Você também pode gostar
- Advanced Temperature Measurement and Control, Second EditionNo EverandAdvanced Temperature Measurement and Control, Second EditionAinda não há avaliações
- Automotive Sensor Testing and Waveform AnalysisNo EverandAutomotive Sensor Testing and Waveform AnalysisNota: 4.5 de 5 estrelas4.5/5 (13)
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionNo EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionNota: 4.5 de 5 estrelas4.5/5 (3)
- Rubber Life Time PredictionDocumento2 páginasRubber Life Time Predictionmans2014Ainda não há avaliações
- Different Environment Tests For ReliabilityDocumento11 páginasDifferent Environment Tests For ReliabilityParthDesaiAinda não há avaliações
- ReliabilityDocumento24 páginasReliabilityDominicAinda não há avaliações
- Shapa Venting Paper 10Documento10 páginasShapa Venting Paper 10nshsharma7475Ainda não há avaliações
- Technical Support FerretechDocumento7 páginasTechnical Support FerretechpraveenAinda não há avaliações
- Environmental Stress Screening TutorialDocumento30 páginasEnvironmental Stress Screening TutorialMariut Elena LarisaAinda não há avaliações
- Question and Answers From Web Seminar: Heatsink 201: Even More About Heatsink DesignDocumento10 páginasQuestion and Answers From Web Seminar: Heatsink 201: Even More About Heatsink DesignooqqAinda não há avaliações
- Keys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberDocumento10 páginasKeys To Successful Designed Experiments: Mark J. Anderson and Shari L. KraberMiguel ChAinda não há avaliações
- The Guide To Selecting A Test Chamber: 31 Willow RD Ayer, MA 01432 (978) 772-0022Documento14 páginasThe Guide To Selecting A Test Chamber: 31 Willow RD Ayer, MA 01432 (978) 772-0022Sheriff M. SammyAinda não há avaliações
- Zetex HandbookDocumento8 páginasZetex HandbookbolermAinda não há avaliações
- SteamlocDocumento8 páginasSteamlocstuntmanzAinda não há avaliações
- Detecting Premature Bearing FailureDocumento4 páginasDetecting Premature Bearing FailureMuhd Fadzlee ZAinda não há avaliações
- CorrosionboxDocumento4 páginasCorrosionboxmankari.kamal.18022963Ainda não há avaliações
- 20110013317Documento11 páginas20110013317Gautam GadgilAinda não há avaliações
- 11609EN WHY ThermographyDocumento2 páginas11609EN WHY Thermographyg_periwal_pune9635Ainda não há avaliações
- Investigation Into Hand-Arm Vibration Report of FindingsDocumento7 páginasInvestigation Into Hand-Arm Vibration Report of FindingsColin904Ainda não há avaliações
- Chemical Engineering Interview QuestionsDocumento52 páginasChemical Engineering Interview QuestionsAman SrivastavaAinda não há avaliações
- RTD Tolerance Classes TBRTDTOL-0614Documento4 páginasRTD Tolerance Classes TBRTDTOL-0614Anonymous zdCUbW8HfAinda não há avaliações
- Innovations in Fire Fighting EquipmentDocumento6 páginasInnovations in Fire Fighting EquipmentIklil AjaoAinda não há avaliações
- GE Gas Turbine Accessory and Load Gear Compartments Temperature Running HighDocumento20 páginasGE Gas Turbine Accessory and Load Gear Compartments Temperature Running HighShahzad JamesAinda não há avaliações
- Cooling Tower Thermal CapabilityDocumento8 páginasCooling Tower Thermal CapabilityforuzzAinda não há avaliações
- Insulation CalDocumento24 páginasInsulation CalsenaAinda não há avaliações
- Loctite 542: Product Description Technology Cure Speed vs. Bond GapDocumento4 páginasLoctite 542: Product Description Technology Cure Speed vs. Bond GapbabshuagAinda não há avaliações
- Press Release 2019 As Schneider Understanding Shells DVT Tat 072019Documento5 páginasPress Release 2019 As Schneider Understanding Shells DVT Tat 072019aleeimeranAinda não há avaliações
- Webinar FAQ - Shell and Tube Heat ExchangersDocumento8 páginasWebinar FAQ - Shell and Tube Heat Exchangersrameshkarthik810Ainda não há avaliações
- Pruevas Electricas y de Aislamiento de TransformadoresDocumento3 páginasPruevas Electricas y de Aislamiento de TransformadoresDenisse GarciaAinda não há avaliações
- SwiftyCalc Therm Ow Ell Design - ASME PTC 19.3 TW (2010) FlyerDocumento2 páginasSwiftyCalc Therm Ow Ell Design - ASME PTC 19.3 TW (2010) Flyermpj28677Ainda não há avaliações
- Final Technical Report1 Traxdata LogoDocumento9 páginasFinal Technical Report1 Traxdata LogoCS AMDAinda não há avaliações
- Se40 4bDocumento5 páginasSe40 4bnknfiveAinda não há avaliações
- Temperature Control at 19MW On MS5001Documento4 páginasTemperature Control at 19MW On MS5001chdi100% (1)
- My First Journal PDFDocumento7 páginasMy First Journal PDFrangasamy raajAinda não há avaliações
- Heatsink Design OptimizeDocumento17 páginasHeatsink Design Optimizeaakashjazz5Ainda não há avaliações
- Vlsi TestingDocumento79 páginasVlsi Testingkarnika143Ainda não há avaliações
- SPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersDocumento6 páginasSPE-169195-MS Development, Test and Offshore Use of A Fouling Repellent Coating For Plate Heat ExchangersTangtang Guo100% (1)
- SwiftyCalc - Wake Frequency Calculation Using The ASME PTC 19.3 TW (2010) StandardDocumento2 páginasSwiftyCalc - Wake Frequency Calculation Using The ASME PTC 19.3 TW (2010) StandardtemperaturelaneAinda não há avaliações
- Literature Review On Temperature Data LoggerDocumento4 páginasLiterature Review On Temperature Data Loggerjolowomykit2100% (1)
- The Hot Topic of Motor TemperatureDocumento6 páginasThe Hot Topic of Motor Temperaturezionees01Ainda não há avaliações
- FEA On ThermowellDocumento4 páginasFEA On Thermowellvaisakp777Ainda não há avaliações
- Chilworth Chemical Reaction Hazards GuideDocumento36 páginasChilworth Chemical Reaction Hazards GuidechemsguyAinda não há avaliações
- Temperature Cycling Testing - Coffin-Manson Equation - Delserro Engineering SolutionsDocumento11 páginasTemperature Cycling Testing - Coffin-Manson Equation - Delserro Engineering SolutionsmrbustaAinda não há avaliações
- Fryquel EHC PlusDocumento4 páginasFryquel EHC PlusZuli Nur CahyoAinda não há avaliações
- The Longford Gas Plant ExplosionDocumento6 páginasThe Longford Gas Plant ExplosionselereakAinda não há avaliações
- O-Engineers Jan 2018Documento39 páginasO-Engineers Jan 2018Enpak ArsalanAinda não há avaliações
- W W W W W: by Glenn Friedman, P.E., Member ASHRAEDocumento7 páginasW W W W W: by Glenn Friedman, P.E., Member ASHRAEavinmjAinda não há avaliações
- General Phased Array Questions PDFDocumento7 páginasGeneral Phased Array Questions PDFMarcus AntoniusAinda não há avaliações
- Q A Fike Webinar Explosion Risk Assessment and Explosion Protection DoDocumento3 páginasQ A Fike Webinar Explosion Risk Assessment and Explosion Protection DoAda-MAinda não há avaliações
- DSC Beginners GuideDocumento9 páginasDSC Beginners GuidelumineurAinda não há avaliações
- Fan Diagnosis in The FieldDocumento10 páginasFan Diagnosis in The FieldDavide LanzoniAinda não há avaliações
- CapaciSense Tip Clearance and Vibration Monitoring Systems BrochureDocumento16 páginasCapaciSense Tip Clearance and Vibration Monitoring Systems Brochurevladgor858Ainda não há avaliações
- HW4 Transient1DSlab 01-2czx5uuDocumento19 páginasHW4 Transient1DSlab 01-2czx5uuGonKil0% (1)
- Translating The Economic Benefits of Parallel Memory Test To Non-Memory DevicesDocumento4 páginasTranslating The Economic Benefits of Parallel Memory Test To Non-Memory DevicesKhoo Voon ChingAinda não há avaliações
- Balancing Production Reliability ReformersDocumento6 páginasBalancing Production Reliability ReformersejremediosAinda não há avaliações
- Fouling FactorsDocumento3 páginasFouling FactorshurrikenAinda não há avaliações
- Vibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingNo EverandVibrations of Power Plant Machines: A Guide for Recognition of Problems and TroubleshootingAinda não há avaliações
- Automotive Equipment Usage and Repair StrategiesNo EverandAutomotive Equipment Usage and Repair StrategiesNota: 5 de 5 estrelas5/5 (1)
- Operational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseNo EverandOperational Amplifier Noise: Techniques and Tips for Analyzing and Reducing NoiseNota: 5 de 5 estrelas5/5 (1)
- Prismic R10: Product SpecificationDocumento2 páginasPrismic R10: Product SpecificationParag HemkeAinda não há avaliações
- XRF Theory PDFDocumento258 páginasXRF Theory PDFXONΔΡΑΚΗΣ ΓΙΩΡΓΟΣ100% (1)
- Fesc 115Documento8 páginasFesc 115Sundeep GargAinda não há avaliações
- Report TextDocumento2 páginasReport Textsusila10Ainda não há avaliações
- Op Protection KIDocumento5 páginasOp Protection KIDragan IlicAinda não há avaliações
- CycloalkanesDocumento60 páginasCycloalkanesmeri hardina zd100% (1)
- SM Haddci 1-A.2 GBDocumento171 páginasSM Haddci 1-A.2 GBheorgyAinda não há avaliações
- Design of Offshore StructuresDocumento29 páginasDesign of Offshore StructuresJOSE PRASOBH..JAinda não há avaliações
- Scope TC 9124Documento1 páginaScope TC 9124Esscon Engineering Services Pvt. Ltd.Ainda não há avaliações
- Attachment PDFDocumento2 páginasAttachment PDFYunita RamadhantiAinda não há avaliações
- Datasheet BSS66Documento1 páginaDatasheet BSS66Diego DiazAinda não há avaliações
- Activity Grade 9Documento4 páginasActivity Grade 9Rosemarie ItumAinda não há avaliações
- View Interpolation For Image Synthesis: Shenchang Eric Chen, Lance Williams Apple Computer, IncDocumento10 páginasView Interpolation For Image Synthesis: Shenchang Eric Chen, Lance Williams Apple Computer, IncPiyush JainAinda não há avaliações
- Tutorial On Structural Analysis Using BEAM Elements of CAEPIPEDocumento5 páginasTutorial On Structural Analysis Using BEAM Elements of CAEPIPEFRANCISCOAinda não há avaliações
- Pengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakDocumento9 páginasPengaruh Kandungan Frekuensi Gempa Terhadap Simpangan Dan Drift Ratio 2 Arah Struktur Bangunan Set-Back Bertingkat BanyakIvan MuhammadAinda não há avaliações
- 2021 Physicsbowl Exam Equations: Continued On Next PageDocumento3 páginas2021 Physicsbowl Exam Equations: Continued On Next PageThe Entangled Story Of Our WorldAinda não há avaliações
- Pollen and Spore Morphology, Plant Taxonomy - ErdtmanDocumento178 páginasPollen and Spore Morphology, Plant Taxonomy - ErdtmanAndres Elgorriaga100% (1)
- Role of Physics in Daily LifeDocumento2 páginasRole of Physics in Daily LifeSadam MaharAinda não há avaliações
- Various Types of Surfaces: Made By:-Nilesh Bhojani Guided By: - Prof. B.K. PatelDocumento15 páginasVarious Types of Surfaces: Made By:-Nilesh Bhojani Guided By: - Prof. B.K. Patelnilesh bhojaniAinda não há avaliações
- RDM-chapter 1Documento35 páginasRDM-chapter 1Mat MatttAinda não há avaliações
- Physics of Artificial GravityDocumento15 páginasPhysics of Artificial GravityWilliam RiveraAinda não há avaliações
- Iwnicki 01 06Documento37 páginasIwnicki 01 06VICTOR HUGO ORTIZ MOSCOSOAinda não há avaliações
- Unit 3 Moulding Processes: StructureDocumento18 páginasUnit 3 Moulding Processes: StructureChethan Madappady75% (4)
- 03 Combustor Dynamics Monitoring (CDM)Documento9 páginas03 Combustor Dynamics Monitoring (CDM)Luis Alonso Dipaz ZeaAinda não há avaliações
- ReiewDocumento19 páginasReiewcullen bohannonAinda não há avaliações
- Finite Element Analysis of Steel CordDocumento6 páginasFinite Element Analysis of Steel CordSanjiv Kumar SinghAinda não há avaliações
- Asadur RahmanDocumento48 páginasAsadur Rahmanah waAinda não há avaliações
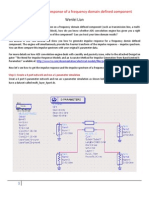
- Impulse Response of Frequency Domain ComponentDocumento17 páginasImpulse Response of Frequency Domain Componentbubo28Ainda não há avaliações
- KISSsoft Calculation Programs For Machine DesignDocumento22 páginasKISSsoft Calculation Programs For Machine DesignAbhijeet DeshmukhAinda não há avaliações
- Arta211 MidtermsDocumento2 páginasArta211 MidtermsWallen LagradaAinda não há avaliações