Você também pode gostar
- Fabricação eixo aço ABNT 1050Documento4 páginasFabricação eixo aço ABNT 1050Daniel BtitoAinda não há avaliações
- Suporte para remoção de placa de tornoDocumento30 páginasSuporte para remoção de placa de tornohehehe blzAinda não há avaliações
- Prensa Mecânicas ExcêntricasDocumento4 páginasPrensa Mecânicas ExcêntricasYuri Dias CamposAinda não há avaliações
- NBR 6174 TB 59 - Definicoes Gerais de EnsDocumento13 páginasNBR 6174 TB 59 - Definicoes Gerais de EnsLucas GoulartAinda não há avaliações
- RELATORIO de MetalografiaDocumento10 páginasRELATORIO de MetalografiaRafael GonçalvesAinda não há avaliações
- KSB Megacpk ManualDocumento32 páginasKSB Megacpk ManualAlisson GoriaAinda não há avaliações
- FRESAMENTODocumento61 páginasFRESAMENTOchiodi26Ainda não há avaliações
- Manufatura Mecanica TrefilaçãoDocumento53 páginasManufatura Mecanica TrefilaçãoVitor Xavier LimaAinda não há avaliações
- Ajustagem Mecanica-Tecnologia Aplicada e OperacoesDocumento3 páginasAjustagem Mecanica-Tecnologia Aplicada e OperacoesCesar VasquesAinda não há avaliações
- Manual do Operador da Fresadora Combinada VK-300UDocumento42 páginasManual do Operador da Fresadora Combinada VK-300URogério JuniorAinda não há avaliações
- Processos de Usinagem I - Aula 03 - Geometria Da Ferramenta de CorteDocumento65 páginasProcessos de Usinagem I - Aula 03 - Geometria Da Ferramenta de Cortelorena___20Ainda não há avaliações
- Tabela de Vel - CorteDocumento1 páginaTabela de Vel - Cortersantos356Ainda não há avaliações
- 03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFDocumento222 páginas03 - Processos de Fabricacao - Conformacao Mecanica-IFSC PDFAnselmo FabrisAinda não há avaliações
- Mancais de rolamento: tipos, aplicações e falhas mais comunsDocumento46 páginasMancais de rolamento: tipos, aplicações e falhas mais comunsCarlos GuarinoAinda não há avaliações
- Usinagem Hibrida PDFDocumento9 páginasUsinagem Hibrida PDFRobert ScheerAinda não há avaliações
- Sistemade Tolerâncias e Ajustes ISODocumento41 páginasSistemade Tolerâncias e Ajustes ISOJonathann SouzaAinda não há avaliações
- Processo de Usinagem de RoscasDocumento24 páginasProcesso de Usinagem de RoscasLucysea_mg100% (5)
- Tratamentos endurecimento superficialDocumento32 páginasTratamentos endurecimento superficialCarolai FabrisAinda não há avaliações
- Aula 15 Mancal - RolamentoDocumento35 páginasAula 15 Mancal - RolamentoRômulo CastroAinda não há avaliações
- (Apostila) Traçagem - SENAIDocumento10 páginas(Apostila) Traçagem - SENAIEduardo Bandeira100% (1)
- Aula 4 - Ferramentas de CorteDocumento18 páginasAula 4 - Ferramentas de CorteElizeu Ferreira Dos Santos100% (1)
- Máquinas OperatrizesDocumento16 páginasMáquinas OperatrizesvigobboAinda não há avaliações
- Manutenção de Equips. Industriais Rev 1Documento132 páginasManutenção de Equips. Industriais Rev 1Rogério Cerqueira LimaAinda não há avaliações
- 35 Esse Torno So Da FuroDocumento10 páginas35 Esse Torno So Da FuroFilipe Alberto De MagalhãesAinda não há avaliações
- Exercícios Unidade 1 e 2Documento5 páginasExercícios Unidade 1 e 2Bruno BarretoAinda não há avaliações
- It - Apostila - Unidade 4b - Moldes de Injecao 2007Documento18 páginasIt - Apostila - Unidade 4b - Moldes de Injecao 2007Jerônimo Cauduro100% (1)
- Leitura e interpretação de desenho técnico mecânicoDocumento115 páginasLeitura e interpretação de desenho técnico mecânicoLusineide Silva100% (1)
- P. Maq - Gates - Cálculo de Transmissão de Correias em VDocumento17 páginasP. Maq - Gates - Cálculo de Transmissão de Correias em VaslucianoAinda não há avaliações
- Cromo Duro - Apostila Sobre Cromo Duro PDFDocumento6 páginasCromo Duro - Apostila Sobre Cromo Duro PDFSergio Melo BeckAinda não há avaliações
- Rugosidade e suas causasDocumento40 páginasRugosidade e suas causasGuilherme Dos Santos MoreiraAinda não há avaliações
- NBR 6627 - Pregos Comuns e Arestas de Aço para MadeirasDocumento8 páginasNBR 6627 - Pregos Comuns e Arestas de Aço para MadeirasFabiola SantosAinda não há avaliações
- Sistemas de tolerâncias e ajustes mecânicosDocumento40 páginasSistemas de tolerâncias e ajustes mecânicosewertonmorellato50% (2)
- Acoplamento magnético - Funções, vantagens e aplicaçõesDocumento25 páginasAcoplamento magnético - Funções, vantagens e aplicaçõesleandroperao53740% (1)
- Trabalho PlainaDocumento49 páginasTrabalho PlainaHenry HcAinda não há avaliações
- Calculo Elevação Fuso TrapezoidalDocumento2 páginasCalculo Elevação Fuso TrapezoidalJuliano Reis PereiraAinda não há avaliações
- Engrenagens cilíndricas: nomenclatura, perfis, interferência e lei fundamentalDocumento89 páginasEngrenagens cilíndricas: nomenclatura, perfis, interferência e lei fundamentalArthurBuzoganyAinda não há avaliações
- Exercícios Cálculos de RoscaDocumento2 páginasExercícios Cálculos de RoscaTecmecânicoAinda não há avaliações
- Ensaios de Dureza: Tipos e AplicaçõesDocumento48 páginasEnsaios de Dureza: Tipos e Aplicaçõesjglfernandes100% (1)
- Folheto OM-1 - Elementos de TransmissãoDocumento2 páginasFolheto OM-1 - Elementos de TransmissãoCasimiro Pinto100% (2)
- Manual de Placa Pneumatica para CNC Marca Onca PDFDocumento11 páginasManual de Placa Pneumatica para CNC Marca Onca PDFMark Anthony100% (1)
- Processo de fabricação mecânica guiaDocumento98 páginasProcesso de fabricação mecânica guiaGeo EinsteinAinda não há avaliações
- Dsc-Molas Prato para DIN 2093 BRDocumento6 páginasDsc-Molas Prato para DIN 2093 BRreginaldo17100% (1)
- Set2012 Apostila Te CorteDocumento82 páginasSet2012 Apostila Te CorteWelly DiasAinda não há avaliações
- Exercícios de Rolamentos (Seleção, Características... )Documento2 páginasExercícios de Rolamentos (Seleção, Características... )Tecmecânico100% (1)
- Exercícios sobre processos de soldagem e transferência de metalDocumento2 páginasExercícios sobre processos de soldagem e transferência de metalSamuel Corazza JungesAinda não há avaliações
- Exercícios de EngrenagensDocumento2 páginasExercícios de EngrenagensrcejrAinda não há avaliações
- Calculando A Proximação Do Anel GraduadoDocumento4 páginasCalculando A Proximação Do Anel GraduadobpivlabAinda não há avaliações
- Princípios dos processos de fabricação utilizando metais e polímerosNo EverandPrincípios dos processos de fabricação utilizando metais e polímerosAinda não há avaliações
- Introdução aos processos de fabricação de produtos metálicosNo EverandIntrodução aos processos de fabricação de produtos metálicosNota: 5 de 5 estrelas5/5 (1)
- Ferragem porta oscilante AL 540 T&TDocumento2 páginasFerragem porta oscilante AL 540 T&TphbertonAinda não há avaliações
- Terraceador CivemasaDocumento31 páginasTerraceador CivemasaMayconLopesAinda não há avaliações
- Catalogo RACDocumento32 páginasCatalogo RACMarcelo dePaulaAinda não há avaliações
- 050.29123 - Caixa Commer F-15Documento1 página050.29123 - Caixa Commer F-15LEONARDO HENRIQUE BRAGA DE OLIVEIRAAinda não há avaliações
- GráficoRendimentoBombaR4Documento1 páginaGráficoRendimentoBombaR4Juliano Iwamoto IshiokaAinda não há avaliações
- Bomba Anfibia Higra r5 265 B Rev02Documento1 páginaBomba Anfibia Higra r5 265 B Rev02Juliano Iwamoto IshiokaAinda não há avaliações
- LcMagnu CatDocumento3 páginasLcMagnu CatthaisswiestAinda não há avaliações
- Catálogo USINA-2019 - Modelos - LançamentosDocumento5 páginasCatálogo USINA-2019 - Modelos - LançamentosNaiara Heloísa CorsoliniAinda não há avaliações
- 1° Trab Proj Mecanicos Mar.21Documento5 páginas1° Trab Proj Mecanicos Mar.21Arthur MendesAinda não há avaliações
- Lancer Maximus 10000Documento129 páginasLancer Maximus 10000sandro guimag100% (1)
- Arthur Attano investiga o desaparecimento de sua esposaDocumento2 páginasArthur Attano investiga o desaparecimento de sua esposaNick SanAinda não há avaliações
- 01 Parafusos e Roscas - 2Documento26 páginas01 Parafusos e Roscas - 2miqueiasprataAinda não há avaliações
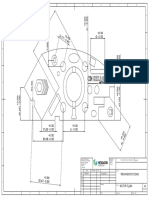
- Detalhe técnico de peça com dimensões e especificações para treinamento em CADDocumento1 páginaDetalhe técnico de peça com dimensões e especificações para treinamento em CADAlessandro CarvalhoAinda não há avaliações
- Catalogo Manual RoscasDocumento29 páginasCatalogo Manual RoscaschristianutnAinda não há avaliações
- 03 - Uso de Opções Básicas de ArquivoDocumento60 páginas03 - Uso de Opções Básicas de ArquivoAlessandro CarvalhoAinda não há avaliações
- HEXBLOCK - COTAS - Folha1Documento1 páginaHEXBLOCK - COTAS - Folha1Alessandro CarvalhoAinda não há avaliações
- HEXBLOCK - DISTANCIA - Folha1Documento1 páginaHEXBLOCK - DISTANCIA - Folha1Alessandro CarvalhoAinda não há avaliações
- HEXBLOCK - GDT - Folha1Documento1 páginaHEXBLOCK - GDT - Folha1Alessandro CarvalhoAinda não há avaliações
- 01 - Visão Geral Do PC-DMIS PDFDocumento16 páginas01 - Visão Geral Do PC-DMIS PDFAlessandro CarvalhoAinda não há avaliações
- Validacao de Procedimentos de MedicaoDocumento8 páginasValidacao de Procedimentos de MedicaoAlessandro CarvalhoAinda não há avaliações
- PC-DMIS Navegação Na Interface Do UsuárioDocumento48 páginasPC-DMIS Navegação Na Interface Do UsuárioAlessandro CarvalhoAinda não há avaliações
- PC-DMIS Navegação Na Interface Do UsuárioDocumento48 páginasPC-DMIS Navegação Na Interface Do UsuárioAlessandro CarvalhoAinda não há avaliações
- ANIMAÇÃO GRÁFICA DE TOLERÂNCIAS GEOMÉTRICASDocumento29 páginasANIMAÇÃO GRÁFICA DE TOLERÂNCIAS GEOMÉTRICASAlessandro Carvalho100% (1)
- 01 - Visão Geral Do PC-DMIS PDFDocumento16 páginas01 - Visão Geral Do PC-DMIS PDFAlessandro CarvalhoAinda não há avaliações
- PC-DMIS Configuração de PreferênciasDocumento245 páginasPC-DMIS Configuração de PreferênciasAlessandro Carvalho0% (1)
- Visão Geral Do PC-DMISDocumento16 páginasVisão Geral Do PC-DMISAlessandro CarvalhoAinda não há avaliações
- Atitudes em MetrologiaDocumento10 páginasAtitudes em MetrologiaAlessandro CarvalhoAinda não há avaliações
- BR Programa Zeiss GD TDocumento8 páginasBR Programa Zeiss GD TAlessandro CarvalhoAinda não há avaliações
- Folha de Verificação (Exemplo1)Documento1 páginaFolha de Verificação (Exemplo1)Alessandro CarvalhoAinda não há avaliações
- Caderno tarefas caminhão betoneiraDocumento40 páginasCaderno tarefas caminhão betoneiraAlessandro CarvalhoAinda não há avaliações
- ConfiabilidadeDocumento18 páginasConfiabilidadeJofre FelixAinda não há avaliações
- Artigo MBDDocumento6 páginasArtigo MBDAlessandro CarvalhoAinda não há avaliações
- Plano de Ensino Aprendizagem AtualizadoDocumento5 páginasPlano de Ensino Aprendizagem AtualizadoAlessandro CarvalhoAinda não há avaliações
- 00 FORMA3D Nivel C - Alinhamentos CMMDocumento27 páginas00 FORMA3D Nivel C - Alinhamentos CMMAnonymous 7ZTcBnAinda não há avaliações
- Colisões em Máquinas de Medir 3D: Causas, Efeitos e Recomendações para Evitar DanosDocumento21 páginasColisões em Máquinas de Medir 3D: Causas, Efeitos e Recomendações para Evitar DanosAlessandro CarvalhoAinda não há avaliações
- Apostila White Belt (LEITURA) PDFDocumento11 páginasApostila White Belt (LEITURA) PDFLuis RandallAinda não há avaliações
- NBR 2768-1 Tolerancias GeraisDocumento5 páginasNBR 2768-1 Tolerancias Geraishiperion77Ainda não há avaliações
- Comando numérico computadorizado (CNCDocumento107 páginasComando numérico computadorizado (CNCAlessandro CarvalhoAinda não há avaliações
- Solidworks Simulation PDFDocumento45 páginasSolidworks Simulation PDFAlessandro CarvalhoAinda não há avaliações
- Escavadeiras Hidráulica CAT 320DLDocumento32 páginasEscavadeiras Hidráulica CAT 320DLRafael Antonio Rosa Romero100% (2)
- Manual GarenDocumento10 páginasManual Garen9212594Ainda não há avaliações
- Depositos SandometalDocumento48 páginasDepositos SandometalCarlos SopasAinda não há avaliações
- 01 - Termologia - Termodinamica - Trabalho Termodinamico - Nivel Medio PDFDocumento9 páginas01 - Termologia - Termodinamica - Trabalho Termodinamico - Nivel Medio PDFKethelyAinda não há avaliações
- Manual Técnico de Instalação Pro 488 Eh - Rev02 - 587 - 17062019Documento2 páginasManual Técnico de Instalação Pro 488 Eh - Rev02 - 587 - 17062019Silas JatubaAinda não há avaliações
- Equipamentos e sistemas para piscinas residenciaisDocumento72 páginasEquipamentos e sistemas para piscinas residenciaisGustavo Henrique de OliveiraAinda não há avaliações
- 1 Exercicios RevisaoDocumento4 páginas1 Exercicios RevisaoMaykon MoraisAinda não há avaliações
- Diagramas IOTerminal AutoLuiz - Carga Free MCU ST10FDocumento13 páginasDiagramas IOTerminal AutoLuiz - Carga Free MCU ST10FangeloeletricistaAinda não há avaliações
- Exercícios Potencial EléticoDocumento4 páginasExercícios Potencial EléticoGeovana RodriguesAinda não há avaliações
- Partidas e componentes de partida-potênciaDocumento49 páginasPartidas e componentes de partida-potênciaJohnny Sá DiasAinda não há avaliações
- Montagem suspensão e rolamentos rodasDocumento14 páginasMontagem suspensão e rolamentos rodasNuno CristaoAinda não há avaliações
- Catalogo Perf EttaDocumento57 páginasCatalogo Perf EttaLUGANNO ESQUADRIAS DE ALUMÍNIOAinda não há avaliações
- Preparação Do Cloreto de T-ButilaDocumento6 páginasPreparação Do Cloreto de T-Butilavotapsm100% (7)
- MT - Caderno de Atividades - 4 Ano - 3 e 4 Bimestres PDFDocumento100 páginasMT - Caderno de Atividades - 4 Ano - 3 e 4 Bimestres PDFTamika OwensAinda não há avaliações
- 30 PF FuraçãoDocumento11 páginas30 PF FuraçãoClaudio Thayner Lopes100% (1)
- Flexbox CSS Guia Completo, Elementos e ExemplosDocumento1 páginaFlexbox CSS Guia Completo, Elementos e ExemplosMaria FernandaAinda não há avaliações
- FundaçõesDocumento22 páginasFundaçõesddsffsddAinda não há avaliações
- Manutenção de Sistemas Mecânicos Convencionais PDFDocumento273 páginasManutenção de Sistemas Mecânicos Convencionais PDFRoberto De Oliveira100% (1)
- Catálogo - Pisos Elevados Giroflex - LEEDDocumento2 páginasCatálogo - Pisos Elevados Giroflex - LEEDCastoroil7Ainda não há avaliações
- Calculo EngrenagemDocumento2 páginasCalculo EngrenagemrafaelAinda não há avaliações
- OsperDocumento40 páginasOsperluizAinda não há avaliações
- Projeto foguetes escolaDocumento12 páginasProjeto foguetes escolaEmerson OliveiraAinda não há avaliações
- Análise granulométrica do soloDocumento12 páginasAnálise granulométrica do soloGiovani MartinsAinda não há avaliações
- Circuitos integrador e diferenciadorDocumento32 páginasCircuitos integrador e diferenciadorCassio PazAinda não há avaliações
- Agentes Inteligentes e AmbientesDocumento19 páginasAgentes Inteligentes e AmbientesSerafim NascimentoAinda não há avaliações
- Aquecedor Solar Com Forro de PVCDocumento34 páginasAquecedor Solar Com Forro de PVCscriptonAinda não há avaliações
- Inspeção em Concreto RefratarioDocumento8 páginasInspeção em Concreto RefratarioMarcos LimaAinda não há avaliações
- Execução tradicional de vala a céu aberto para rede de esgotoDocumento2 páginasExecução tradicional de vala a céu aberto para rede de esgotoANTONIO CARLOS DANTAS MONTEIROAinda não há avaliações
- Manual técnico de instalação e manutenção de equipamentos de refrigeraçãoDocumento28 páginasManual técnico de instalação e manutenção de equipamentos de refrigeraçãoleobruno210Ainda não há avaliações