinder TFSI Engine EA211 SeriesFran Rosales Tovar100% (3)