Você também pode gostar
- Asme B18.6.4Documento50 páginasAsme B18.6.4Ramón Roca70% (10)
- Asme B1.3-2007 (2017)Documento24 páginasAsme B1.3-2007 (2017)jamie courney100% (1)
- Astm A108Documento4 páginasAstm A108scriptd_ozd3n100% (3)
- Asme B18.2.8Documento14 páginasAsme B18.2.8MisliSlaluAdaAinda não há avaliações
- ASTM F844 - Portland BoltDocumento1 páginaASTM F844 - Portland BoltJagatheesh RadhakrishnanAinda não há avaliações
- Sae J1392 2001 PDFDocumento10 páginasSae J1392 2001 PDFcharssx0% (1)
- Surface Vehicle Recommended Practice: Rev. JUL95Documento10 páginasSurface Vehicle Recommended Practice: Rev. JUL95raulAinda não há avaliações
- Sae Ams 5518M-2014Documento5 páginasSae Ams 5518M-2014Mehdi Mokhtari100% (1)
- Sae J2295-2016Documento28 páginasSae J2295-2016Andris ZaharovAinda não há avaliações
- C1513 PDFDocumento4 páginasC1513 PDFByron Paiz AragonAinda não há avaliações
- Astm c1513Documento4 páginasAstm c1513Ramón RocaAinda não há avaliações
- F879MDocumento6 páginasF879MmsbarretosAinda não há avaliações
- Astm F436M - 2016 PDFDocumento8 páginasAstm F436M - 2016 PDFMuhammad Reza SeptyansyahAinda não há avaliações
- Astm 555 555M - 2016Documento6 páginasAstm 555 555M - 2016Nguyễn Văn Thuận PhátAinda não há avaliações
- Astm B 171 B M .04Documento7 páginasAstm B 171 B M .04FrengkiAinda não há avaliações
- Astm A563Documento12 páginasAstm A563Jose RuedaAinda não há avaliações
- Astm A1008.a1008m Rev A 2012 PDFDocumento9 páginasAstm A1008.a1008m Rev A 2012 PDFjoao carlos protzAinda não há avaliações
- Astm F436F436M.19Documento8 páginasAstm F436F436M.19safak kahramanAinda não há avaliações
- Astm F1554-2007 PDFDocumento10 páginasAstm F1554-2007 PDFMuhammad Reza SeptyansyahAinda não há avaliações
- Astm A513 PDFDocumento20 páginasAstm A513 PDFpradelles89% (9)
- IEEE STD C135.1-1999 IEEE Standard For Zinc-Coated Steel Bolts and Nuts For Overhead Line ConstructionDocumento15 páginasIEEE STD C135.1-1999 IEEE Standard For Zinc-Coated Steel Bolts and Nuts For Overhead Line ConstructionAhsan SNAinda não há avaliações
- Astm A681 PDFDocumento14 páginasAstm A681 PDFraulAinda não há avaliações
- Surface Vehicle Standard: Rev. AUG2004Documento14 páginasSurface Vehicle Standard: Rev. AUG2004Engenheiro100% (1)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocumento7 páginasFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganAinda não há avaliações
- Stable GlazesDocumento8 páginasStable Glazesdamjan_mariničAinda não há avaliações
- Chapter 8Documento31 páginasChapter 8helloblarg100% (4)
- Surface Vehicle Standard: Rev. SEP1997Documento11 páginasSurface Vehicle Standard: Rev. SEP1997Angel HernándezAinda não há avaliações
- Asme B18.8.1 Clvis PinsDocumento4 páginasAsme B18.8.1 Clvis Pinsquality0% (2)
- ASTM F3125 F3125M-19 Minimum Tensile StrengthDocumento13 páginasASTM F3125 F3125M-19 Minimum Tensile StrengthJiangleiAinda não há avaliações
- Steel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements ForDocumento31 páginasSteel, Sheet, Carbon, Structural, and High-Strength, Low-Alloy, Hot-Rolled and Cold-Rolled, General Requirements Foralucard375Ainda não há avaliações
- A108 13Documento7 páginasA108 13solrac4371100% (1)
- High-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForDocumento4 páginasHigh-Strength Low-Alloy Columbium-Vanadium Structural Steel: Standard Specification ForCarlosAinda não há avaliações
- ASTM A153-A153M - 2016a enDocumento5 páginasASTM A153-A153M - 2016a enszafak100% (3)
- A1018Documento5 páginasA1018Aleksei AvilaAinda não há avaliações
- JIS B1055 1995 Tapping Screws Mechanical PropertiesDocumento16 páginasJIS B1055 1995 Tapping Screws Mechanical PropertiesTUAN NGUYEN VANAinda não há avaliações
- Astm A400Documento9 páginasAstm A400Jose Renato MendesAinda não há avaliações
- ISO 14583-01 - Hexalobular Socket Pan Head ScrewsDocumento8 páginasISO 14583-01 - Hexalobular Socket Pan Head ScrewsGuillermo TorresAinda não há avaliações
- Iso 965-3-1998Documento20 páginasIso 965-3-1998Sirous EghlimiAinda não há avaliações
- Astm A588 A588m-10Documento3 páginasAstm A588 A588m-10Pily JaimesAinda não há avaliações
- Astm F 2329Documento5 páginasAstm F 2329haharameshAinda não há avaliações
- High-Carbon Anti-Friction Bearing Steel: Standard Specification ForDocumento4 páginasHigh-Carbon Anti-Friction Bearing Steel: Standard Specification ForTriveni Forge QCAinda não há avaliações
- Metric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityDocumento4 páginasMetric DIN 434 Square Taper Washers: Visit Our For Product AvailabilityRodrigoAinda não há avaliações
- Strength and Protective Coatings On Steel Industrial Fence FrameworkDocumento7 páginasStrength and Protective Coatings On Steel Industrial Fence FrameworkAdán Cogley Canto100% (1)
- A-449 - 00Documento6 páginasA-449 - 00kanario2006Ainda não há avaliações
- A1003Documento6 páginasA1003hamidharvardAinda não há avaliações
- Astm F1470-19Documento6 páginasAstm F1470-19Gary CabelloAinda não há avaliações
- A1011 - 18aDocumento9 páginasA1011 - 18aalucard375100% (1)
- Astm F593Documento8 páginasAstm F593fcoespinosa100% (1)
- Astm F436Documento5 páginasAstm F436Quat Le DinhAinda não há avaliações
- ASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDocumento8 páginasASTM A563 - 07 Standard Specification For Carbon and Alloy Steel NutsDagoberto AguilarAinda não há avaliações
- Astm A563Documento9 páginasAstm A563mhmgola100% (1)
- Surface Vehicle Standard: Hose Clamp SpecificationsDocumento79 páginasSurface Vehicle Standard: Hose Clamp SpecificationsJose Luis AusinAinda não há avaliações
- Sae-Bolt PDFDocumento1 páginaSae-Bolt PDFSannohashi MFGAinda não há avaliações
- Din en Iso 7090Documento8 páginasDin en Iso 7090Jennifer Owens100% (2)
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocumento4 páginasForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinAinda não há avaliações
- IFI 2018 Book of Fastener Standards - TOCDocumento7 páginasIFI 2018 Book of Fastener Standards - TOCMahmoud Al Homran0% (2)
- Astm A673Documento4 páginasAstm A673gustavo aguilarAinda não há avaliações
- Asme-B18 2 6mDocumento21 páginasAsme-B18 2 6mthanh_121Ainda não há avaliações
- WPS A2.4-2007Documento140 páginasWPS A2.4-2007wahyu_mokoAinda não há avaliações
- Astm A 1011M PDFDocumento8 páginasAstm A 1011M PDFJuan CarlosAinda não há avaliações
- Sae J58-2015Documento9 páginasSae J58-2015levanhuongAinda não há avaliações
- Asme B18.7 2007Documento13 páginasAsme B18.7 2007Jesse ChenAinda não há avaliações
- Testing-Drill Screw SpecificationsDocumento3 páginasTesting-Drill Screw SpecificationsJerry Huang100% (1)
- Self-Drilling Screws: Key BenefitsDocumento8 páginasSelf-Drilling Screws: Key BenefitsGabriel MacedoAinda não há avaliações
- Self-Drilling Screws: Key BenefitsDocumento8 páginasSelf-Drilling Screws: Key BenefitsGabriel MacedoAinda não há avaliações
- Fortress Timber & Metal SDS Screws 2017 WebDocumento36 páginasFortress Timber & Metal SDS Screws 2017 WebGabriel MacedoAinda não há avaliações
- Dados Dos ParafusosDocumento2 páginasDados Dos ParafusosGabriel MacedoAinda não há avaliações
- Aisi S905-13Documento44 páginasAisi S905-13Edison Becerra100% (1)
- Cold Formed Steel Joints and Structures - A ReviewDocumento14 páginasCold Formed Steel Joints and Structures - A ReviewGabriel MacedoAinda não há avaliações
- Solving A Mixed IntegerDocumento7 páginasSolving A Mixed IntegerGabriel MacedoAinda não há avaliações
- Polymers: C C CHDocumento9 páginasPolymers: C C CHAliya RahmanAinda não há avaliações
- Norma Astm F794Documento7 páginasNorma Astm F794WalterRamosAinda não há avaliações
- Green Solvents PresDocumento74 páginasGreen Solvents PresTDSAinda não há avaliações
- Thermo 5th Chap15 P068Documento21 páginasThermo 5th Chap15 P068IENCSAinda não há avaliações
- Blocks & M Sand RegisterDocumento2 páginasBlocks & M Sand Registersurendra kumarAinda não há avaliações
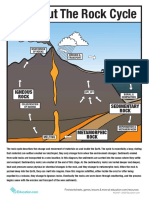
- Rock Cycle QuizDocumento2 páginasRock Cycle QuizKizzi Kye Edelweiss BalmoresAinda não há avaliações
- Cambridge International Advanced Subsidiary and Advanced LevelDocumento12 páginasCambridge International Advanced Subsidiary and Advanced LevelTerTalks ChikweyaAinda não há avaliações
- Mixed Flowing Gas (MFG) Tests For Electrical ContactsDocumento11 páginasMixed Flowing Gas (MFG) Tests For Electrical ContactsEugene OgosiAinda não há avaliações
- SteelBook Pipe PipeFittingsDocumento28 páginasSteelBook Pipe PipeFittingsSumeet Sisir SarkarAinda não há avaliações
- BRE 462 Steel Structures Supporting Composite Floor Slabs FireDocumento12 páginasBRE 462 Steel Structures Supporting Composite Floor Slabs FireUmmar FarooqAinda não há avaliações
- Stainless Steel Tube Stock DataDocumento18 páginasStainless Steel Tube Stock DataFU SHING STAINLESS STEEL CO.Ainda não há avaliações
- Manufacturing Process of An Automobile ComponentDocumento29 páginasManufacturing Process of An Automobile ComponentShiva BharathAinda não há avaliações
- Conveyor BeltsDocumento12 páginasConveyor BeltsEGS_1977Ainda não há avaliações
- Design Software and Supporting Tool: Hydranautics - NittoDocumento25 páginasDesign Software and Supporting Tool: Hydranautics - NittoAbdelhakim AkroucheAinda não há avaliações
- Structure Property Relationships For Polyether-Based ElectrolyteDocumento9 páginasStructure Property Relationships For Polyether-Based ElectrolyteYu WangAinda não há avaliações
- 2012 Chem E Car Job Safety Form For IHLDocumento13 páginas2012 Chem E Car Job Safety Form For IHLrofiqq4Ainda não há avaliações
- Types of Impurities in WaterDocumento7 páginasTypes of Impurities in WaterAhmed BatunAinda não há avaliações
- LO1. Kinetic Molecular Model of Solid and LiquidsDocumento3 páginasLO1. Kinetic Molecular Model of Solid and Liquidsrandolf wassigAinda não há avaliações
- 18.05.2020 SR Bipc, SR Aiims & Longterm Re-Revision Schedule PDFDocumento5 páginas18.05.2020 SR Bipc, SR Aiims & Longterm Re-Revision Schedule PDFGuru charan ReddyAinda não há avaliações
- Chemlube 215 229 230 501 751 822Documento2 páginasChemlube 215 229 230 501 751 822Suprastowo Bin SarinoAinda não há avaliações
- PU-II Chem Part-A Work Book 2023Documento8 páginasPU-II Chem Part-A Work Book 2023Ashok KalleppanavarAinda não há avaliações
- Production of Milk PowderDocumento15 páginasProduction of Milk PowderElaine Chong100% (2)
- AltuglasDocumento4 páginasAltuglasBhanuAinda não há avaliações
- Nano SensorsDocumento16 páginasNano SensorsAnkusjAinda não há avaliações
- Field Compaction ControlDocumento2 páginasField Compaction ControlEftikarAinda não há avaliações
- HT Practice QuestionsDocumento3 páginasHT Practice QuestionsVivek SharmaAinda não há avaliações
- Influence of Plasticizers On The Properties of Natural Rubber Based CompoundsDocumento10 páginasInfluence of Plasticizers On The Properties of Natural Rubber Based CompoundsRupin SaigalAinda não há avaliações
- Checklist For RMCDocumento49 páginasChecklist For RMCfazilAinda não há avaliações