Você também pode gostar
- ADocumento18 páginasAOliverTumbayAinda não há avaliações
- BorrasDocumento4 páginasBorrasOliverTumbayAinda não há avaliações
- Intro Reactores HeterogeneosDocumento47 páginasIntro Reactores HeterogeneosDavid CrisostomoAinda não há avaliações
- Guia Problemas Resueltos Cinetica ReactoresDocumento51 páginasGuia Problemas Resueltos Cinetica Reactoresbarbaroj83% (23)
- Capitulo Reaccion Solido - Fluido PDFDocumento23 páginasCapitulo Reaccion Solido - Fluido PDFGianfrancoAinda não há avaliações
- Suelos Contaminados Por Hcs - Son 2 Software AntiplagioDocumento14 páginasSuelos Contaminados Por Hcs - Son 2 Software AntiplagioNoelia MestanzaAinda não há avaliações
- NaftaDocumento1 páginaNaftaOliverTumbayAinda não há avaliações
- Lista NTP GNCDocumento3 páginasLista NTP GNCbiarca8361Ainda não há avaliações
- Introducion A Las Operaciones de Separacion Por Contacto ContinuoDocumento40 páginasIntroducion A Las Operaciones de Separacion Por Contacto Continuoroosvelt vasquez chicoma100% (1)
- Planta Petroquímica Bolivia 2 PCDocumento9 páginasPlanta Petroquímica Bolivia 2 PCOliverTumbayAinda não há avaliações
- Unidad de Craqueo CatalíticoDocumento13 páginasUnidad de Craqueo CatalíticoGianfrancoAinda não há avaliações
- N°2Documento3 páginasN°2OliverTumbayAinda não há avaliações
- Calculo Coeficientes de TransferenciaDocumento13 páginasCalculo Coeficientes de TransferenciaJDann AlvaradoAinda não há avaliações
- Oliver TumbayDocumento3 páginasOliver TumbayOliverTumbayAinda não há avaliações
- La Construcción Del Flujo de Caja de Los Proyectos de Inversión - Escan001.13!10!2015Documento12 páginasLa Construcción Del Flujo de Caja de Los Proyectos de Inversión - Escan001.13!10!2015OliverTumbayAinda não há avaliações
- 123Documento80 páginas123OliverTumbayAinda não há avaliações
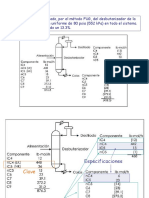
- Calculo FUG Completo AlexDocumento39 páginasCalculo FUG Completo AlexOliverTumbayAinda não há avaliações
- Lista NTP GNCDocumento3 páginasLista NTP GNCbiarca8361Ainda não há avaliações
- 131Documento104 páginas131OliverTumbayAinda não há avaliações
- Carta PsicometricaDocumento51 páginasCarta PsicometricaWilliam Junior Guthrié Ríos100% (2)
- Universidad Nacional de Ingeniería: 29/MAYO/2019Documento40 páginasUniversidad Nacional de Ingeniería: 29/MAYO/2019OliverTumbayAinda não há avaliações
- N°2Documento3 páginasN°2OliverTumbayAinda não há avaliações
- 3ºBalanceEnergia CantidadDocumento80 páginas3ºBalanceEnergia CantidadDaniel Ocampo Melendez0% (1)
- 05 Contacto HumidificacionDocumento45 páginas05 Contacto HumidificacionEnrique SoriaAinda não há avaliações
- N°1Documento2 páginasN°1OliverTumbayAinda não há avaliações
- Determinación Del Punto de Inflamación Mediante Las Astm D-56 Y Astm D-93Documento2 páginasDeterminación Del Punto de Inflamación Mediante Las Astm D-56 Y Astm D-93OliverTumbayAinda não há avaliações
- N°1Documento2 páginasN°1OliverTumbayAinda não há avaliações
- Lista NTP GNCDocumento3 páginasLista NTP GNCbiarca8361Ainda não há avaliações
- Hydro CrackingDocumento29 páginasHydro CrackingOliverTumbay0% (1)
- Actividad Individual FASE 3 Linda PalaciosDocumento27 páginasActividad Individual FASE 3 Linda Palacioslinda giselld palacios rodriguezAinda não há avaliações
- Formulario de Metodos NumericosDocumento2 páginasFormulario de Metodos NumericosJerson Torres CardenasAinda não há avaliações
- Manual Ondas RusasDocumento57 páginasManual Ondas RusasJoel Lopez100% (2)
- Ecuaciones de Primer Grado o LinealesDocumento6 páginasEcuaciones de Primer Grado o LinealesMaryNavasMartínezAinda não há avaliações
- Cálculos HuevoDocumento6 páginasCálculos HuevoJosé Ávila B0% (1)
- Tesis de Piscina NiveladaDocumento100 páginasTesis de Piscina NiveladaFrancisco Jose Torres MedinaAinda não há avaliações
- Celebracion ESENCIALDocumento7 páginasCelebracion ESENCIALVictoria Malvar100% (2)
- El Modelo de Phillips Sobre La Interacción de La Inflación, El Desempleo y Los PreciosDocumento10 páginasEl Modelo de Phillips Sobre La Interacción de La Inflación, El Desempleo y Los PreciosEduardo SeminarioAinda não há avaliações
- Ejercicios Eta 2 ExcelenciaDocumento4 páginasEjercicios Eta 2 ExcelenciaAlfonso MendozaAinda não há avaliações
- 2.8.-FB5032 - QUIMICA INORGANICA 2019-Revisado Julio AutoguardadoDocumento51 páginas2.8.-FB5032 - QUIMICA INORGANICA 2019-Revisado Julio AutoguardadoAlejandra Gutierrez ʚïɞ100% (1)
- SHSBBSSBDocumento42 páginasSHSBBSSBMiller FabianAinda não há avaliações
- Método Mise A La MasseDocumento11 páginasMétodo Mise A La Masseganadorr100% (1)
- Practica de Caracterizacion Del Acero 1045Documento24 páginasPractica de Caracterizacion Del Acero 1045Miguel Angel LòpezAinda não há avaliações
- 05-03-2020 160824 PM EXAMEN FINAL HIDROLOGIA 2020-1Documento2 páginas05-03-2020 160824 PM EXAMEN FINAL HIDROLOGIA 2020-1Alicia TelloAinda não há avaliações
- 1 - Estabilizacion de TaludesDocumento34 páginas1 - Estabilizacion de TaludesMarco Yauli RiveraAinda não há avaliações
- Ficha - Orbit CuerdaDocumento2 páginasFicha - Orbit CuerdayunaesgoAinda não há avaliações
- Detector de Humo PDFDocumento2 páginasDetector de Humo PDFantonioAinda não há avaliações
- Aguja de Sutura Quirúrgica y Su Procedimiento de FabricaciónDocumento9 páginasAguja de Sutura Quirúrgica y Su Procedimiento de FabricaciónLilia HurtadoAinda não há avaliações
- Informe Previo 3 Circuitos Electricos 2Documento4 páginasInforme Previo 3 Circuitos Electricos 2Pedro Flores SánchezAinda não há avaliações
- Fórmulas y Ecuaciones para Escalas de TemperaturaDocumento2 páginasFórmulas y Ecuaciones para Escalas de Temperaturahectorciencias76% (51)
- Ejercicios CalorDocumento7 páginasEjercicios CalorJuan Jose Flores100% (1)
- Sika ImperMurDocumento2 páginasSika ImperMurJose Luis Mattos TarquiAinda não há avaliações
- Conocimiento Basicos Sobre Teleobservacion Satelites Noaa PDFDocumento32 páginasConocimiento Basicos Sobre Teleobservacion Satelites Noaa PDFAugust FoxAinda não há avaliações
- Instal ElectricasDocumento25 páginasInstal ElectricasMonica CebrerosAinda não há avaliações
- Dibujo de ModaDocumento12 páginasDibujo de ModaVane Hidalgo79% (19)
- Indicadores de EsterilidadDocumento3 páginasIndicadores de Esterilidadabimael gutierrezAinda não há avaliações
- Práctica 1 - Etapa 1Documento5 páginasPráctica 1 - Etapa 1Isabel LópezAinda não há avaliações
- Entrenamiento de Fuerza Balsalobre&JimenezDocumento194 páginasEntrenamiento de Fuerza Balsalobre&JimenezAlejandro JustoAinda não há avaliações
- Problem As Balance MateriaDocumento19 páginasProblem As Balance Materiajulian coronaAinda não há avaliações
- CUYANDocumento5 páginasCUYANOrlando AdrianzenAinda não há avaliações