Você também pode gostar
- Heat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061Documento6 páginasHeat Input & Joint Efficiency of Three Welding Processes Tig, Mig and FSW Using Aa6061V.v. TaguisAinda não há avaliações
- Journal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao ZhangDocumento12 páginasJournal of Manufacturing Processes: Mingfeng Li, Yanjun Wang, Shanglu Yang, Wu Tao, Guotao Zhangfara latifaAinda não há avaliações
- 11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesDocumento7 páginas11 Pilarczyk Weglowski-Electron Beam Use in Welding and Allied TechnologiesathulpcucekAinda não há avaliações
- Journal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaDocumento10 páginasJournal of Advanced Joining Processes: Titus Bitek Watmon, Catherine Wandera, James AporaJehuda TitaheluAinda não há avaliações
- Sinta 5Documento7 páginasSinta 5Amelia AzzuraAinda não há avaliações
- 1 s2.0 S0308016120302015 MainDocumento11 páginas1 s2.0 S0308016120302015 MainKAVINAinda não há avaliações
- Design and Construction of An Electric Arc WeldingDocumento7 páginasDesign and Construction of An Electric Arc Weldingmichael gorgeAinda não há avaliações
- Design and Fabrication of Portable SpotDocumento4 páginasDesign and Fabrication of Portable Spotkimtuan835958549964Ainda não há avaliações
- Critical Review of Automotive Steels Spot WeldingDocumento44 páginasCritical Review of Automotive Steels Spot WeldingJoselo HRAinda não há avaliações
- ADMT - Volume 13 - Issue 2 - Pages 23-31Documento9 páginasADMT - Volume 13 - Issue 2 - Pages 23-31mantra2010Ainda não há avaliações
- Design and Construction of An Electric Arc Welding Machine's TransformerDocumento6 páginasDesign and Construction of An Electric Arc Welding Machine's TransformerEditor IJTSRDAinda não há avaliações
- A Review of Additive Manufacturing of Soft Magnetic Materials in Electrical MachinesDocumento23 páginasA Review of Additive Manufacturing of Soft Magnetic Materials in Electrical MachinesJohn WickAinda não há avaliações
- Spot WeldingDocumento13 páginasSpot Weldingshanmukha MechanicalAinda não há avaliações
- The Coating On Al6061 Aluminium Alloy Surface With WC/Ni Powder Compact Electrode Using Electrical Discharge MachiningDocumento6 páginasThe Coating On Al6061 Aluminium Alloy Surface With WC/Ni Powder Compact Electrode Using Electrical Discharge MachiningEditor IJTSRDAinda não há avaliações
- لحام ستانلس ودوبلكسDocumento22 páginasلحام ستانلس ودوبلكسNadine YazbekAinda não há avaliações
- Application and Use of Different Aluminium AlloysDocumento10 páginasApplication and Use of Different Aluminium AlloysSimon RečnikAinda não há avaliações
- Stephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Documento15 páginasStephen Leon 2020 IOP Conf. Ser. - Mater. Sci. Eng. 954 012007Muhammad Awais Naveed AwanAinda não há avaliações
- Sustainable Electrical Discharge Machining of Nimonic C263 SuperalloyDocumento21 páginasSustainable Electrical Discharge Machining of Nimonic C263 SuperalloyVIRAJ PATILAinda não há avaliações
- AFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisDocumento22 páginasAFM Surface Investigation of Inconel 825 With Multi Wall Carbon Nano Tube in Electrical Discharge Machining Process Using Taguchi AnalysisBalu BhsAinda não há avaliações
- Design and Construction of An Electric Arc Welding Machine's TransformerDocumento7 páginasDesign and Construction of An Electric Arc Welding Machine's Transformermichael gorgeAinda não há avaliações
- Electrical Discharge Machining Characteristics of Aluminium Metal Matrix Composites - A ReviewDocumento10 páginasElectrical Discharge Machining Characteristics of Aluminium Metal Matrix Composites - A Reviewwhoam iAinda não há avaliações
- Surface Conformed Approach For Mechanical Property Analysis Using Ultrasonic Welding of Dissimilar MetalsDocumento20 páginasSurface Conformed Approach For Mechanical Property Analysis Using Ultrasonic Welding of Dissimilar Metals林哲宇Ainda não há avaliações
- Materials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarDocumento6 páginasMaterials Today: Proceedings: Paridhi Malhotra, R.K. Tyagi, Nishant K. Singh, Basant Singh SikarwarMEAinda não há avaliações
- 1) Design and Development of Low Cost Friction Stir Welding MachineDocumento7 páginas1) Design and Development of Low Cost Friction Stir Welding MachineMuhammad Umer Farooq AwanAinda não há avaliações
- SSG Chapter OneDocumento7 páginasSSG Chapter Onekalu chimdiAinda não há avaliações
- Efeito Do PMEDM em InconelDocumento7 páginasEfeito Do PMEDM em InconeldanikichlerAinda não há avaliações
- Study On Machining Response in Wire EDM of Inconel 625Documento8 páginasStudy On Machining Response in Wire EDM of Inconel 625mustafa sertAinda não há avaliações
- Multi-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Documento6 páginasMulti-Performance Optimization of Wire Cut EDM Process Parameters On Surface Roughness of AA7075 / B4Cp Metal Matrix Composites3Anonymous lPvvgiQjRAinda não há avaliações
- Electromagnetic Shearing MachineDocumento31 páginasElectromagnetic Shearing MachineANAND KRISHNANAinda não há avaliações
- A Brass Wire Electric Discharge Machining Variable Optimization AluminiumDocumento5 páginasA Brass Wire Electric Discharge Machining Variable Optimization AluminiumNambiRajAinda não há avaliações
- Electromagnetic Forming - Hani Aziz AmeenDocumento46 páginasElectromagnetic Forming - Hani Aziz AmeenHani Aziz AmeenAinda não há avaliações
- Study of Microstructure and Mechanical Properties of Aluminum Alloy Welded by MIG and TIG Welding ProcessesDocumento9 páginasStudy of Microstructure and Mechanical Properties of Aluminum Alloy Welded by MIG and TIG Welding ProcessesDieter Huaman ToscanoAinda não há avaliações
- Ravisankar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1055 012132Documento16 páginasRavisankar 2021 IOP Conf. Ser. Mater. Sci. Eng. 1055 012132tejas9280Ainda não há avaliações
- PMSM Modelling PaperDocumento12 páginasPMSM Modelling Paperpranay uniyalAinda não há avaliações
- Magnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveDocumento12 páginasMagnetic Pulse Welding, Crimping and Forming: Cold - Clean - Strong - Cost-EffectiveAli MoghiAinda não há avaliações
- The Impact of The Selection of Permanent Magnets On The Design of PM Machines - Case StudyDocumento6 páginasThe Impact of The Selection of Permanent Magnets On The Design of PM Machines - Case Studymohit madaviAinda não há avaliações
- Wire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear BehaviorDocumento14 páginasWire Arc Additive Manufacturing of ER 4043 Aluminum Alloy: Evaluation of Bead Profile, Microstructure, and Wear Behaviorvasundhara singhAinda não há avaliações
- Constantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFDocumento9 páginasConstantin 2017 IOP Conf. Ser. Mater. Sci. Eng. 252 012038 PDFMeet PatelAinda não há avaliações
- 2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A ReviewDocumento9 páginas2023 Study of Resistant Spot Welding and Its Effect On The Metallurgical and Mechanical Properties - A Reviewguravshubham7777Ainda não há avaliações
- Design of A Three Phase Induction Motor Based On Efficiency Improvement Using Amorphous Iron MaterialDocumento6 páginasDesign of A Three Phase Induction Motor Based On Efficiency Improvement Using Amorphous Iron MaterialTariku TesfayeAinda não há avaliações
- Wire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future InterestsDocumento17 páginasWire-Feed Additive Manufacturing of Metal Components: Technologies, Developments and Future Interestsgino andradeAinda não há avaliações
- E.O.Paton Electric Welding Institute Activity in The FieldDocumento10 páginasE.O.Paton Electric Welding Institute Activity in The FieldMaksimovAinda não há avaliações
- Journal of Manufacturing Processes: Z.L. Ni, F.X. Ye TDocumento15 páginasJournal of Manufacturing Processes: Z.L. Ni, F.X. Ye TMukesh KumarAinda não há avaliações
- Soft Magnetic MaterialsDocumento9 páginasSoft Magnetic Materialsvincemugnaio100% (1)
- Magnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsDocumento18 páginasMagnetic Pulse Welding (MPW) For Joining Similar and Dissimilar MatalsBANOTH SHIVAKUMARAinda não há avaliações
- Figner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructureDocumento12 páginasFigner - FSSW Between Al and Steel Automotive Sheets Influence of Welding Parameters On Mechanical Properties and MicrostructurePaula InesAinda não há avaliações
- A Review On Ultrasonic Welding of Various MaterialDocumento9 páginasA Review On Ultrasonic Welding of Various Materialsunshine71099Ainda não há avaliações
- Surface Integrity Analysis of Nitinol-60 Shape Memory Alloy in WEDMDocumento13 páginasSurface Integrity Analysis of Nitinol-60 Shape Memory Alloy in WEDMAbdul FaheemAinda não há avaliações
- Effect of Laser Beam Welding Parameters On MicrostDocumento10 páginasEffect of Laser Beam Welding Parameters On MicrostSalih HASAinda não há avaliações
- (Updated) Study of Alloy P91Documento7 páginas(Updated) Study of Alloy P91PRATEEK KUMARAinda não há avaliações
- Jmet Vol4 No1 Fullpaper3Documento26 páginasJmet Vol4 No1 Fullpaper3Ariel FerrerAinda não há avaliações
- Ultrasonic Welding Forge WeldingDocumento6 páginasUltrasonic Welding Forge WeldingPradneshAinda não há avaliações
- The Effect of Groove Welding On Mechanical PropertDocumento8 páginasThe Effect of Groove Welding On Mechanical PropertMuhammad Zuhairy jabarAinda não há avaliações
- Lu 2021Documento15 páginasLu 2021yusuf yamanerAinda não há avaliações
- Jater-5 5 1Documento8 páginasJater-5 5 1ochatejenifer50Ainda não há avaliações
- A Novel Axial Air-Gap Transverse Flux Switching PMDocumento12 páginasA Novel Axial Air-Gap Transverse Flux Switching PMh.nagarjaAinda não há avaliações
- Mechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingDocumento7 páginasMechanical and Microstructural Behaviour of 2024-7075 Aluminium Alloy Sheets Joined by Friction Stir WeldingMed BENYASSSINEAinda não há avaliações
- CMT Spot WeldingDocumento11 páginasCMT Spot Weldingkarthick32mechAinda não há avaliações
- Al and Steel Leaser WeldingDocumento11 páginasAl and Steel Leaser WeldingSidhesh mishraAinda não há avaliações
- Spot Welding Interview Success: An Introduction to Spot WeldingNo EverandSpot Welding Interview Success: An Introduction to Spot WeldingAinda não há avaliações
- AhDocumento1 páginaAhJuniorYanaAinda não há avaliações
- Arc Welding: Putra Perdana BandiDocumento66 páginasArc Welding: Putra Perdana BandiJuniorYanaAinda não há avaliações
- Product Data Sheet 3RW3026-1AB14Documento5 páginasProduct Data Sheet 3RW3026-1AB14JuniorYanaAinda não há avaliações
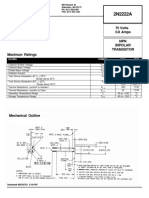
- 2N2222 PDFDocumento2 páginas2N2222 PDFJuniorYanaAinda não há avaliações
- tmp12B1 TMPDocumento29 páginastmp12B1 TMPFrontiersAinda não há avaliações
- Project 4 Ethylene OxideDocumento12 páginasProject 4 Ethylene OxideNhan Nguyen Van100% (4)
- Mass Spectral Databases For LC-MS - and GC-MS-based Metabolomics PDFDocumento13 páginasMass Spectral Databases For LC-MS - and GC-MS-based Metabolomics PDFciborg1978Ainda não há avaliações
- Zhang 2022Documento10 páginasZhang 2022Statistics LearningAinda não há avaliações
- Tech-Venting HCL TanksDocumento2 páginasTech-Venting HCL TanksDHAVALESH AMAinda não há avaliações
- ENVIROMENTAL Civic Education 10 To 12 PDF - RepairedDocumento9 páginasENVIROMENTAL Civic Education 10 To 12 PDF - RepairedRichard シAinda não há avaliações
- 7 Linkage MappingDocumento86 páginas7 Linkage MappingEmi JiHyeon KimAinda não há avaliações
- Oxidation and Reduction Reactions in Organic ChemistryDocumento9 páginasOxidation and Reduction Reactions in Organic ChemistryTarun Lfc Gerrard100% (1)
- HVAC Design For Pharmaceutical FacilitieDocumento62 páginasHVAC Design For Pharmaceutical FacilitieHai PhanAinda não há avaliações
- Quiz : Chemical ReactionDocumento18 páginasQuiz : Chemical ReactionHaziq AzizAinda não há avaliações
- Current Anaesthesia & Critical Care: Mark Hayman, Peter C.A. KamDocumento6 páginasCurrent Anaesthesia & Critical Care: Mark Hayman, Peter C.A. Kamnuraji090689Ainda não há avaliações
- Titanium WeldingDocumento16 páginasTitanium WeldingMuhammad IrdhamAinda não há avaliações
- GROUP 3 - LABORATORY REPORT 4 - Compounds With Hydroxyl GroupDocumento18 páginasGROUP 3 - LABORATORY REPORT 4 - Compounds With Hydroxyl GroupJESSIE FREDRICK DALANIELAinda não há avaliações
- MorphologyDocumento5 páginasMorphologyJimi LeeAinda não há avaliações
- NuclearDocumento10 páginasNuclearUsman MunirAinda não há avaliações
- Spectrochimica Acta Part A: Molecular and Biomolecular SpectrosDocumento4 páginasSpectrochimica Acta Part A: Molecular and Biomolecular SpectrosSyafrian AzmiAinda não há avaliações
- Green Building Plumbing: Mohammed Athar Mansury Farjana Priyanka Sengar Mohammed Waseem RezaDocumento20 páginasGreen Building Plumbing: Mohammed Athar Mansury Farjana Priyanka Sengar Mohammed Waseem RezaAthar MansuryAinda não há avaliações
- Gates Usa Mectrol 2007Documento68 páginasGates Usa Mectrol 2007glamuraAinda não há avaliações
- Ets InternacionalDocumento72 páginasEts InternacionalRicardo MarquesAinda não há avaliações
- Food Preservation PrintDocumento19 páginasFood Preservation PrintZie1970Ainda não há avaliações
- Self-Operated Temperature Regulators Temperature Regulator Type 1Documento6 páginasSelf-Operated Temperature Regulators Temperature Regulator Type 1Pocola AdrianAinda não há avaliações
- Ajax Disinfectant CleanserDocumento11 páginasAjax Disinfectant CleanserMateusPauloAinda não há avaliações
- 5MF 10MFDocumento8 páginas5MF 10MFRodrigo Pessoa VespaAinda não há avaliações
- USP Monographs - Miconazole NitrateDocumento2 páginasUSP Monographs - Miconazole NitrateMukarram MudjahidAinda não há avaliações
- Casting in AviationDocumento32 páginasCasting in AviationJCAinda não há avaliações
- 50 Easy and Free FertilizersDocumento12 páginas50 Easy and Free FertilizersScott Odam100% (1)
- OctaveDocumento2 páginasOctaveDavid CovatzinAinda não há avaliações
- Biodegradable Wastes: Hospital WasteDocumento4 páginasBiodegradable Wastes: Hospital WasteFAIZA A PASCUALAinda não há avaliações
- One Step Extraction of Essential Oils and Pectin From Pomelo (Citrus Grandis) PeelsDocumento5 páginasOne Step Extraction of Essential Oils and Pectin From Pomelo (Citrus Grandis) PeelsHuy Hoàng Lê ĐứcAinda não há avaliações
- 905 3SDocumento4 páginas905 3SyasafyAinda não há avaliações