Você também pode gostar
- Pag 30 36. Calculos MoliendaDocumento9 páginasPag 30 36. Calculos MoliendaMirian Chingay BustamanteAinda não há avaliações
- Variables Operativas de Los MolinosDocumento3 páginasVariables Operativas de Los MolinosVanesa TorresAinda não há avaliações
- Expo - Moliendabilidad 6Documento15 páginasExpo - Moliendabilidad 6jmmlllAinda não há avaliações
- Mina ShougangDocumento33 páginasMina ShougangZshoØn KaØz100% (1)
- Molino de BolasDocumento44 páginasMolino de Bolasvera nolanAinda não há avaliações
- Control de Granulometria en Circuito de Flotacion en Minera Las BambasDocumento20 páginasControl de Granulometria en Circuito de Flotacion en Minera Las BambasAlejandro Salinas ZegarraAinda não há avaliações
- Amalgamación Hidrometalurgia Del ORODocumento27 páginasAmalgamación Hidrometalurgia Del OROWill070707Ainda não há avaliações
- Descripcion de Agitador de Flotacion DenverDocumento5 páginasDescripcion de Agitador de Flotacion DenverJimmyFigueroaAAinda não há avaliações
- Investigación sobre celda de flotación Denver en la Universidad Técnica de MachalaDocumento9 páginasInvestigación sobre celda de flotación Denver en la Universidad Técnica de MachalaGabriela Leonor Avecillas AbadAinda não há avaliações
- MariaDocumento21 páginasMariaalexander tevesAinda não há avaliações
- Caso de Estudio Geometalurgia Cerro LindoDocumento25 páginasCaso de Estudio Geometalurgia Cerro LindoJulioJCondezoAinda não há avaliações
- Filtro y EspeadoresDocumento51 páginasFiltro y EspeadoresDanny Luis Polanco VeraAinda não há avaliações
- Flotacion de Plomo y ZincDocumento12 páginasFlotacion de Plomo y ZincLucio Hilario Alvarado MaguiñaAinda não há avaliações
- Equipos de Laboratorio ShougangDocumento25 páginasEquipos de Laboratorio ShougangrobertoAinda não há avaliações
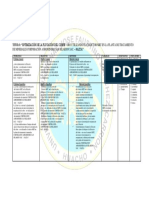
- Matriz de Consistencia MetodologiaDocumento1 páginaMatriz de Consistencia MetodologiaWiliams CHAinda não há avaliações
- TOQUEPALADocumento46 páginasTOQUEPALAJunior Salazar VargasAinda não há avaliações
- Eficiencia de ZarandaDocumento3 páginasEficiencia de ZarandaPIERO LEONARDO TOMASTO CRISTOBALAinda não há avaliações
- Procesos de concentración de minerales en ToquepalaDocumento28 páginasProcesos de concentración de minerales en ToquepalaGabriel Rodríguez SuttaAinda não há avaliações
- Manual Molino BondDocumento8 páginasManual Molino BondLuis Alfredo González CalderónAinda não há avaliações
- Expo RauraDocumento14 páginasExpo RaurawilliamAinda não há avaliações
- Heap LeachingDocumento11 páginasHeap Leachingaide natalyAinda não há avaliações
- Planta Huari InformeDocumento8 páginasPlanta Huari InformePaulo PinedaAinda não há avaliações
- Diagrama de Desorción de Carbón ActivoDocumento2 páginasDiagrama de Desorción de Carbón ActivoCarlos Crespo MorenoAinda não há avaliações
- Molino VerticalDocumento2 páginasMolino VerticalMaría Haddad EscutiAinda não há avaliações
- F-06 Algunas Consideraciones de La Flotación de Partículas Gruesas PDFDocumento63 páginasF-06 Algunas Consideraciones de La Flotación de Partículas Gruesas PDFAnonymous tt3YWV52Ainda não há avaliações
- Examen Concentracion de Minerales RecuperacionDocumento3 páginasExamen Concentracion de Minerales RecuperacionAnthony Huisa BustiosAinda não há avaliações
- Dimensionamiento de equipos de molienda en planta de cianuraciónDocumento76 páginasDimensionamiento de equipos de molienda en planta de cianuraciónFrank Gerald Alejos LeonAinda não há avaliações
- Prueba de cinética de moliendaDocumento26 páginasPrueba de cinética de moliendaAsh-lee Cuyubamba Cainicela100% (1)
- Tesis-Operación Planta Merrill CroweDocumento133 páginasTesis-Operación Planta Merrill CroweMax Tapia CastilloAinda não há avaliações
- Flowsheet Planta Concentradora - HuariDocumento10 páginasFlowsheet Planta Concentradora - HuariMeyer de la CruzAinda não há avaliações
- Wa0005Documento41 páginasWa0005Jhosue Pillaca AcAinda não há avaliações
- Flotación PDFDocumento54 páginasFlotación PDFJerson Llanqui NuñesAinda não há avaliações
- Introducción a la MineralurgiaDocumento32 páginasIntroducción a la MineralurgiaYemer MaucaylleAinda não há avaliações
- Espesamiento 1Documento3 páginasEspesamiento 1Eduardo Mendoza SandovalAinda não há avaliações
- PRACTICA #I V - PH MINERALDocumento2 páginasPRACTICA #I V - PH MINERALJoel SánchezAinda não há avaliações
- Prueba de Work IndexDocumento10 páginasPrueba de Work IndexEdgard Brayans SucaAinda não há avaliações
- Informe de Procesamiento Der Minareles IIDocumento5 páginasInforme de Procesamiento Der Minareles IIAldo Sabino Flores SapacayoAinda não há avaliações
- Practica de Lixiviacion de CobreDocumento8 páginasPractica de Lixiviacion de CobreWalther ChaupiAinda não há avaliações
- Flotacion de Minerales AuríferosDocumento12 páginasFlotacion de Minerales AuríferosRoxana Apaza Huaracha67% (3)
- Mina OrcopampaDocumento4 páginasMina OrcopampaCristiam Paul AQAinda não há avaliações
- Optimización de La Recuperación de Oro Con El Uso de Peróxido de Hidrógeno PDFDocumento113 páginasOptimización de La Recuperación de Oro Con El Uso de Peróxido de Hidrógeno PDFhducley B r i t oAinda não há avaliações
- Lixiviación de minerales oxidados de cobreDocumento13 páginasLixiviación de minerales oxidados de cobrePaolo Gabriel Diaz LopezAinda não há avaliações
- Análisis ruido molinos optimiza moliendaDocumento19 páginasAnálisis ruido molinos optimiza moliendaeduardoslmAinda não há avaliações
- Lixiviación ecológica de minerales auríferos mediante tiosulfatoDocumento61 páginasLixiviación ecológica de minerales auríferos mediante tiosulfatobelzetAinda não há avaliações
- Hidrometalurgia Materia Segunda Prueba 2022Documento66 páginasHidrometalurgia Materia Segunda Prueba 2022Pauly IsidoraAinda não há avaliações
- E GravimetríaDocumento77 páginasE GravimetríaJunior Anderson Tinoco FaleroAinda não há avaliações
- Diagrama de Flujo de Espesamiento, Filtrado y SecadoDocumento1 páginaDiagrama de Flujo de Espesamiento, Filtrado y SecadoFrancisco GilAinda não há avaliações
- Descripcion Planta Concentradora HUARONDocumento17 páginasDescripcion Planta Concentradora HUARONAlex Rodriguez50% (2)
- Trabajo Tecnico Escrito de Celda Columna Tipo ComincoDocumento37 páginasTrabajo Tecnico Escrito de Celda Columna Tipo Cominconoe amadorAinda não há avaliações
- Caracterizacion de EquiposDocumento16 páginasCaracterizacion de EquiposEduardo Alex Julca OrdoñezAinda não há avaliações
- Lixiviacion de ManganesoDocumento106 páginasLixiviacion de ManganesoBrando Vilca TiconaAinda não há avaliações
- Work IndexDocumento29 páginasWork IndexJose Alvarado MorvelíAinda não há avaliações
- Proceso CIP en planta de cianuración de oroDocumento38 páginasProceso CIP en planta de cianuración de orojose100% (1)
- Cinetica de La Molienda y Analisis GranulometricoDocumento9 páginasCinetica de La Molienda y Analisis GranulometricoJHONAinda não há avaliações
- Informe N°1 Analisis de Espesamiento de RelavesDocumento16 páginasInforme N°1 Analisis de Espesamiento de RelavesIvonne Stephany Calcina Abanto100% (1)
- Memoria I Descriptiva Planta ConcentradoraDocumento25 páginasMemoria I Descriptiva Planta ConcentradoraLuis Mijael Chambi100% (1)
- Proceso de Refinacion de Bullion de OroDocumento4 páginasProceso de Refinacion de Bullion de OroAlexander Alva NamocAinda não há avaliações
- Manipulacion de Pulpa y Densidad de SolidosDocumento12 páginasManipulacion de Pulpa y Densidad de SolidosPablo Elias Ponce Figueroa100% (1)
- Zaranda de Alta FrecuenciaDocumento35 páginasZaranda de Alta FrecuenciaRenzo Vega50% (2)
- Documento Sin TítuloDocumento7 páginasDocumento Sin Títulohowerth parianAinda não há avaliações
- Diseño Simplificado de Columnas de AbsorcionDocumento24 páginasDiseño Simplificado de Columnas de AbsorcionJonnathan Alexis Villafuerte Gonzales0% (1)
- Barona FoDocumento219 páginasBarona FoWilliam ThompsonAinda não há avaliações
- Curso Metalurgia 1 Capitulo III 2016Documento41 páginasCurso Metalurgia 1 Capitulo III 2016Alfredo Chavez ValenzuelaAinda não há avaliações
- Curso Metalurgia 1 Capitulo V 2018Documento49 páginasCurso Metalurgia 1 Capitulo V 2018Jonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Dap Dop Mano de ObraDocumento11 páginasDap Dop Mano de ObraJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- FermantacionesDocumento72 páginasFermantacionesJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Laboratorio Diseño Y EvaluacionDocumento5 páginasLaboratorio Diseño Y EvaluacionJonnathan Alexis VillafuerteAinda não há avaliações
- Clasificación de minerales por tamaño y métodosDocumento29 páginasClasificación de minerales por tamaño y métodosJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- BIOLIXIVIACIONDocumento12 páginasBIOLIXIVIACIONJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Yianatos CaracteizacionDocumento60 páginasYianatos CaracteizacionFernando TorresAinda não há avaliações
- Labo MetaDocumento11 páginasLabo MetaJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- cg09058 PDFDocumento11 páginascg09058 PDFJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- 2011 Figueredo Frias MIN5 P22 1Documento8 páginas2011 Figueredo Frias MIN5 P22 1Diego Eslava BrionesAinda não há avaliações
- Articulo Con BibliografiaDocumento13 páginasArticulo Con BibliografiaJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Adn Expo FinalDocumento21 páginasAdn Expo FinalJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Practica 6Documento16 páginasPractica 6Jonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Uce5921 01 PDFDocumento168 páginasUce5921 01 PDFDanilo Alfredo Sejas CejasAinda não há avaliações
- EnzimasDocumento9 páginasEnzimasJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Barona FoDocumento219 páginasBarona FoWilliam ThompsonAinda não há avaliações
- Celdas y Circuitos de FlotacionDocumento37 páginasCeldas y Circuitos de FlotacionBernardo Javier Villegas NorambuenaAinda não há avaliações
- Aceites EsencialesDocumento2 páginasAceites EsencialesJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Capitulo VII BALANCE METALÚGICO EN CIRCUITOS DE FLOTACIONDocumento20 páginasCapitulo VII BALANCE METALÚGICO EN CIRCUITOS DE FLOTACIONnlinaresg95% (75)
- Lodos Base AguaDocumento97 páginasLodos Base AguaJhon Freddy BurgosAinda não há avaliações
- Lodos ActivadosDocumento12 páginasLodos ActivadosJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Practica ControlDocumento11 páginasPractica ControlJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Adn Expo FinalDocumento21 páginasAdn Expo FinalJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Evaporadores Proyecto IDocumento19 páginasEvaporadores Proyecto IBonifacio Hernandez LopezAinda não há avaliações
- DirectorioDocumento1 páginaDirectorioJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Proceso de Elaboración de Salsa de Pescado y SubproductosDocumento14 páginasProceso de Elaboración de Salsa de Pescado y SubproductosJonnathan Alexis Villafuerte GonzalesAinda não há avaliações
- Materiales TareaDocumento23 páginasMateriales Tareadiego quevedoAinda não há avaliações
- Enrique Saavedra Moreno IMA Act 4Documento3 páginasEnrique Saavedra Moreno IMA Act 4Kike SaavedraAinda não há avaliações
- 12 Ejerciicos de Intensidad de Corriente ResueltosDocumento5 páginas12 Ejerciicos de Intensidad de Corriente ResueltosLuis Angel Gonzales Carreño100% (1)
- Transferencia de Calor y de CantidadDocumento3 páginasTransferencia de Calor y de CantidadLaura FlorezAinda não há avaliações
- Practica 6 SemaforoDocumento3 páginasPractica 6 SemaforoAyoriskarAinda não há avaliações
- Nomenclatura Heterociclos InformeDocumento6 páginasNomenclatura Heterociclos InformeAndrea Sánchez100% (1)
- Procesos con fluidos supercríticos introducciónDocumento9 páginasProcesos con fluidos supercríticos introducciónMarcos A. GolatoAinda não há avaliações
- Grupo 4 Ovoproductos Artículo CientificoDocumento6 páginasGrupo 4 Ovoproductos Artículo CientificoAndrea Zapana CalderónAinda não há avaliações
- S11. Presentación de Cantidad de Movimiento LinealDocumento51 páginasS11. Presentación de Cantidad de Movimiento LinealALEX MARTIN DIAZ ZAPATAAinda não há avaliações
- Manifestaciones de La EnergíaDocumento5 páginasManifestaciones de La EnergíaAbril SanchezAinda não há avaliações
- Energía necesaria para separar iones en una red cristalinaDocumento10 páginasEnergía necesaria para separar iones en una red cristalinaKibor Coronel CruzAinda não há avaliações
- Análisis HR - Grupo 1Documento19 páginasAnálisis HR - Grupo 1Oscar Armando Accho MontalvanAinda não há avaliações
- Fisica EnanoideDocumento6 páginasFisica EnanoideClaudia Betancourtt MejiasAinda não há avaliações
- TA-1 Metodos de Analisis Experimental - MicrosDocumento43 páginasTA-1 Metodos de Analisis Experimental - MicrosOxina ptAinda não há avaliações
- Interaccion de Los Rayos X Con La MateriaDocumento34 páginasInteraccion de Los Rayos X Con La Materiakarloz0% (1)
- Electro EstáticaDocumento12 páginasElectro EstáticaEsmeralda AguilarAinda não há avaliações
- Actividad de Puntos Evaluables - Escenario 2 - Segundo Bloque-Ciencias Basicas - Fundamentos de Quimica - (Grupo b02)Documento5 páginasActividad de Puntos Evaluables - Escenario 2 - Segundo Bloque-Ciencias Basicas - Fundamentos de Quimica - (Grupo b02)Mike SmilesAinda não há avaliações
- Aldehidos y Ac CarboxilicosDocumento14 páginasAldehidos y Ac Carboxilicosgmveraq03Ainda não há avaliações
- Ejercicios de Ecuaciones DiferencialesDocumento2 páginasEjercicios de Ecuaciones DiferencialesGastón Peña Burgos0% (1)
- Silicato Sodico MsdsDocumento13 páginasSilicato Sodico MsdsmoisesAinda não há avaliações
- Aldehidos y CetonasDocumento14 páginasAldehidos y CetonasjorgeAinda não há avaliações
- La Lluvia Ácida, El Ozono y Vulnerabilidad y Gestion de Riesgos Octavo Grado, M.L.C.Documento7 páginasLa Lluvia Ácida, El Ozono y Vulnerabilidad y Gestion de Riesgos Octavo Grado, M.L.C.Susan JiménezAinda não há avaliações
- Portafolio QUI-LAB IIDocumento21 páginasPortafolio QUI-LAB IIVirginia De La CruzAinda não há avaliações
- Memorias de Calculo Balances de Energia Act 3Documento6 páginasMemorias de Calculo Balances de Energia Act 3Luis Carlos Cuello DiazAinda não há avaliações
- Mecanica Vectorial para Ingenieros, Dinamica PDFDocumento775 páginasMecanica Vectorial para Ingenieros, Dinamica PDFRodrigo Hinojosa Mamani91% (45)
- Sylabus Mecanica Cuerpo RigidoDocumento4 páginasSylabus Mecanica Cuerpo RigidoIvan SotoAinda não há avaliações
- Sonido PDFDocumento39 páginasSonido PDFRonaldAtencioAinda não há avaliações
- Nomenclatura Quimica OrganicaDocumento12 páginasNomenclatura Quimica OrganicaMartha Moreno SepulvedaAinda não há avaliações
- ProyectoDocumento28 páginasProyectofiorela donaireAinda não há avaliações