Você também pode gostar
- Fornalhas PDFDocumento14 páginasFornalhas PDFAlcivone ColetAinda não há avaliações
- DFGHJKDocumento156 páginasDFGHJKCícero Madalozzo SalvadoriAinda não há avaliações
- Apresentação Inox - Pós - Parte 1Documento31 páginasApresentação Inox - Pós - Parte 1Luiz Antônio FerreiraAinda não há avaliações
- Nomenclatura de SoldagemDocumento44 páginasNomenclatura de SoldagemThiago Oliveira de Sousa50% (2)
- Processos de SoldagemDocumento52 páginasProcessos de SoldagemPedro RochaAinda não há avaliações
- NBR NM 136 - 2000 - Tratamentos Termicos de Aco - Terminologia E DefinicoesDocumento44 páginasNBR NM 136 - 2000 - Tratamentos Termicos de Aco - Terminologia E Definicoespaulorobertosc090309100% (2)
- DsadaDocumento16 páginasDsadaCícero Madalozzo SalvadoriAinda não há avaliações
- Soldagem - Apostila 2Documento68 páginasSoldagem - Apostila 2Gabriela DiasAinda não há avaliações
- INFOSOLDA-Tipos de JuntasDocumento16 páginasINFOSOLDA-Tipos de JuntasSergio MauricioAinda não há avaliações
- CZXCZDocumento99 páginasCZXCZCícero Madalozzo SalvadoriAinda não há avaliações
- SoldagemDocumento90 páginasSoldagemDaniela Silva100% (1)
- 16 PF Soldagem Mig MagDocumento17 páginas16 PF Soldagem Mig MagLeonardo Hiroyuki ShimoyamaAinda não há avaliações
- Abnt - NBR 7505 - Gem de Liquidos Inflamaveis E Combustive Is - Parte 1Documento16 páginasAbnt - NBR 7505 - Gem de Liquidos Inflamaveis E Combustive Is - Parte 1Marcio Martins100% (3)
- Seleção de Parâmetros Através Do Método Taguchi para Soldagem de Revestimento Com Ligas de Níquel Pelo Processo MIG/MAGDocumento8 páginasSeleção de Parâmetros Através Do Método Taguchi para Soldagem de Revestimento Com Ligas de Níquel Pelo Processo MIG/MAGCícero Madalozzo SalvadoriAinda não há avaliações
- 0000208e PDFDocumento77 páginas0000208e PDFfjkf fhjfhj ghjgf ghhgAinda não há avaliações
- Trabalho Termodinämica - 20-09-2010 PDFDocumento2 páginasTrabalho Termodinämica - 20-09-2010 PDFCícero Madalozzo SalvadoriAinda não há avaliações
- DsadaasdadDocumento111 páginasDsadaasdadCícero Madalozzo SalvadoriAinda não há avaliações
- FDFSDFDocumento5 páginasFDFSDFCícero Madalozzo SalvadoriAinda não há avaliações
- Ferragens IndustriaisDocumento5 páginasFerragens IndustriaisjohncristAinda não há avaliações
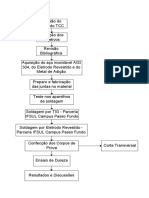
- TCC sobre soldagem por TIG e eletrodo revestido no IFSUL Campus Passo FundoDocumento1 páginaTCC sobre soldagem por TIG e eletrodo revestido no IFSUL Campus Passo FundoCícero Madalozzo SalvadoriAinda não há avaliações
- DsadaasdadDocumento111 páginasDsadaasdadCícero Madalozzo SalvadoriAinda não há avaliações
- 2019lista de Publicacao 01 A 31janDocumento3 páginas2019lista de Publicacao 01 A 31janAlay CostaAinda não há avaliações
- Tabela de Honorários MínimosDocumento27 páginasTabela de Honorários MínimoskleberweiseAinda não há avaliações
- Introdução Ao MEF-2Documento93 páginasIntrodução Ao MEF-2Bernardo Serra LimaAinda não há avaliações
- Dimensionamento de CoifasDocumento6 páginasDimensionamento de CoifasElias Barros de Figueiredo100% (3)
- Introdução À Física Do Arco Elétrico - Apostila - ModenesiDocumento44 páginasIntrodução À Física Do Arco Elétrico - Apostila - ModenesisavioczzAinda não há avaliações
- 00 - 28170853 Lec N 14 376Documento85 páginas00 - 28170853 Lec N 14 376ckindleinAinda não há avaliações
- Memorial Gases - UM3Documento16 páginasMemorial Gases - UM3HudsonBarcelosAinda não há avaliações
- Aco Inox Dicas Acesita SoldagemDocumento2 páginasAco Inox Dicas Acesita SoldagemkascaAinda não há avaliações
- Resistência dos Materiais: Introdução à Análise de EstruturasDocumento44 páginasResistência dos Materiais: Introdução à Análise de EstruturasAltair AlvesAinda não há avaliações
- Matéria Dos Alunos Da 10 Classe ClementinaDocumento25 páginasMatéria Dos Alunos Da 10 Classe ClementinaMariquinhas Ferreira Antonio100% (1)
- Noções sobre bombasDocumento296 páginasNoções sobre bombasEmanueleFaria100% (5)
- Relatorio Victor MeyerDocumento4 páginasRelatorio Victor MeyerAndre HenriqueAinda não há avaliações
- Aplicações em Especificar Analisadores .Documento47 páginasAplicações em Especificar Analisadores .marketing engezerAinda não há avaliações
- Condução Elétrica Nos SólidosDocumento13 páginasCondução Elétrica Nos SólidosGabriel Dezordi TeixeiraAinda não há avaliações
- Exercícios resolvidos de trabalho e potênciaDocumento5 páginasExercícios resolvidos de trabalho e potênciaRicardo AraujoAinda não há avaliações
- Fluidos 2 - Teorico - Respostas VistoDocumento10 páginasFluidos 2 - Teorico - Respostas VistoFilipa RochaAinda não há avaliações
- Análise de trocador de calor a placas para resfriamento de leiteDocumento36 páginasAnálise de trocador de calor a placas para resfriamento de leiteRailton CoelhoAinda não há avaliações
- 12 - Sistemas Elétricos I - Análises de Faltas Assimétricas PDFDocumento29 páginas12 - Sistemas Elétricos I - Análises de Faltas Assimétricas PDFRamon Luiz Santos Gonçalves100% (1)
- Turbo MaquinasDocumento20 páginasTurbo Maquinasnate91_rcAinda não há avaliações
- Gaiola de FaradayDocumento5 páginasGaiola de FaradayAndreAinda não há avaliações
- Controle de Processos QuimicosDocumento175 páginasControle de Processos QuimicosJocirlei FelicioAinda não há avaliações
- VGA Lista 2Documento3 páginasVGA Lista 2José SilasAinda não há avaliações
- Solução Preparação DiluiçãoDocumento6 páginasSolução Preparação DiluiçãoVanessa GopAinda não há avaliações
- ACOPLAMENTOS ELÁSTICOS MADEFLEX MDDocumento5 páginasACOPLAMENTOS ELÁSTICOS MADEFLEX MDEduardo LopesAinda não há avaliações
- Bloco 24 Fqa FQ Fs 11º AnoDocumento22 páginasBloco 24 Fqa FQ Fs 11º AnoAntonio MatosoAinda não há avaliações
- Heterósidos IntroduçãoDocumento26 páginasHeterósidos Introduçãoapi-27441481100% (2)
- Holec 1catalogochavesholecDocumento76 páginasHolec 1catalogochavesholecLuiz HenriqueAinda não há avaliações
- Disjuntores em caixa moldada DWB e DWA: manobra e proteção em circuitos industriaisDocumento56 páginasDisjuntores em caixa moldada DWB e DWA: manobra e proteção em circuitos industriaisMarcelo Baptista0% (1)
- Teoria Da Elasticidade - Exercícios Problemas 2D em Coordenadas RetangularesDocumento3 páginasTeoria Da Elasticidade - Exercícios Problemas 2D em Coordenadas RetangularesThiago PasqualAinda não há avaliações
- Corpos em arte, uma odisseia da pesquisa corporalDocumento282 páginasCorpos em arte, uma odisseia da pesquisa corporalAndrea Portela100% (1)
- Aula 1 - O Traçado de Uma EstradaDocumento36 páginasAula 1 - O Traçado de Uma EstradaIdo ManoelAinda não há avaliações
- O Sistema SolarDocumento7 páginasO Sistema SolarJoão PedroAinda não há avaliações
- TOMOGRAFIA COMPUTADORIZA Aula Final PDFDocumento24 páginasTOMOGRAFIA COMPUTADORIZA Aula Final PDFChambertin SantosAinda não há avaliações
- Plano Inclinado e EstáticaDocumento2 páginasPlano Inclinado e Estáticamatheus augustoAinda não há avaliações
- Catálogo OSTADocumento7 páginasCatálogo OSTANOIVODALAGOAAinda não há avaliações
- Lista 2 de Exercícios de Dinâmica (Questões de Bloquinhos)Documento4 páginasLista 2 de Exercícios de Dinâmica (Questões de Bloquinhos)clovisjrAinda não há avaliações
- Relatório Usinagem - TorneamentoDocumento31 páginasRelatório Usinagem - TorneamentoJúlia Feliciano83% (6)
- Transmissão de Energia I (Projeto Eletrico)Documento164 páginasTransmissão de Energia I (Projeto Eletrico)FINIZOLA64100% (2)