Você também pode gostar
- Fabricação da Manteiga: Processo, Aspectos Técnicos e ResultadosDocumento9 páginasFabricação da Manteiga: Processo, Aspectos Técnicos e ResultadosRodrigo Antônio Pires VieiraAinda não há avaliações
- Creme de leite, manteiga e tecnologiasDocumento81 páginasCreme de leite, manteiga e tecnologiascamilamvh100% (1)
- Creme de Leite e ManteigaDocumento54 páginasCreme de Leite e Manteigaflaviouft3523Ainda não há avaliações
- O saber fazer ancestral: Queijo: A arte de fabricar e maturarNo EverandO saber fazer ancestral: Queijo: A arte de fabricar e maturarAinda não há avaliações
- Processamento Creme de Leite, Manteiga e MargarinaDocumento15 páginasProcessamento Creme de Leite, Manteiga e MargarinaMayara RonchiAinda não há avaliações
- Indústria de Bebidas: Inovação, Gestão e ProduçãoNo EverandIndústria de Bebidas: Inovação, Gestão e ProduçãoAinda não há avaliações
- Relatório Umidade e CinzasDocumento6 páginasRelatório Umidade e CinzasKerolinKupskiAinda não há avaliações
- Manual De Boas Práticas Em Manipulação De Alimentos Em SupermercadosNo EverandManual De Boas Práticas Em Manipulação De Alimentos Em SupermercadosAinda não há avaliações
- Introdução á qualidade sanitária em unidades de alimentação e nutrição: Conheça os conceitos que regem o setor de alimentação coletiva e entenda os principais pontos da cadeia produtiva de refeiçõesNo EverandIntrodução á qualidade sanitária em unidades de alimentação e nutrição: Conheça os conceitos que regem o setor de alimentação coletiva e entenda os principais pontos da cadeia produtiva de refeiçõesNota: 5 de 5 estrelas5/5 (2)
- Determinação de cinzas em alimentosDocumento20 páginasDeterminação de cinzas em alimentosFelippe GuirauAinda não há avaliações
- Restaurante por quilo: Uma área a ser abordadaNo EverandRestaurante por quilo: Uma área a ser abordadaAinda não há avaliações
- Guia de perguntas e respostas do cotidiano de um empreendedor do ramo de farmáciaNo EverandGuia de perguntas e respostas do cotidiano de um empreendedor do ramo de farmáciaAinda não há avaliações
- EMBUTIDOS FERMENTADOS: ETAPAS DE FABRICAÇÃODocumento20 páginasEMBUTIDOS FERMENTADOS: ETAPAS DE FABRICAÇÃOneguinsAinda não há avaliações
- Análises em óleos e gordurasDocumento12 páginasAnálises em óleos e gordurasAline BorsatoAinda não há avaliações
- Produção de Queijos: Exercícios de RevisãoDocumento4 páginasProdução de Queijos: Exercícios de RevisãoKamila RezzutoAinda não há avaliações
- Produção Leite em Pó: Tecnologia do ProcessoDocumento83 páginasProdução Leite em Pó: Tecnologia do Processodmttapia-1100% (1)
- Farinha de Trigo RelatorioDocumento12 páginasFarinha de Trigo RelatorioGabriela CristinaAinda não há avaliações
- Análises bromatológicas: métodos de determinação de carboidratos e fibras em alimentosDocumento63 páginasAnálises bromatológicas: métodos de determinação de carboidratos e fibras em alimentosThauana ReisAinda não há avaliações
- Treinamento para Manipuladores de Alimentos em UANNo EverandTreinamento para Manipuladores de Alimentos em UANNota: 4 de 5 estrelas4/5 (2)
- Conservação de Alimentos PDFDocumento60 páginasConservação de Alimentos PDFAdriana Souto PereiraAinda não há avaliações
- Livro Tec Alimentos - Evangelista - Controle - de - QualidadeDocumento8 páginasLivro Tec Alimentos - Evangelista - Controle - de - QualidadeBruno PiresAinda não há avaliações
- Análise centesimal do macarrãoDocumento17 páginasAnálise centesimal do macarrãoThalita OliveiraAinda não há avaliações
- Panificação e receitas culináriasDocumento5 páginasPanificação e receitas culináriasafinha100% (1)
- Processamento de vegetais e frutas para conservação e industrializaçãoDocumento48 páginasProcessamento de vegetais e frutas para conservação e industrializaçãobetitchuca0% (1)
- Análise HACCP Produção Iogurtes USP Ribeirão PretoDocumento19 páginasAnálise HACCP Produção Iogurtes USP Ribeirão PretoJonas Saldanha100% (1)
- Branqueamento de VegetaisDocumento7 páginasBranqueamento de VegetaisFrederico Bandeira PortoAinda não há avaliações
- Vida de Prateleira de AlimentosDocumento102 páginasVida de Prateleira de AlimentosJoemar Mendes Rego100% (2)
- Análise sensorial de alimentosDocumento42 páginasAnálise sensorial de alimentosMarcelaSilveiraAinda não há avaliações
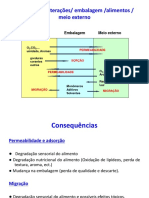
- Esquema interações alimentos embalagensDocumento42 páginasEsquema interações alimentos embalagensLairy S. CoutinhoAinda não há avaliações
- APPCC na Produção Primária de Peixe: Produção Segura de PeixesNo EverandAPPCC na Produção Primária de Peixe: Produção Segura de PeixesAinda não há avaliações
- Bebidas alcoólicas: ciência e tecnologiaNo EverandBebidas alcoólicas: ciência e tecnologiaAinda não há avaliações
- A5 - Leite e Derivados PDFDocumento65 páginasA5 - Leite e Derivados PDFWeslley RodriguesAinda não há avaliações
- Aula Prática 2Documento5 páginasAula Prática 2fernandavlopesAinda não há avaliações
- Determinação de umidade em geleia de morango por estufaDocumento11 páginasDeterminação de umidade em geleia de morango por estufaFabiana Xavier100% (1)
- Lipídios em Grãos de SojaDocumento17 páginasLipídios em Grãos de SojaFrancinalva CordeiroAinda não há avaliações
- 5-Leite ProcessamentoDocumento49 páginas5-Leite ProcessamentoJaqueline Santos100% (4)
- Relatorio PanificaçãoDocumento5 páginasRelatorio PanificaçãoMaiara CarvalhaesAinda não há avaliações
- Manual Rotulagem POADocumento43 páginasManual Rotulagem POATaymara BrangioniAinda não há avaliações
- Análises microbiológicas de alimentosDocumento51 páginasAnálises microbiológicas de alimentosJuliana Guedes Silveira40% (5)
- Apostila Boas Praticas Modulo 3Documento46 páginasApostila Boas Praticas Modulo 3Joel Vitor100% (1)
- Leite em Po ApresentaçãoDocumento14 páginasLeite em Po ApresentaçãoGiovani GalliAinda não há avaliações
- Aula 1 - Masssas AlimenticiasDocumento39 páginasAula 1 - Masssas AlimenticiasCristiane Santos100% (1)
- Microorganismos Responsáveis Pelas Principais Deteriorações Do Requeijão e Outros Queijos FundidosDocumento4 páginasMicroorganismos Responsáveis Pelas Principais Deteriorações Do Requeijão e Outros Queijos FundidosAline FerreiraAinda não há avaliações
- Fontes de Contaminação PDFDocumento54 páginasFontes de Contaminação PDFEdilson Gonçalves BzerraAinda não há avaliações
- Panificacao SLIDESDocumento42 páginasPanificacao SLIDESMichelle FabeneAinda não há avaliações
- Análises de Leite: Densidade, Acidez, Gordura, Extrato Seco e Teste da PeroxidaseDocumento2 páginasAnálises de Leite: Densidade, Acidez, Gordura, Extrato Seco e Teste da PeroxidaseMarli CorreaAinda não há avaliações
- Apostila Serviço de AlimentaçaoDocumento94 páginasApostila Serviço de AlimentaçaoJerffeson Araújo80% (5)
- Conservação de Alimentos Pelo CalorDocumento20 páginasConservação de Alimentos Pelo CalorRoberta L. KrügerAinda não há avaliações
- Tecnologia de Alimentos - IntroduçãoDocumento188 páginasTecnologia de Alimentos - Introduçãocleciamonteiro50% (6)
- Tecnologia Da Fabricação Do Açúcar E-TecDocumento56 páginasTecnologia Da Fabricação Do Açúcar E-TecAlexandra Mamede100% (1)
- Determinação do Teor de Cinzas em MaçãDocumento5 páginasDeterminação do Teor de Cinzas em MaçãPaola FonsecaAinda não há avaliações
- Princípios da secagem de alimentosDocumento49 páginasPrincípios da secagem de alimentosAnonymous M8NsMesgkf100% (1)
- Aditivos Alimentares PDFDocumento30 páginasAditivos Alimentares PDFClorine Borba ZanlourensiAinda não há avaliações
- DTAs Slide 1Documento36 páginasDTAs Slide 1Leonardo AntonielleAinda não há avaliações
- Aula 26.04.embalagens - Interaçao.migraçao - PlasticaDocumento42 páginasAula 26.04.embalagens - Interaçao.migraçao - PlasticaLairy S. CoutinhoAinda não há avaliações
- Cereais tecnologia composiçãoDocumento32 páginasCereais tecnologia composiçãoKaroline Araújo Salvino100% (2)
- Transformações Bioquímicas em Cereais e DerivadosDocumento25 páginasTransformações Bioquímicas em Cereais e DerivadosDaniele LimaAinda não há avaliações
- 6529 - Microbiologia Dos AlimentosDocumento30 páginas6529 - Microbiologia Dos AlimentosPaty HedelAinda não há avaliações
- Relatório - Lipídios TotaisDocumento2 páginasRelatório - Lipídios TotaisRodrigo Antônio Pires VieiraAinda não há avaliações
- Laticínios e A Pequena Propriedade RuralDocumento18 páginasLaticínios e A Pequena Propriedade RuralRodrigo Antônio Pires VieiraAinda não há avaliações
- Leite EvaporadoDocumento7 páginasLeite EvaporadoRodrigo Antônio Pires VieiraAinda não há avaliações
- Perguntas e Respostas Sobre LÁCTEOSDocumento6 páginasPerguntas e Respostas Sobre LÁCTEOSRodrigo Antônio Pires VieiraAinda não há avaliações
- RoquefortDocumento28 páginasRoquefortRodrigo Antônio Pires VieiraAinda não há avaliações
- Queijo GorgonzolaDocumento5 páginasQueijo GorgonzolaRodrigo Antônio Pires VieiraAinda não há avaliações
- Triagem Neonatal NupadDocumento111 páginasTriagem Neonatal NupadRodrigo Antônio Pires VieiraAinda não há avaliações
- Campo Elétrico de Cargas PuntiformesDocumento2 páginasCampo Elétrico de Cargas PuntiformesRodrigo Antônio Pires VieiraAinda não há avaliações
- Lista-1-Carga Eletrica e Lei de CoulombDocumento2 páginasLista-1-Carga Eletrica e Lei de CoulombRodrigo Antônio Pires VieiraAinda não há avaliações
- Fabricação de Queijo Roquefort DomésticoDocumento16 páginasFabricação de Queijo Roquefort DomésticoRodrigo Antônio Pires VieiraAinda não há avaliações
- Exercicios Resolvidos de FluidosDocumento7 páginasExercicios Resolvidos de FluidosGustavo CoelhoAinda não há avaliações
- Controle Mensal de EstoqueDocumento2 páginasControle Mensal de EstoqueRodrigo Antônio Pires VieiraAinda não há avaliações
- Receitas RápidasDocumento5 páginasReceitas RápidasRodrigo Antônio Pires VieiraAinda não há avaliações
- Roquefort, o queijo azul francêsDocumento4 páginasRoquefort, o queijo azul francêsRodrigo Antônio Pires VieiraAinda não há avaliações
- RoquefortDocumento28 páginasRoquefortRodrigo Antônio Pires VieiraAinda não há avaliações
- Queijo GorgonzolaDocumento4 páginasQueijo GorgonzolaRodrigo Antônio Pires VieiraAinda não há avaliações
- Corrente e Resistencia PDFDocumento24 páginasCorrente e Resistencia PDFHebert Jaques100% (1)
- Queijo GorgonzolaDocumento4 páginasQueijo GorgonzolaRodrigo Antônio Pires VieiraAinda não há avaliações
- Produção de iogurte tipo sundae com geleia de abacaxiDocumento11 páginasProdução de iogurte tipo sundae com geleia de abacaxiRodrigo Antônio Pires VieiraAinda não há avaliações
- Roquefort (Apresentaçâo)Documento34 páginasRoquefort (Apresentaçâo)Rodrigo Antônio Pires VieiraAinda não há avaliações
- A arte do queijo Roquefort francêsDocumento12 páginasA arte do queijo Roquefort francêsRodrigo Antônio Pires VieiraAinda não há avaliações
- ReceitasDocumento4 páginasReceitasRodrigo Antônio Pires VieiraAinda não há avaliações
- Receitas Com Doce de LeiteDocumento9 páginasReceitas Com Doce de LeiteRodrigo Antônio Pires VieiraAinda não há avaliações
- Produtos Da Reação de Maillard e Produtos de Glicação AvançadaDocumento3 páginasProdutos Da Reação de Maillard e Produtos de Glicação AvançadaRodrigo Antônio Pires VieiraAinda não há avaliações
- Receitas Com Doce de LeiteDocumento9 páginasReceitas Com Doce de LeiteRodrigo Antônio Pires VieiraAinda não há avaliações
- Guia para Iniciantes Da Dieta Low CarbDocumento13 páginasGuia para Iniciantes Da Dieta Low CarbRodrigo Antônio Pires VieiraAinda não há avaliações
- 1 Questão Do ExercícioDocumento24 páginas1 Questão Do ExercícioWaleska SilvaAinda não há avaliações
- Lactobacillus PlantarumDocumento2 páginasLactobacillus PlantarumRodrigo Antônio Pires Vieira100% (1)
- Controle pragas homeopatiaDocumento4 páginasControle pragas homeopatiaJúlio RamosAinda não há avaliações
- Forragicultura: Estudo das plantas forrageirasDocumento40 páginasForragicultura: Estudo das plantas forrageirasAndre PaulAinda não há avaliações
- 9 Ditado Recorte e ColeDocumento27 páginas9 Ditado Recorte e ColeRicardo LopesAinda não há avaliações
- F2 - HGP - 5.ºDocumento2 páginasF2 - HGP - 5.ºBibliodigitalAinda não há avaliações
- Robó colhedor de morangosDocumento14 páginasRobó colhedor de morangosMarília StrokaAinda não há avaliações
- OFICINA - PROGRAMA NACIONAL DE HABITAÇÃO RURAL - PNHR - CartTecnologSociais Fundação BBDocumento24 páginasOFICINA - PROGRAMA NACIONAL DE HABITAÇÃO RURAL - PNHR - CartTecnologSociais Fundação BBRoberto GuimarãesAinda não há avaliações
- Memorial de Calculo Da Drenagem PluvialDocumento3 páginasMemorial de Calculo Da Drenagem PluvialAdrielle CastilhoAinda não há avaliações
- Folder Cursos e Programas SENAR MINAS 2019Documento11 páginasFolder Cursos e Programas SENAR MINAS 2019Flavio MaiaAinda não há avaliações
- Agronegócio - Introdução à produção agrícola sustentávelDocumento123 páginasAgronegócio - Introdução à produção agrícola sustentávelJoão Vitor germano GondimAinda não há avaliações
- A Origem Do Povo BrasileiroDocumento8 páginasA Origem Do Povo Brasileiroantonio100% (2)
- Rondon: o sertanista e agente público-políticoDocumento230 páginasRondon: o sertanista e agente público-políticoTerezinha Ferreira de AlmeidaAinda não há avaliações
- Catálogo Cores Farben2Documento29 páginasCatálogo Cores Farben2CURSO TEOLOGIA 1Ainda não há avaliações
- Folha de São Paulo 1988 - 26 A 30 de Junho - 031bDocumento1 páginaFolha de São Paulo 1988 - 26 A 30 de Junho - 031bCid BiavattiAinda não há avaliações
- Racismo Ambiental E Emergencia ClimaticaDocumento164 páginasRacismo Ambiental E Emergencia Climaticabaleiaj7Ainda não há avaliações
- Projeto Horto Medicinal: Cultivando Saúde e Bem-EstarDocumento14 páginasProjeto Horto Medicinal: Cultivando Saúde e Bem-EstarRaul SeboldAinda não há avaliações
- Creme de leite: aspectos técnicos, mercado e legislaçãoDocumento10 páginasCreme de leite: aspectos técnicos, mercado e legislaçãoCíntia MatiucciAinda não há avaliações
- Protocolo de Utilização FertBokashiDocumento6 páginasProtocolo de Utilização FertBokashiDicaldartAinda não há avaliações
- CNPAF2014manual PDFDocumento62 páginasCNPAF2014manual PDFSidney FerreiraAinda não há avaliações
- ATIVIDADE 2 - IPC, IC e IRDocumento3 páginasATIVIDADE 2 - IPC, IC e IRRani DornellesAinda não há avaliações
- Colheitadeira New HollandDocumento51 páginasColheitadeira New HollandEduardo Mendes SarpaAinda não há avaliações
- Função agrícola e decisões de produçãoDocumento11 páginasFunção agrícola e decisões de produçãoSantos Lucas VinteAinda não há avaliações
- Suplcp - 2011 02 21Documento22 páginasSuplcp - 2011 02 21Mariliza SimoneteAinda não há avaliações
- Palestra Hidroponia 52 ExpagroDocumento240 páginasPalestra Hidroponia 52 ExpagroEwerton SilvaAinda não há avaliações
- Definição o e Importância Da Silvicultura FlorestalDocumento34 páginasDefinição o e Importância Da Silvicultura FlorestalMarcos AlbertoAinda não há avaliações
- A cabaça no Candomblé e UmbandaDocumento1 páginaA cabaça no Candomblé e UmbandaTaata MazembeAinda não há avaliações
- Como - Construir - Montar - e - Operar - Uma - Microdistilaria Caseira de Alcool CombustivelDocumento51 páginasComo - Construir - Montar - e - Operar - Uma - Microdistilaria Caseira de Alcool CombustivelJosbertofrAinda não há avaliações
- Exercicio Aplicacao 08Documento4 páginasExercicio Aplicacao 08Edwilson Tarcisio JafarAinda não há avaliações
- Introducao Ao Paisagismo Aula 1Documento31 páginasIntroducao Ao Paisagismo Aula 1Suelen BalbinoAinda não há avaliações
- História Da AgriculturaDocumento11 páginasHistória Da AgriculturaCaioJ.SilvaAinda não há avaliações