Você também pode gostar
- Ethanol 12Documento19 páginasEthanol 12Andrea LeonAinda não há avaliações
- Styrene12 PDFDocumento15 páginasStyrene12 PDFNaeemAinda não há avaliações
- Process Notes: Final ProjectDocumento8 páginasProcess Notes: Final ProjectCluisantony Jayco DizeAinda não há avaliações
- Material and Energy BalanceDocumento13 páginasMaterial and Energy BalanceFurqan RazaAinda não há avaliações
- Lampiran 0: Problem DescriptionDocumento8 páginasLampiran 0: Problem DescriptionaliAinda não há avaliações
- C-102 Azeotropic Distillation ColumnDocumento43 páginasC-102 Azeotropic Distillation ColumnVishnuboy VishnuAinda não há avaliações
- 101 PFD - Data - C261 Rev3 - PKODocumento1 página101 PFD - Data - C261 Rev3 - PKOTryan FernandesAinda não há avaliações
- Lab Report 3Documento9 páginasLab Report 3mali.abbas555110Ainda não há avaliações
- C:/Users/Manuel/Documents/GASDESINTESIS - HSC Main: Case: Flowsheet: Main Current Flowsheet EnvironmentDocumento7 páginasC:/Users/Manuel/Documents/GASDESINTESIS - HSC Main: Case: Flowsheet: Main Current Flowsheet EnvironmentManuel Augusto Alvarado HuancaAinda não há avaliações
- Multi Component DisitillationDocumento90 páginasMulti Component DisitillationHatif AlamAinda não há avaliações
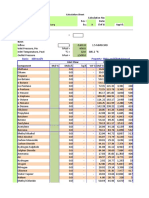
- Calculation SheetDocumento10 páginasCalculation SheetMuhammad Umer RanaAinda não há avaliações
- Characteristics of Boiler Feedwater - An Overview of Key Water Quality ParametersDocumento1 páginaCharacteristics of Boiler Feedwater - An Overview of Key Water Quality ParametersjagjitAinda não há avaliações
- Stream Table For Unit 300 Ethylbenzene Stream Number 1 2 3 4 5 6Documento2 páginasStream Table For Unit 300 Ethylbenzene Stream Number 1 2 3 4 5 6malindaAinda não há avaliações
- Acetaldehyde Production From Ethanol by Eco-Friendly Non-Chromium Catalysts Consisting of Copper and Calcium SilicateDocumento6 páginasAcetaldehyde Production From Ethanol by Eco-Friendly Non-Chromium Catalysts Consisting of Copper and Calcium SilicateSARATH BALAAinda não há avaliações
- Acetone Production Process From Iso-propyl-Alcohol (IPA)Documento36 páginasAcetone Production Process From Iso-propyl-Alcohol (IPA)Serkan91% (44)
- Hysys SimulationDocumento24 páginasHysys SimulationNeybil100% (1)
- Energy BalanceDocumento12 páginasEnergy BalanceZain Ul AbedinAinda não há avaliações
- Simulación Planta Tratamiento de AireDocumento4 páginasSimulación Planta Tratamiento de AireBernay CifuentesAinda não há avaliações
- Báo Cáo: Tính Toán Cân Bằng Vật ChấtDocumento21 páginasBáo Cáo: Tính Toán Cân Bằng Vật ChấtLê LộcAinda não há avaliações
- Freak G N Fproduk G N F GDocumento8 páginasFreak G N Fproduk G N F GRifah Rizkiyah HasibuanAinda não há avaliações
- Production of AcetaldehydeDocumento173 páginasProduction of AcetaldehydeMuhammad AwaisAinda não há avaliações
- Final Report Integration CPE614Documento25 páginasFinal Report Integration CPE614Amni Saufian100% (1)
- Balance de Materia 1Documento12 páginasBalance de Materia 1diego veyzagaAinda não há avaliações
- Troubleshooting Problem 5.1: Mass Balance With Recycle StreamsDocumento10 páginasTroubleshooting Problem 5.1: Mass Balance With Recycle Streamsmilton ochoaAinda não há avaliações
- RecycleDocumento3 páginasRecycleAhmed El HawariAinda não há avaliações
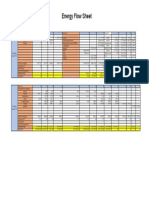
- Energy Sheet For Cumene ProductionDocumento1 páginaEnergy Sheet For Cumene ProductionXy karAinda não há avaliações
- Acid Gas Removal and Amine Treatment ProcessDocumento12 páginasAcid Gas Removal and Amine Treatment Processahmed sobhyAinda não há avaliações
- Tugas - 2: Surface FacilitiesDocumento5 páginasTugas - 2: Surface FacilitiesStephanie VirganaAinda não há avaliações
- Component Units 1 2 3 4 5 6: F G F GDocumento6 páginasComponent Units 1 2 3 4 5 6: F G F Gbighead3158Ainda não há avaliações
- Nitrogen Calculations: WHP 2689 Psi Anp Psi ID in SGDocumento29 páginasNitrogen Calculations: WHP 2689 Psi Anp Psi ID in SGNaveen GuptaAinda não há avaliações
- Ethylene Glycol HeatDocumento6 páginasEthylene Glycol HeatVlad BalanAinda não há avaliações
- Material Stream: Etanol: ConditionsDocumento2 páginasMaterial Stream: Etanol: ConditionsNorman TerceroAinda não há avaliações
- Pressure To Decrease Increase The Amount of Power That A Pump Must Deliver To The FluidDocumento42 páginasPressure To Decrease Increase The Amount of Power That A Pump Must Deliver To The FluidNixon RamsaranAinda não há avaliações
- Bab IV Neraca Masa Dan Neraca EnergiDocumento4 páginasBab IV Neraca Masa Dan Neraca EnergiMengasahtajamAinda não há avaliações
- Refrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopDocumento12 páginasRefrigerated Gas Plant: Gas Processing With Propane Refrigeration LoopTamer LordAinda não há avaliações
- Heat of Combustion Lab ReportDocumento8 páginasHeat of Combustion Lab Reportchok100% (1)
- Design ConditionDocumento1 páginaDesign ConditionPHAM THANH TUAinda não há avaliações
- Final Project2Documento135 páginasFinal Project2Mr NU KHANAinda não há avaliações
- M.Novriyanto M1B118028 - UTS SIMKOMDocumento10 páginasM.Novriyanto M1B118028 - UTS SIMKOMDave N7RAinda não há avaliações
- Princípios Elementares Dos Processos Químicos (Felder) - GráficosDocumento10 páginasPrincípios Elementares Dos Processos Químicos (Felder) - GráficosRobson AlmeidaAinda não há avaliações
- StreamsDocumento2 páginasStreamsBurak PolatAinda não há avaliações
- Acrylic Acid Production - Reminder PresentationDocumento9 páginasAcrylic Acid Production - Reminder PresentationZeynep HoşgörAinda não há avaliações
- AcetaldehydeDocumento98 páginasAcetaldehydeKrishna DangiAinda não há avaliações
- T-X-Y Diagram: Fraction of EthanolDocumento2 páginasT-X-Y Diagram: Fraction of EthanolmichsantosAinda não há avaliações
- Energy and Mechanical Engineer Career GuideDocumento18 páginasEnergy and Mechanical Engineer Career GuideCarlos LouçãoAinda não há avaliações
- Distillation CalculationDocumento9 páginasDistillation Calculationraviralagiri020% (1)
- SULPHURIC ACID SIMULATION PART 2_PDFDocumento3 páginasSULPHURIC ACID SIMULATION PART 2_PDFachik realAinda não há avaliações
- Basis: Basis: 100 Mol/h Property: GPSA and Elliott ManualDocumento6 páginasBasis: Basis: 100 Mol/h Property: GPSA and Elliott ManualsterlingAinda não há avaliações
- Chillere Cu Adsorbtie: Recuperare de Caldura Racire SolaraDocumento18 páginasChillere Cu Adsorbtie: Recuperare de Caldura Racire Solaraxenia_1970Ainda não há avaliações
- Multi-Component Distillation SimulationDocumento84 páginasMulti-Component Distillation SimulationFarid DarwishAinda não há avaliações
- UntitledDocumento6 páginasUntitledMartin BishwasAinda não há avaliações
- Stream Table For Unit 800Documento2 páginasStream Table For Unit 800Anonymous jbDGVNtaAinda não há avaliações
- Ethylene Glycol HeatDocumento10 páginasEthylene Glycol Heatdalton2004Ainda não há avaliações
- Ethene to Ethylene Oxide Process FlowDocumento1 páginaEthene to Ethylene Oxide Process FlowdoraAinda não há avaliações
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingNo EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingNota: 5 de 5 estrelas5/5 (1)
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNo EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsAinda não há avaliações
- Working Guide to Petroleum and Natural Gas Production EngineeringNo EverandWorking Guide to Petroleum and Natural Gas Production EngineeringNota: 5 de 5 estrelas5/5 (2)
- BioethanolProduction SimulationreportDocumento13 páginasBioethanolProduction SimulationreportMary Grace VelitarioAinda não há avaliações
- CVFGFHGDocumento25 páginasCVFGFHGMary Grace VelitarioAinda não há avaliações
- Novel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniDocumento26 páginasNovel Process Scheme For Selective Propane Dehydrogenation: C. Croppi, G. Iaquaniello, E. Palo, A. SalladiniMary Grace VelitarioAinda não há avaliações
- ArticleDocumento6 páginasArticleMariam AsgharAinda não há avaliações
- Puron® Refrigerant R-410ADocumento12 páginasPuron® Refrigerant R-410AMary Grace VelitarioAinda não há avaliações
- Third Law of Thermodynamics: What Is A Solvent?Documento5 páginasThird Law of Thermodynamics: What Is A Solvent?Mary Grace VelitarioAinda não há avaliações
- Student Protfolio in Work ImmersionDocumento5 páginasStudent Protfolio in Work ImmersionMaureen Lapat100% (1)
- Production of Formaldehyde From MethanolDocumento200 páginasProduction of Formaldehyde From MethanolSofia Mermingi100% (1)
- Contoh Proposal Bisnis PlanDocumento31 páginasContoh Proposal Bisnis PlanHadianto Nugroho100% (4)
- Undergraduate Sample Resumes - Cit PDFDocumento13 páginasUndergraduate Sample Resumes - Cit PDFMary Grace VelitarioAinda não há avaliações
- EXAMPLE ChBE Resumes PDFDocumento6 páginasEXAMPLE ChBE Resumes PDFMary Grace VelitarioAinda não há avaliações
- Phenolformaldehyde Resin Manufacture 1956 PDFDocumento2 páginasPhenolformaldehyde Resin Manufacture 1956 PDFMary Grace VelitarioAinda não há avaliações
- Envhper00468 0125Documento6 páginasEnvhper00468 0125PuLung SambadhaAinda não há avaliações
- Cooling India with Less Warming: Examining Patents for HFC AlternativesDocumento12 páginasCooling India with Less Warming: Examining Patents for HFC AlternativesMary Grace VelitarioAinda não há avaliações
- Design and Study of Manufacturing of Polyester Plant Using Pta and MegDocumento8 páginasDesign and Study of Manufacturing of Polyester Plant Using Pta and MegUgurAinda não há avaliações
- Phenol-formaldehyde runaway reaction case study analyzedDocumento6 páginasPhenol-formaldehyde runaway reaction case study analyzedMary Grace VelitarioAinda não há avaliações
- Mac Report 2013-IV IndustrialDocumento194 páginasMac Report 2013-IV IndustrialMary Grace VelitarioAinda não há avaliações
- The Future of AC Report - Full Report - 0 PDFDocumento94 páginasThe Future of AC Report - Full Report - 0 PDFMary Grace VelitarioAinda não há avaliações
- Design and Study of Manufacturing of Polyester Plant Using Pta and MegDocumento8 páginasDesign and Study of Manufacturing of Polyester Plant Using Pta and MegUgurAinda não há avaliações
- Hvac Excellence Hfo Presentation PDFDocumento83 páginasHvac Excellence Hfo Presentation PDFMary Grace VelitarioAinda não há avaliações
- Novel HPPO Process Produces Propylene Oxide Without CoproductsDocumento6 páginasNovel HPPO Process Produces Propylene Oxide Without CoproductsMary Grace VelitarioAinda não há avaliações
- Mac Report 2013-IV IndustrialDocumento194 páginasMac Report 2013-IV IndustrialMary Grace VelitarioAinda não há avaliações
- Production of Ethyl Acetate and Propionic Acid From Methanol and Synthesis GasDocumento22 páginasProduction of Ethyl Acetate and Propionic Acid From Methanol and Synthesis GasMary Grace VelitarioAinda não há avaliações
- Phenolformaldehyde Resin Manufacture 1956 PDFDocumento2 páginasPhenolformaldehyde Resin Manufacture 1956 PDFMary Grace VelitarioAinda não há avaliações
- Process for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioDocumento7 páginasProcess for Carbonylation of Ethylene Improves Catalyst Life with Higher Ethylene:CO RatioMary Grace VelitarioAinda não há avaliações
- Processes 03 00684 v2 PDFDocumento15 páginasProcesses 03 00684 v2 PDFMary Grace VelitarioAinda não há avaliações
- FGFHGHJHJKDocumento9 páginasFGFHGHJHJKMary Grace VelitarioAinda não há avaliações
- Fuel Production From Pyrolysis of Natural and Synthetic Rubbers PDFDocumento8 páginasFuel Production From Pyrolysis of Natural and Synthetic Rubbers PDFMary Grace VelitarioAinda não há avaliações
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocumento7 páginasSimulation of Liquefied Petroleum Gas LPG Producti PDFMary Grace VelitarioAinda não há avaliações
- Different Methods of Pet Production and Its EconomyDocumento2 páginasDifferent Methods of Pet Production and Its EconomyMary Grace VelitarioAinda não há avaliações
- Gadolinium Triflate Catalyzed One-Pot Synthesis of Polyhydroquinoline Derivatives (≤40 charsDocumento8 páginasGadolinium Triflate Catalyzed One-Pot Synthesis of Polyhydroquinoline Derivatives (≤40 charslucian_lovAinda não há avaliações
- Formulary Sheet: Hair Conditioner, Premium, Split EndsDocumento1 páginaFormulary Sheet: Hair Conditioner, Premium, Split EndsShingi MameAinda não há avaliações
- Drug-Induced Psychosis GuideDocumento32 páginasDrug-Induced Psychosis Guidemarkleacock100% (1)
- Formulation and Evaluation of Anisomeles Malabarica Panchang KsharaDocumento4 páginasFormulation and Evaluation of Anisomeles Malabarica Panchang Ksharayogesh ushirAinda não há avaliações
- Alcohols Ethers and Phenol-02 Solved ProblemsDocumento13 páginasAlcohols Ethers and Phenol-02 Solved ProblemsRaju SinghAinda não há avaliações
- Experiment # 8 Six-Step Synthesis Aniline To 1-Bromo-3cholor-5iodobenzeneDocumento10 páginasExperiment # 8 Six-Step Synthesis Aniline To 1-Bromo-3cholor-5iodobenzeneColin CheAinda não há avaliações
- Biodiesel Lab7Documento20 páginasBiodiesel Lab7Karla LopezAinda não há avaliações
- Environmental Impact of Energy Resources in Biomass and Petroleum Oil PerspectiveDocumento19 páginasEnvironmental Impact of Energy Resources in Biomass and Petroleum Oil PerspectiveAhmad Muhammad AdamAinda não há avaliações
- Petroleum Vapor Intrusion - Fundamentals of Screening, Investigation, and ManagementDocumento387 páginasPetroleum Vapor Intrusion - Fundamentals of Screening, Investigation, and ManagementTecnohidro Engenharia AmbientalAinda não há avaliações
- A Kinetic Model For The Esterification of Lactic Acid and Its OligomersDocumento7 páginasA Kinetic Model For The Esterification of Lactic Acid and Its OligomersPablo Aguado Domínguez0% (1)
- Sodium Azide PreparationDocumento3 páginasSodium Azide Preparationpamos1111100% (1)
- Observation 1: Resolutional Analysis: Reform Its Environmental PolicyDocumento6 páginasObservation 1: Resolutional Analysis: Reform Its Environmental PolicyDebater31Ainda não há avaliações
- National Formular 01 A Meru of TDocumento300 páginasNational Formular 01 A Meru of TnmAinda não há avaliações
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Documento8 páginasUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaAinda não há avaliações
- Comparison of Fermentation RatesDocumento16 páginasComparison of Fermentation RatesDaksh ChouhanAinda não há avaliações
- Drugs and BruxismDocumento14 páginasDrugs and BruxismAnthony HartonoAinda não há avaliações
- Banana Essence via Fisher EsterificationDocumento9 páginasBanana Essence via Fisher EsterificationMaggie KabalanAinda não há avaliações
- MI Renewable Methanol Pathways White Paper FinalDocumento26 páginasMI Renewable Methanol Pathways White Paper Finalthajoka23Ainda não há avaliações
- Smart Car Features Using Embedded Systems and Iot: 1. AbstractDocumento5 páginasSmart Car Features Using Embedded Systems and Iot: 1. Abstractramadan hundessaAinda não há avaliações
- MoU - 4 June 2019Documento11 páginasMoU - 4 June 2019Lonesome Dove SunAinda não há avaliações
- Saponification Number of Petroleum Products: Standard Test Methods ForDocumento8 páginasSaponification Number of Petroleum Products: Standard Test Methods ForROHITAinda não há avaliações
- Symrise USA: Part I: Trade Name Reference Buccoxime (Documento31 páginasSymrise USA: Part I: Trade Name Reference Buccoxime (FMAinda não há avaliações
- Still Spirits Trouble Shooting GuideDocumento2 páginasStill Spirits Trouble Shooting GuideAbner-DoomAinda não há avaliações
- 5070 w17 QP 42 PDFDocumento14 páginas5070 w17 QP 42 PDFdR SHAMMIR AHMEDAinda não há avaliações
- Bioethanol: Anro Yedi Munthe Dimas Rizal Anggara Putra Rizki Laksono Timotius Denny WidiantoroDocumento13 páginasBioethanol: Anro Yedi Munthe Dimas Rizal Anggara Putra Rizki Laksono Timotius Denny WidiantoroDimas Rizal Anggara PutraAinda não há avaliações
- 2014 Liang - Characterization of Potato Peel Waste (Digestate) PDFDocumento9 páginas2014 Liang - Characterization of Potato Peel Waste (Digestate) PDFskakindAinda não há avaliações
- Class 10 chemistry worksheet for study of compounds and reactionsDocumento4 páginasClass 10 chemistry worksheet for study of compounds and reactionsgyogi1989Ainda não há avaliações
- Ch.22 Alkanols - TDocumento16 páginasCh.22 Alkanols - Tlk2021202100% (1)
- Etanol BacteriaDocumento38 páginasEtanol BacteriaWida YantiAinda não há avaliações
- Distillation Handbook 10004 01-08-2008 USDocumento52 páginasDistillation Handbook 10004 01-08-2008 USSumit SinghAinda não há avaliações