Você também pode gostar
- How to prepare Welding Procedures for Oil & Gas PipelinesNo EverandHow to prepare Welding Procedures for Oil & Gas PipelinesNota: 5 de 5 estrelas5/5 (1)
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocumento1 páginaWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavAinda não há avaliações
- Val Caraig WPQTDocumento1 páginaVal Caraig WPQTMark Jason M. BrualAinda não há avaliações
- NSH-DALM-JERP-WPS-11-P2 Rev.00Documento10 páginasNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidAinda não há avaliações
- Welding Procedure SpecificationDocumento27 páginasWelding Procedure SpecificationGopakumar K100% (2)
- Ilcs-Smaw-D1.3-Deck (G) WPSDocumento3 páginasIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Wps 1010 IfrDocumento28 páginasWps 1010 IfrSyed Mahmud Habibur RahmanAinda não há avaliações
- Welder ID Card BRE KarahaDocumento5 páginasWelder ID Card BRE KarahaHerruSetiawan100% (1)
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Documento2 páginasWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniAinda não há avaliações
- WPQ Sample PrintoutDocumento1 páginaWPQ Sample PrintoutKannan VelAinda não há avaliações
- Reports - QAQC - R0Documento10 páginasReports - QAQC - R0talupurumAinda não há avaliações
- Sample Welder ID As Per ASME Section IXDocumento99 páginasSample Welder ID As Per ASME Section IXVivek Jadhav100% (1)
- Fit-Up Inspection ReportDocumento1 páginaFit-Up Inspection ReportAlfian ImaduddinAinda não há avaliações
- Fit-Up & Welding Visual Inspection ReportDocumento11 páginasFit-Up & Welding Visual Inspection ReportRachel Flores71% (7)
- Welding ReportDocumento52 páginasWelding ReportalidadAinda não há avaliações
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionDocumento1 páginaPt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RAinda não há avaliações
- Welding Procedure Specification: Page 1 of 1Documento2 páginasWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- QCF309 Welding Summary ReportDocumento1 páginaQCF309 Welding Summary Reportminhnn100% (5)
- WQT - WPS 01Documento71 páginasWQT - WPS 01Gururaj P Kundapur100% (1)
- Dokumen - Tips Wqt-FormatDocumento2 páginasDokumen - Tips Wqt-FormatMr Pie100% (1)
- PQR WPQ Witness Report LatestDocumento1 páginaPQR WPQ Witness Report LatestSatish KeskarAinda não há avaliações
- Wps Aws d1.1 NEWDocumento2 páginasWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- ASME P NumbersDocumento3 páginasASME P Numbersrajesh100% (1)
- WPS Gtaw 2GDocumento1 páginaWPS Gtaw 2GSachin S. Salunkhe100% (2)
- Replace No.3 API Oil Separator Project: Daily Fitup ReportDocumento20 páginasReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010Ainda não há avaliações
- Fcaw 16 THKDocumento5 páginasFcaw 16 THKparesh2387Ainda não há avaliações
- PQR A106 HAL-1Documento1 páginaPQR A106 HAL-1Budi Setia RahmanAinda não há avaliações
- Welding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectDocumento4 páginasWelding Procedure Specification Joint Venture: Azzawiya Control System Modernization ProjectwentropremAinda não há avaliações
- ASME P Material NumbersDocumento1 páginaASME P Material Numbersmahi1437100% (1)
- Specification Type or Grade AWS Group No. Thickness Size (NPS) Schedule DiameterDocumento3 páginasSpecification Type or Grade AWS Group No. Thickness Size (NPS) Schedule Diametercentaury2013Ainda não há avaliações
- Qw-482 Welding Procedure Specification (WPS)Documento4 páginasQw-482 Welding Procedure Specification (WPS)Aldeline SungahidAinda não há avaliações
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 páginas163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- WPS 2014-002 006 - 6G PipeDocumento3 páginasWPS 2014-002 006 - 6G PipejeswinAinda não há avaliações
- WPQR2Documento3 páginasWPQR2Thanasis KyrgiazoglouAinda não há avaliações
- Qualified Welder List Valid Until - 03-12-2019Documento2 páginasQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- Welding Visual Inspection FormatDocumento2 páginasWelding Visual Inspection Formatgst ajah100% (3)
- Fit Up ReportDocumento5 páginasFit Up ReportAkash Singh Tomar100% (1)
- WPS PQR A36.20Documento5 páginasWPS PQR A36.20gchaves504100% (2)
- Welder Thickness Limitation ASME SEC IX QW 452Documento1 páginaWelder Thickness Limitation ASME SEC IX QW 452kumar100% (2)
- WPQT SawDocumento2 páginasWPQT Sawkiran144Ainda não há avaliações
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocumento2 páginasProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXAinda não há avaliações
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocumento3 páginasDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyAinda não há avaliações
- Fit-Up Inspection Report PDFDocumento1 páginaFit-Up Inspection Report PDFAlfian Imaduddin100% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Documento10 páginasWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- 004 Gtaw P5aDocumento16 páginas004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- TableQW-461.9 Performance Qualification-Position and Diameter LimitationsDocumento1 páginaTableQW-461.9 Performance Qualification-Position and Diameter LimitationsMadidj_2014Ainda não há avaliações
- Welding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Documento3 páginasWelding Procedure Specification (WPS) ASME CODE: BPVC Section IX, Edition 2015/ B31.3, Edition 2014 & ABS 2016 PART 2Ahmad DanielAinda não há avaliações
- Proposed WPSDocumento2 páginasProposed WPSChisom Ikengwu100% (2)
- WPS ExampleDocumento2 páginasWPS ExampleNur WijiantoAinda não há avaliações
- Inter Office Memo: Sr. No. Material Specification Test Piece Size Welding ProcessDocumento1 páginaInter Office Memo: Sr. No. Material Specification Test Piece Size Welding Processg_sanchetiAinda não há avaliações
- Fit Up Welding Visual Inspection ReportDocumento2 páginasFit Up Welding Visual Inspection Reportgst ajah100% (1)
- Welding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotDocumento3 páginasWelding Daily Report Piping: Rel. Rev. Spool Type Welder Root HotRicardo LourençoAinda não há avaliações
- PQR Is7307Documento1 páginaPQR Is7307Tridib Dey100% (1)
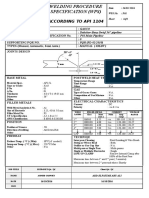
- Welding Procedure Specification (WPS) : According To Api 1104Documento1 páginaWelding Procedure Specification (WPS) : According To Api 1104Maged Lotfy Abdel-aal100% (1)
- NYX Ndustries ZC: Welder Performance Qualification RecordDocumento1 páginaNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarAinda não há avaliações
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Documento1 páginaComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesAinda não há avaliações
- Wps Pqrwelding SCSP COUPON Phpapp02Documento14 páginasWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoAinda não há avaliações
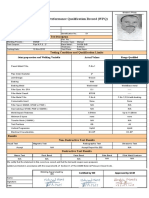
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocumento9 páginasWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
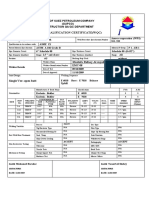
- Welder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentDocumento1 páginaWelder Qualification Certificate (WQC) : Gulf of Suez Petroleum Company (Gupco) Construction Qa/Qc DepartmentMohamad ShafeyAinda não há avaliações
- 6gr Smaw WQTR - F. Edilo (Sn-189)Documento1 página6gr Smaw WQTR - F. Edilo (Sn-189)hanz bermejoAinda não há avaliações
- ACFrOgBS5m8fLWmygiKMNP2bDmJ5Wp3se3RmpJmLEy2kkRGlQSo6OufgqL52dNMVbArlXE7i327GpGvGavrjZkfp8tK5mOKFJdLWzt1qjKs6dDHCJ9FWC6tTh76sLKY PDFDocumento1 páginaACFrOgBS5m8fLWmygiKMNP2bDmJ5Wp3se3RmpJmLEy2kkRGlQSo6OufgqL52dNMVbArlXE7i327GpGvGavrjZkfp8tK5mOKFJdLWzt1qjKs6dDHCJ9FWC6tTh76sLKY PDFRamkunwar YadavAinda não há avaliações
- Acknowledgement-Reprint-Reciept-2019-09-05 - 081226 Geeta Yadav PDFDocumento1 páginaAcknowledgement-Reprint-Reciept-2019-09-05 - 081226 Geeta Yadav PDFRamkunwar YadavAinda não há avaliações
- Integrated Gas Surface Facilities For RDG Field Project: (Inspection & Test Report) Material Receiving Inspection ReportDocumento4 páginasIntegrated Gas Surface Facilities For RDG Field Project: (Inspection & Test Report) Material Receiving Inspection ReportRamkunwar YadavAinda não há avaliações
- Minor Scope HSSE PQ Questionnaire Rev0Documento6 páginasMinor Scope HSSE PQ Questionnaire Rev0Ramkunwar YadavAinda não há avaliações
- QAP ITP Bhogat - REV-01Documento8 páginasQAP ITP Bhogat - REV-01Ramkunwar YadavAinda não há avaliações
- Inspection and Test Plan For Process PipingDocumento4 páginasInspection and Test Plan For Process Pipingsatya_chaganti100% (1)
- QAP ITP Bhogat - REV-01Documento8 páginasQAP ITP Bhogat - REV-01Ramkunwar YadavAinda não há avaliações
- A2frc MetricDocumento1 páginaA2frc MetricSudar MyshaAinda não há avaliações
- Course Code: ACT 202 Section:07 Group Assignment: Submitted ToDocumento25 páginasCourse Code: ACT 202 Section:07 Group Assignment: Submitted ToMd.Mahmudul Hasan 1722269030100% (1)
- Wheel CylindersDocumento2 páginasWheel Cylindersparahu ariefAinda não há avaliações
- Danais 150 ActuadoresDocumento28 páginasDanais 150 Actuadoresedark2009Ainda não há avaliações
- O-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisDocumento11 páginasO-CNN: Octree-Based Convolutional Neural Networks For 3D Shape AnalysisJose Angel Duarte MartinezAinda não há avaliações
- 70-30-00-918-802-A - Consumable Materials Index For The Engine (Pratt & Whitney)Documento124 páginas70-30-00-918-802-A - Consumable Materials Index For The Engine (Pratt & Whitney)victorAinda não há avaliações
- Carpio V ValmonteDocumento2 páginasCarpio V ValmonteErvin John Reyes100% (2)
- TM9-238 Deepwater Fording of Ordnance Materiel PDFDocumento35 páginasTM9-238 Deepwater Fording of Ordnance Materiel PDFdieudecafeAinda não há avaliações
- Efecto de Superdesintegrantes en La Disolución de Drogas CatiónicasDocumento6 páginasEfecto de Superdesintegrantes en La Disolución de Drogas CatiónicascbcalderonAinda não há avaliações
- BSDC CCOE DRAWING FOR 2x6 KL R-1Documento1 páginaBSDC CCOE DRAWING FOR 2x6 KL R-1best viedosAinda não há avaliações
- LaMOT Rupture DiscsDocumento20 páginasLaMOT Rupture Discshlrich99Ainda não há avaliações
- TIP - IPBT M - E For MentorsDocumento3 páginasTIP - IPBT M - E For Mentorsallan galdianoAinda não há avaliações
- Paul S. Adler - Paul Du Gay - Glenn Morgan - Michael Reed (Eds.) - The Oxford Handbook of Sociology, Social Theory, and Organization Studies - Contemporary Currents-Oxford University Press, USA (2014)Documento817 páginasPaul S. Adler - Paul Du Gay - Glenn Morgan - Michael Reed (Eds.) - The Oxford Handbook of Sociology, Social Theory, and Organization Studies - Contemporary Currents-Oxford University Press, USA (2014)Andreea Dobrita67% (3)
- Innova M3 New: 3. InstallationDocumento8 páginasInnova M3 New: 3. InstallationAndreea DanielaAinda não há avaliações
- DenmarkDocumento4 páginasDenmarkFalcon KingdomAinda não há avaliações
- Mobile Fire Extinguishers. Characteristics, Performance and Test MethodsDocumento28 páginasMobile Fire Extinguishers. Characteristics, Performance and Test MethodsSawita LertsupochavanichAinda não há avaliações
- Oil Refinery OpsDocumento3 páginasOil Refinery OpsPhiPhiAinda não há avaliações
- Non-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDocumento2 páginasNon-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDiana ArredondoAinda não há avaliações
- 2 Players The One With Steam BaronsDocumento1 página2 Players The One With Steam BaronsBrad RoseAinda não há avaliações
- General Description Product Summery: Bvdss Rdson IDDocumento4 páginasGeneral Description Product Summery: Bvdss Rdson IDJose Angel TorrealbaAinda não há avaliações
- Step Recovery DiodesDocumento3 páginasStep Recovery DiodesfahkingmoronAinda não há avaliações
- Final Answers Chap 002Documento174 páginasFinal Answers Chap 002valderramadavid67% (6)
- Order 49Documento14 páginasOrder 49NURADRIANA OMAR BAHSIRAinda não há avaliações
- How To Make Affidavit at Pune Collector OfficeDocumento1 páginaHow To Make Affidavit at Pune Collector Officejayram1961Ainda não há avaliações
- CV Najim Square Pharma 4 Years ExperienceDocumento2 páginasCV Najim Square Pharma 4 Years ExperienceDelwarAinda não há avaliações
- BBI2002 SCL 7 WEEK 8 AdamDocumento3 páginasBBI2002 SCL 7 WEEK 8 AdamAMIRUL RIDZLAN BIN RUSIHAN / UPMAinda não há avaliações
- Zapanta v. COMELECDocumento3 páginasZapanta v. COMELECnrpostreAinda não há avaliações
- Formula Retail and Large Controls Planning Department ReportDocumento235 páginasFormula Retail and Large Controls Planning Department ReportMissionLocalAinda não há avaliações
- Estanislao Vs CADocumento2 páginasEstanislao Vs CAChammy0% (1)
- Blockchain Technology in The Banking SectorDocumento2 páginasBlockchain Technology in The Banking Sectorvaralakshmi aAinda não há avaliações