Você também pode gostar
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- Electrode Booklet F Web 23Documento1 páginaElectrode Booklet F Web 23satnamAinda não há avaliações
- Electrode Booklet F Web 73Documento1 páginaElectrode Booklet F Web 73satnamAinda não há avaliações
- Electrode Booklet F Web 85Documento1 páginaElectrode Booklet F Web 85satnamAinda não há avaliações
- Nimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)Documento1 páginaNimoten Plus 535: LOW ALLOY STEEL (Nimoten Series)satnamAinda não há avaliações
- Tenalloy 120G: LOW ALLOY STEEL (High Strength)Documento1 páginaTenalloy 120G: LOW ALLOY STEEL (High Strength)Devender NegiAinda não há avaliações
- Metalbond: Mild Steel General Purpose (MSGP)Documento1 páginaMetalbond: Mild Steel General Purpose (MSGP)satnamAinda não há avaliações
- Electrode Booklet F Web 24Documento1 páginaElectrode Booklet F Web 24satnamAinda não há avaliações
- Electrode Booklet F Web 9Documento1 páginaElectrode Booklet F Web 9satnamAinda não há avaliações
- Tenalloy 70D11Documento1 páginaTenalloy 70D11pach-thAinda não há avaliações
- Electrode Booklet F Web 21Documento1 páginaElectrode Booklet F Web 21satnamAinda não há avaliações
- Electrode Booklet F Web 96Documento1 páginaElectrode Booklet F Web 96satnamAinda não há avaliações
- Electrode Booklet F Web 13Documento1 páginaElectrode Booklet F Web 13satnamAinda não há avaliações
- Electrode Booklet F Web 20Documento1 páginaElectrode Booklet F Web 20satnamAinda não há avaliações
- Ebondm: Mild Steel General Purpose (MSGP)Documento1 páginaEbondm: Mild Steel General Purpose (MSGP)satnamAinda não há avaliações
- Electrode Booklet F Web 22Documento1 páginaElectrode Booklet F Web 22satnamAinda não há avaliações
- Tenalloy 125: LOW ALLOY STEEL (High Strength)Documento1 páginaTenalloy 125: LOW ALLOY STEEL (High Strength)satnamAinda não há avaliações
- Electrode Booklet F Web 8Documento1 páginaElectrode Booklet F Web 8satnamAinda não há avaliações
- Electrode Booklet F Web 14Documento1 páginaElectrode Booklet F Web 14satnamAinda não há avaliações
- Celwel - 70P (Ador Electrodes)Documento1 páginaCelwel - 70P (Ador Electrodes)Harish KandollaAinda não há avaliações
- X Bond: Welding Electrode For Structural Welding ApplicationDocumento1 páginaX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainAinda não há avaliações
- Electrode Booklet F Web 105Documento1 páginaElectrode Booklet F Web 105satnamAinda não há avaliações
- Tenalloy Z PlusDocumento1 páginaTenalloy Z Plushemal ChauhanAinda não há avaliações
- Kingbond S: Mild Steel General Purpose (MSGP)Documento1 páginaKingbond S: Mild Steel General Purpose (MSGP)satnamAinda não há avaliações
- Electrode Booklet F Web 104Documento1 páginaElectrode Booklet F Web 104satnamAinda não há avaliações
- Electrode Booklet F Web 18Documento1 páginaElectrode Booklet F Web 18satnamAinda não há avaliações
- Nimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)Documento1 páginaNimoten Plus 535 A: LOW ALLOY STEEL (Nimoten Series)satnamAinda não há avaliações
- Electrode Booklet F Web 120Documento1 páginaElectrode Booklet F Web 120satnamAinda não há avaliações
- Topstar 110: C-MN STEEL (High Efficiency)Documento1 páginaTopstar 110: C-MN STEEL (High Efficiency)satnamAinda não há avaliações
- Electrode Booklet F Web 101Documento1 páginaElectrode Booklet F Web 101satnamAinda não há avaliações
- Supabase-X-Plus AdorDocumento1 páginaSupabase-X-Plus AdorJagan TnAinda não há avaliações
- Nicalloy Mo-12: NON FERROUS (Ni Alloys)Documento1 páginaNicalloy Mo-12: NON FERROUS (Ni Alloys)krupesh patelAinda não há avaliações
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 páginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamAinda não há avaliações
- Electrode Booklet F Web 110Documento1 páginaElectrode Booklet F Web 110satnamAinda não há avaliações
- Electrode Booklet F Web 121Documento1 páginaElectrode Booklet F Web 121satnamAinda não há avaliações
- Betanox D Welding ElectrodeDocumento1 páginaBetanox D Welding ElectrodearavindpeetaAinda não há avaliações
- F For .: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocumento1 páginaF For .: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationTolga UZUNERAinda não há avaliações
- Electrode Booklet F Web 80Documento1 páginaElectrode Booklet F Web 80satnamAinda não há avaliações
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocumento1 páginaWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Ainda não há avaliações
- Celwel - 60 (Adore Electrodes)Documento1 páginaCelwel - 60 (Adore Electrodes)Harish KandollaAinda não há avaliações
- Electrode Booklet F Web 106Documento1 páginaElectrode Booklet F Web 106satnamAinda não há avaliações
- Betanox 308 Plus: STAINLESS STEEL (Austenitic Steel)Documento1 páginaBetanox 308 Plus: STAINLESS STEEL (Austenitic Steel)satnamAinda não há avaliações
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 páginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamAinda não há avaliações
- Electrode Booklet F Web 93Documento1 páginaElectrode Booklet F Web 93satnamAinda não há avaliações
- Wb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocumento1 páginaWb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Ainda não há avaliações
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocumento1 páginaCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesNibin OdukkathilAinda não há avaliações
- Electrode Booklet F Web 100Documento1 páginaElectrode Booklet F Web 100satnamAinda não há avaliações
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocumento1 páginaCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999Ainda não há avaliações
- Nicalloy Fe 3 Basic Coated Nickel Based ElectrodeDocumento1 páginaNicalloy Fe 3 Basic Coated Nickel Based ElectroderravibharathAinda não há avaliações
- Wb35S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocumento1 páginaWb35S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78Ainda não há avaliações
- Ador Welding Cromoten D For c5 & f5 WeldingDocumento1 páginaAdor Welding Cromoten D For c5 & f5 WeldingShar MathewAinda não há avaliações
- Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesDocumento1 páginaCovered (Stick) Electrodes (Smaw) Low Hydrogen Electrodes: Typical Tensile PropertiesKrishna VachaAinda não há avaliações
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocumento1 páginaTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationKukuh YuonoAinda não há avaliações
- Tiginox 385: Classification: en Iso 14343-ADocumento1 páginaTiginox 385: Classification: en Iso 14343-AJagannath SahuAinda não há avaliações
- Electrode Booklet F Web 97Documento1 páginaElectrode Booklet F Web 97satnamAinda não há avaliações
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 páginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamAinda não há avaliações
- WH/WN Series: Miniature Molded WirewoundDocumento2 páginasWH/WN Series: Miniature Molded WirewoundVebry AndrianAinda não há avaliações
- ESABDocumento1 páginaESABXQAinda não há avaliações
- Esab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen ElectrodesDocumento1 páginaEsab Ferroweld 1: Covered (Stick) Electrodes (Smaw) Low Hydrogen Electrodesraghubhaimantra4136Ainda não há avaliações
- AUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalsDocumento1 páginaAUTOMIG 5183 / TIGFIL 5183: Classification: ApprovalssatnamAinda não há avaliações
- Automig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36Documento1 páginaAutomig FC 71T-1: AWS A/SFA 5.20 EN ISO 17632 A AWS A/SFA 5.36satnamAinda não há avaliações
- Automig Cusn-A: Classification: Aws A/Sfa 5.7Documento1 páginaAutomig Cusn-A: Classification: Aws A/Sfa 5.7satnamAinda não há avaliações
- Tigfil Cuni: Classification: ApprovalsDocumento1 páginaTigfil Cuni: Classification: ApprovalssatnamAinda não há avaliações
- AUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalsDocumento1 páginaAUTOMIG 5356 / TIGFIL 5356: Classification: ApprovalssatnamAinda não há avaliações
- CWC-BookletF1 59Documento1 páginaCWC-BookletF1 59satnamAinda não há avaliações
- CWC-BookletF1 36 PDFDocumento1 páginaCWC-BookletF1 36 PDFJagannath SahuAinda não há avaliações
- Automig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060Documento1 páginaAutomig Nicu-7 / Tigfil Nicu-7: Ernicu-7 Sni 4060satnamAinda não há avaliações
- AUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalsDocumento1 páginaAUTOMIG 4043 / TIGFIL 4043: Classification: ApprovalssatnamAinda não há avaliações
- Miginox 347si: Aws A/Sfa 5.9 EN ISO 14343-ADocumento1 páginaMiginox 347si: Aws A/Sfa 5.9 EN ISO 14343-AJagannath SahuAinda não há avaliações
- Tiginox 385: Classification: en Iso 14343-ADocumento1 páginaTiginox 385: Classification: en Iso 14343-AJagannath SahuAinda não há avaliações
- CWC-BookletF1 9Documento1 páginaCWC-BookletF1 9satnamAinda não há avaliações
- AUTOMIG 1100: Classification: Aws A/Sfa 5.10Documento1 páginaAUTOMIG 1100: Classification: Aws A/Sfa 5.10satnamAinda não há avaliações
- CWC-BookletF1 38 PDFDocumento1 páginaCWC-BookletF1 38 PDFsatnamAinda não há avaliações
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 páginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamAinda não há avaliações
- Automig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28Documento1 páginaAutomig 90S-B9 / Tigfil 90S-B9: EN ISO 21952-A AWS A/SFA 5.28satnamAinda não há avaliações
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocumento1 páginaAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamAinda não há avaliações
- CWC-BookletF1 15Documento1 páginaCWC-BookletF1 15satnamAinda não há avaliações
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Documento1 páginaTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamAinda não há avaliações
- CWC-BookletF1 17Documento1 páginaCWC-BookletF1 17satnamAinda não há avaliações
- CWC-BookletF1 12Documento1 páginaCWC-BookletF1 12satnamAinda não há avaliações
- Automig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48Documento1 páginaAutomig 70S-6 N: EN ISO 14341-A AWS A/SFA 5.18 Csa W48satnamAinda não há avaliações
- CWC-BookletF1 10Documento1 páginaCWC-BookletF1 10satnamAinda não há avaliações
- Automig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalsDocumento1 páginaAutomig 80S-B2 / Tigfil 80S-B2: Classification: ApprovalssatnamAinda não há avaliações
- Tigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-ADocumento1 páginaTigfil 80S-B2 SPL: AWS A/SFA 5.28 EN ISO 21952-AsatnamAinda não há avaliações
- CWC-BookletF1 9Documento1 páginaCWC-BookletF1 9satnamAinda não há avaliações
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 páginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamAinda não há avaliações
- Automig 70S-6: AWS A/SFA 5.18 Csa W48Documento1 páginaAutomig 70S-6: AWS A/SFA 5.18 Csa W48satnamAinda não há avaliações
- Tigfil 70S-2: Aws A/sfa 5.18 en Iso 636-ADocumento1 páginaTigfil 70S-2: Aws A/sfa 5.18 en Iso 636-AsatnamAinda não há avaliações
- TIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48Documento1 páginaTIGFIL 70S-6: AWS A/SFA 5.18 EN ISO 636-A Csa W48satnamAinda não há avaliações
- CNA PresentationDocumento27 páginasCNA PresentationMayur KhirodeAinda não há avaliações
- Chemistry Grade 9 Lesson NoteDocumento5 páginasChemistry Grade 9 Lesson Notemicahx0% (1)
- Backfilling InstructionsDocumento1 páginaBackfilling InstructionsHenry WuAinda não há avaliações
- Qualitative Salt AnalysisDocumento11 páginasQualitative Salt AnalysisAditya ChoudharyAinda não há avaliações
- High Pressure Boiler Water TreatmentDocumento2 páginasHigh Pressure Boiler Water TreatmentTeAnaruAinda não há avaliações
- Steel SlagDocumento13 páginasSteel SlagHemanth Peddavenkatappa GariAinda não há avaliações
- Valve Regulated Lead Acid Battery: - Material Safety Data SheetDocumento3 páginasValve Regulated Lead Acid Battery: - Material Safety Data Sheethornet22Ainda não há avaliações
- Removal of Chloride From Waste WaterDocumento79 páginasRemoval of Chloride From Waste Waterhadianatya100% (1)
- Class: X Chemistry First Term: Assignment-1 (2010) Chemical Reactions and EquationsDocumento1 páginaClass: X Chemistry First Term: Assignment-1 (2010) Chemical Reactions and EquationsDivyaAinda não há avaliações
- Balancing of Redox Reactions - 1Documento2 páginasBalancing of Redox Reactions - 1Anonymous vRpzQ2BL0% (1)
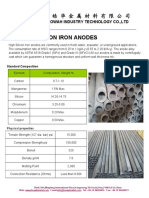
- Tubular Silicon Iron Anodes Technical DataDocumento2 páginasTubular Silicon Iron Anodes Technical DataAhmed MagdiAinda não há avaliações
- Tabla 3Documento2 páginasTabla 3Marco Antonio GuachaminAinda não há avaliações
- General Chemistry 1 An Atomic View of Matter Module 5.1 PDFDocumento27 páginasGeneral Chemistry 1 An Atomic View of Matter Module 5.1 PDFHello Hi0% (1)
- SK95 - SteelJIS - Datasheet, Chemical Composition, Standards and PropertiesDocumento2 páginasSK95 - SteelJIS - Datasheet, Chemical Composition, Standards and PropertiesFortune FireAinda não há avaliações
- Chemistry NYA Notes and Exercises Part 1Documento71 páginasChemistry NYA Notes and Exercises Part 1qwerty514Ainda não há avaliações
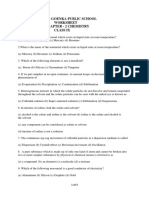
- Worksheet of Chapter 2 Chemistry Class Ix A GD Goenka Public SchoolDocumento3 páginasWorksheet of Chapter 2 Chemistry Class Ix A GD Goenka Public SchoolNikash KhuranaAinda não há avaliações
- Determination of Calcium by ComplexometryDocumento3 páginasDetermination of Calcium by ComplexometryAnonymous NxpnI6jCAinda não há avaliações
- MODULE 1-Pharmaceutical Chemistry: Prepared By: Florence Claire MarceloDocumento3 páginasMODULE 1-Pharmaceutical Chemistry: Prepared By: Florence Claire MarceloellysayusopAinda não há avaliações
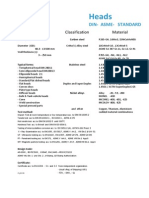
- Din 28044Documento3 páginasDin 28044amoldholeAinda não há avaliações
- Reference Document On Best Available Techniques in The Non Ferrous Metals IndustriesDocumento807 páginasReference Document On Best Available Techniques in The Non Ferrous Metals IndustriesPutt LaLuAinda não há avaliações
- Catalog of Necklace-18k-1Documento50 páginasCatalog of Necklace-18k-1stephanieAinda não há avaliações
- Part B Rev. 3 PDFDocumento195 páginasPart B Rev. 3 PDFAmit DamaAinda não há avaliações
- PyriteDocumento18 páginasPyriteEduardo CandelaAinda não há avaliações
- Silicon Bronze SpecDocumento2 páginasSilicon Bronze Spectuna61Ainda não há avaliações
- Assay of Ferrous Sulphate Using KMnO4 SolutionDocumento2 páginasAssay of Ferrous Sulphate Using KMnO4 SolutionIshani DasAinda não há avaliações
- 1st Monthly Exam Science 7 Useng Edited 2nd QuartDocumento8 páginas1st Monthly Exam Science 7 Useng Edited 2nd QuartMark PadernalAinda não há avaliações
- Mineral Profile of Baloch I StanDocumento24 páginasMineral Profile of Baloch I StanOolasyar Khattak50% (2)
- MsdsDocumento6 páginasMsdsLukman Nul HakimAinda não há avaliações
- Chapter 04 Skeletal NotesDocumento36 páginasChapter 04 Skeletal NotesElizabeth WoodAinda não há avaliações
- Borates in Wire Drawing: Technical BulletinDocumento4 páginasBorates in Wire Drawing: Technical BulletinNguyen Thanh TrungAinda não há avaliações