Você também pode gostar
- Ronaldo Lopes Pontes Barreto - Passaporte para o SaborDocumento151 páginasRonaldo Lopes Pontes Barreto - Passaporte para o Saborcris100% (7)
- Endo MarketingDocumento16 páginasEndo MarketingPatrícia LimaAinda não há avaliações
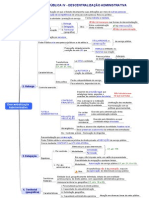
- Mapa Mental AdministrativoDocumento1 páginaMapa Mental AdministrativoEdivanio VieiraAinda não há avaliações
- Lei Orgânica Municipal de Novo HamburgoDocumento42 páginasLei Orgânica Municipal de Novo HamburgoVivianeAinda não há avaliações
- Sistema Financeiro NacionalDocumento22 páginasSistema Financeiro Nacionalelton100% (3)
- 1 Anotações - 20190727 - 222947 PDFDocumento8 páginas1 Anotações - 20190727 - 222947 PDFXXXXAinda não há avaliações
- Paradigmas de ProduçãoDocumento1 páginaParadigmas de ProduçãoXXXXAinda não há avaliações
- Potencial EletricoDocumento16 páginasPotencial EletricoXXXXAinda não há avaliações
- 1 Anotações - 20190621 - 090035 PDFDocumento1 página1 Anotações - 20190621 - 090035 PDFXXXXAinda não há avaliações
- 2019.1 NOITE Dados SimulaoDocumento5 páginas2019.1 NOITE Dados SimulaoXXXXAinda não há avaliações
- 1 EwaDocumento4 páginas1 EwaXXXXAinda não há avaliações
- 1 Anotações - 20190805 - 165824 PDFDocumento8 páginas1 Anotações - 20190805 - 165824 PDFXXXXAinda não há avaliações
- 1 Anotações - 20190702 - 084013Documento5 páginas1 Anotações - 20190702 - 084013XXXXAinda não há avaliações
- 1 Anotações - 20190709 - 080206Documento5 páginas1 Anotações - 20190709 - 080206XXXXAinda não há avaliações
- 1 EwaDocumento5 páginas1 EwaXXXXAinda não há avaliações
- 1 Anotações - 20190718 - 132834Documento7 páginas1 Anotações - 20190718 - 132834XXXXAinda não há avaliações
- Artigo 202Documento7 páginasArtigo 202Alan Sousa FariaAinda não há avaliações
- 1 Anotações - 20190709 - 191005Documento5 páginas1 Anotações - 20190709 - 191005XXXXAinda não há avaliações
- 1 Anotações - 20190715 - 215710Documento6 páginas1 Anotações - 20190715 - 215710XXXXAinda não há avaliações
- Teoremas das cascas: atração e repulsão de partículasDocumento12 páginasTeoremas das cascas: atração e repulsão de partículasXXXXAinda não há avaliações
- 1 Anotações - 20190825 - 222502Documento3 páginas1 Anotações - 20190825 - 222502XXXXAinda não há avaliações
- Ementa Manutenção IndustrialDocumento5 páginasEmenta Manutenção IndustrialXXXXAinda não há avaliações
- IEF - AULA 7 - Clculo Das TolernciasDocumento17 páginasIEF - AULA 7 - Clculo Das TolernciasXXXXAinda não há avaliações
- Relato de Acidente Do Trabalho Ocorrido em CGDocumento7 páginasRelato de Acidente Do Trabalho Ocorrido em CGXXXXAinda não há avaliações
- 1 Plano Do Curso Cálculo 3Documento1 página1 Plano Do Curso Cálculo 3XXXXAinda não há avaliações
- 1 Uma Contribuição Ao Debate Sobre PDFDocumento14 páginas1 Uma Contribuição Ao Debate Sobre PDFXXXXAinda não há avaliações
- Classe de ToleranciaDocumento27 páginasClasse de ToleranciaXXXXAinda não há avaliações
- List1 SeriesAndODE PDFDocumento1 páginaList1 SeriesAndODE PDFXXXXAinda não há avaliações
- Médias SCMDocumento1 páginaMédias SCMXXXXAinda não há avaliações
- 7 Toyotismo Continuao 100603233553 Phpapp01Documento23 páginas7 Toyotismo Continuao 100603233553 Phpapp01XXXXAinda não há avaliações
- O que é LIBRASDocumento35 páginasO que é LIBRASTânia RedAinda não há avaliações
- Lista EdoDocumento1 páginaLista EdoXXXXAinda não há avaliações
- RESOLUÇÃODocumento73 páginasRESOLUÇÃOXXXXAinda não há avaliações
- Apostila Libras Intermediario IFSC-Palhoca-BilingueDocumento61 páginasApostila Libras Intermediario IFSC-Palhoca-BilingueRodrigo Godoi AlcantaraAinda não há avaliações
- Introdução às Finanças PúblicasDocumento62 páginasIntrodução às Finanças PúblicasAldenir Raul Cambanque DiasAinda não há avaliações
- Indicadores normalizados de serviços urbanos e qualidade de vida (ISO 37120Documento36 páginasIndicadores normalizados de serviços urbanos e qualidade de vida (ISO 37120Leo CunhaAinda não há avaliações
- Licença para uso de conteúdo protegidoDocumento4 páginasLicença para uso de conteúdo protegidodalvacorAinda não há avaliações
- Apresentação ABS Group - Certificação de Conteúdo LocalDocumento26 páginasApresentação ABS Group - Certificação de Conteúdo LocalGuilherme MarinhoAinda não há avaliações
- Caderno TeoricoDocumento45 páginasCaderno TeoricoAngelita SilvaAinda não há avaliações
- Decreto Municipal 13897Documento7 páginasDecreto Municipal 13897abud_pedro8001Ainda não há avaliações
- APQC PCF em PortuguesDocumento11 páginasAPQC PCF em PortuguesDiego Xavier0% (1)
- REGIÃO DE LEIRIA - Edicao4259 - 01nov2018Documento48 páginasREGIÃO DE LEIRIA - Edicao4259 - 01nov2018Anonymous 80HAPYsoAinda não há avaliações
- Caderno Exercícios Macroeconomia PDFDocumento5 páginasCaderno Exercícios Macroeconomia PDFPedro SantosAinda não há avaliações
- Custo de capital antes e depois do imposto de rendaDocumento7 páginasCusto de capital antes e depois do imposto de rendaVinícius RamosAinda não há avaliações
- Primeira Guerra MundialDocumento9 páginasPrimeira Guerra MundialCaique OliveiraAinda não há avaliações
- Revista ppp37Documento256 páginasRevista ppp37jhonatanalmada2038Ainda não há avaliações
- Destaques da unidade 3 do livroDocumento16 páginasDestaques da unidade 3 do livroVanessa GomesAinda não há avaliações
- Exercício Avaliativo - Módulo 3 - Revisão Da TentativaDocumento3 páginasExercício Avaliativo - Módulo 3 - Revisão Da TentativaDebora BarrosAinda não há avaliações
- Comentários - Lei de GreveDocumento4 páginasComentários - Lei de GrevehwtxraAinda não há avaliações
- Jom 1527 27-11-2023 2Documento80 páginasJom 1527 27-11-2023 2sousa santosAinda não há avaliações
- Ficha Cadastral - SR TelecomDocumento1 páginaFicha Cadastral - SR TelecomcileneAinda não há avaliações
- Funções matemáticas - exercíciosDocumento5 páginasFunções matemáticas - exercíciosUigas4321Ainda não há avaliações
- Aula 2 - Principais Linhas de Pensamento Da QualidadeDocumento12 páginasAula 2 - Principais Linhas de Pensamento Da QualidadeEliana CarvalhoAinda não há avaliações
- Queda Do Império RomanoDocumento2 páginasQueda Do Império RomanoManuel MoutinhoAinda não há avaliações
- Concurso Público 2015 do Tribunal de Justiça de SC analisa prova objetiva para Analista AdministrativoDocumento16 páginasConcurso Público 2015 do Tribunal de Justiça de SC analisa prova objetiva para Analista AdministrativoCleberAinda não há avaliações
- Historia Detalhada de Capitão PoçoDocumento8 páginasHistoria Detalhada de Capitão PoçoJofrey GemaqueAinda não há avaliações
- Resumo - Gastos PublicosDocumento5 páginasResumo - Gastos PublicosevandrosbAinda não há avaliações
- Ascendum Edicao 18 PTDocumento28 páginasAscendum Edicao 18 PTJosé Carlos CarvalhoAinda não há avaliações
- Análise de Weber sobre classes, estamentos e poder econômicoDocumento6 páginasAnálise de Weber sobre classes, estamentos e poder econômicoolimpio funganhaAinda não há avaliações