Você também pode gostar
- CASOS TAREAINVESTIGACIONGrupalDocumento31 páginasCASOS TAREAINVESTIGACIONGrupaljuancarlosmamani100% (1)
- Trabajo 2 GODocumento11 páginasTrabajo 2 GOWendy ArgueroAinda não há avaliações
- Gerencia de Operaciones Productivas y de SsDocumento25 páginasGerencia de Operaciones Productivas y de SsPatrick Rodriguez FigueroaAinda não há avaliações
- 148 Caso 1Documento3 páginas148 Caso 1EfrainPeraltaAinda não há avaliações
- TP PROBLEMA GRUPO 11 VaronesDocumento4 páginasTP PROBLEMA GRUPO 11 VaronesEDWIN DANIEL YOVERA YOVERAAinda não há avaliações
- Jan CarlzonDocumento4 páginasJan CarlzonVictor Castillejo CabreraAinda não há avaliações
- 2 TR - Grupo3 Dlae8-1Documento24 páginas2 TR - Grupo3 Dlae8-1JOSÉ CruzAinda não há avaliações
- Informe FinalDocumento3 páginasInforme FinalAndrés Felipe Nieto MaldonadoAinda não há avaliações
- Noboa - Tir y VanDocumento10 páginasNoboa - Tir y VanGabo Noboa RomeroAinda não há avaliações
- A01684870. Tarea 3Documento9 páginasA01684870. Tarea 3Pablo CarbajalAinda não há avaliações
- Caso National Air ExpressDocumento2 páginasCaso National Air ExpressAlvaroChavezFernandezAinda não há avaliações
- Trabajo en Equipo 1 VPN y TIRDocumento5 páginasTrabajo en Equipo 1 VPN y TIRRafael RodriguezAinda não há avaliações
- Modelo de Ingresos OcultoDocumento4 páginasModelo de Ingresos OcultoMaría José Duarte CuéllarAinda não há avaliações
- P03 LecturaDocumento13 páginasP03 LecturaJaime OrozcoAinda não há avaliações
- 5 SDocumento72 páginas5 SAle TúchezAinda não há avaliações
- Ejercicio Producción IDocumento3 páginasEjercicio Producción IfelipeAinda não há avaliações
- Gráficos e IndicadoresDocumento42 páginasGráficos e IndicadorespaoloAinda não há avaliações
- Ejercicios de Finanza Del 12.1 Al 12.5Documento7 páginasEjercicios de Finanza Del 12.1 Al 12.5Carlos GazoAinda não há avaliações
- El Plan Financiero Se Completa Con El AnálisisDocumento6 páginasEl Plan Financiero Se Completa Con El AnálisisYoselin UchihaAinda não há avaliações
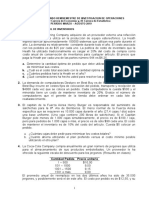
- Aplicaciones - 2 - de Evaluacion de InversionesDocumento2 páginasAplicaciones - 2 - de Evaluacion de InversionesDiego UrbanoAinda não há avaliações
- Valores Indispensables para Un Ejercicio Etico de LaDocumento9 páginasValores Indispensables para Un Ejercicio Etico de LaKarina Aychel Torrero PerezAinda não há avaliações
- Proyeccion de CostosDocumento5 páginasProyeccion de CostosMelissa HernandezAinda não há avaliações
- Qué Es Una Conexión EléctricaDocumento4 páginasQué Es Una Conexión EléctricaCristhian LucasAinda não há avaliações
- Fase I - Tema 2 - El Diagnóstico e Ideaas de InvestigaciónDocumento53 páginasFase I - Tema 2 - El Diagnóstico e Ideaas de InvestigaciónFrancis Ariana Cervantes BermejoAinda não há avaliações
- Protocolo Proyectos de InversionDocumento25 páginasProtocolo Proyectos de InversionLuis Orlando Purisaca GutierrezAinda não há avaliações
- Administracion Del Efectivo Estudio CasosDocumento17 páginasAdministracion Del Efectivo Estudio CasosArnaldoTrinidadMacedoAinda não há avaliações
- Cuestionario GoodwillDocumento1 páginaCuestionario GoodwillTaty ToapantaAinda não há avaliações
- Adm de Cuentas Por CobrarDocumento12 páginasAdm de Cuentas Por CobrarEduardo AldanaAinda não há avaliações
- 2019 Manu Me TalesDocumento29 páginas2019 Manu Me TalesAlejandro LizarazoAinda não há avaliações
- Guía 2.problema de Programación Por MerasDocumento3 páginasGuía 2.problema de Programación Por MerasKennyXavierXbAinda não há avaliações
- Caso Capítulo 8. GitmanDocumento2 páginasCaso Capítulo 8. GitmanOscarVisñay100% (1)
- Práctica Presupuesto de Capital SIN RESOLVERDocumento61 páginasPráctica Presupuesto de Capital SIN RESOLVERFrederick GuevaraAinda não há avaliações
- Activo y Pasivo de Caja Arequipa (Share)Documento9 páginasActivo y Pasivo de Caja Arequipa (Share)luisAinda não há avaliações
- Introduccion Procesos Procedimientos EmpresaDocumento47 páginasIntroduccion Procesos Procedimientos EmpresaLuisAinda não há avaliações
- Tarea 07 Gerencia FinancieraDocumento10 páginasTarea 07 Gerencia FinancieraJoseline QuintanillaAinda não há avaliações
- Valoracion Bonos 1200933890982679 4 2Documento43 páginasValoracion Bonos 1200933890982679 4 2ArnaldoTrinidadMacedoAinda não há avaliações
- Laboratorio Del II Hemisemestre de I.O. Marzo - Agosto 2019Documento17 páginasLaboratorio Del II Hemisemestre de I.O. Marzo - Agosto 2019John BuestanAinda não há avaliações
- Agente ViajeroDocumento2 páginasAgente ViajeroAlfredo CobáAinda não há avaliações
- Guia de Ejercicios ValoradosDocumento2 páginasGuia de Ejercicios Valoradosallan muñozAinda não há avaliações
- Unlz EdcDocumento91 páginasUnlz EdcPamela Saldivia0% (1)
- Modelo Calculo Lote LoteDocumento6 páginasModelo Calculo Lote LoteWendy Johana Arteaga OrdoñezAinda não há avaliações
- 1er. Examen Parcial Digital MatematicaDocumento7 páginas1er. Examen Parcial Digital MatematicaEliseo GonzalezAinda não há avaliações
- GJGJDocumento4 páginasGJGJL.540% (1)
- Regresion Lineal MultipleDocumento20 páginasRegresion Lineal MultipleDiana GuamialamaAinda não há avaliações
- Matriz PyeaDocumento1 páginaMatriz PyeaSilvana RIVEROS CASTILLOAinda não há avaliações
- Caso 4 MitsubishiDocumento8 páginasCaso 4 MitsubishiJohnnyGutierrezAinda não há avaliações
- Ejercicios PropuestosDocumento21 páginasEjercicios PropuestosAlexandra YaninaAinda não há avaliações
- Contrabando EticaDocumento13 páginasContrabando EticascribivanAinda não há avaliações
- UNIDAD II - Estado de Situación Financiera y Estado de Resultados Integrales SEMANA 6Documento5 páginasUNIDAD II - Estado de Situación Financiera y Estado de Resultados Integrales SEMANA 6miguelAinda não há avaliações
- Practica Calificada 14 - 06 - 2020Documento1 páginaPractica Calificada 14 - 06 - 2020YunnelyAinda não há avaliações
- CAPÍTULO 4 Inversor InteligenteDocumento22 páginasCAPÍTULO 4 Inversor InteligenteMaximo HeliogabaloAinda não há avaliações
- Primer Apunte Unidad UnoDocumento26 páginasPrimer Apunte Unidad UnoAxel Morales Piñón.Ainda não há avaliações
- Empresa Casa Del Artesano - HuancayoDocumento7 páginasEmpresa Casa Del Artesano - HuancayoAlejandro Higinio Sánchez SánchezAinda não há avaliações
- Taller 04 - Ejercicio 01Documento7 páginasTaller 04 - Ejercicio 01Cristhian TaboadaAinda não há avaliações
- Ejericios - Sartox Gestión FinancieraDocumento15 páginasEjericios - Sartox Gestión FinancieraJainer Visbal ChogoAinda não há avaliações
- Hoja de Trabajo 1Documento3 páginasHoja de Trabajo 1Kevin De Leon100% (1)
- Asignación No. 17 - Caso Espina de PescadoDocumento7 páginasAsignación No. 17 - Caso Espina de PescadoEdwin De León100% (1)
- Caso Operaciones 7Documento3 páginasCaso Operaciones 7Daniel Perez100% (1)
- Asignación Caso Espina de PescadoDocumento11 páginasAsignación Caso Espina de PescadoPirotécnica ZaritzaAinda não há avaliações
- Jorge Benzaquen Calidad en Las Empresas LatinoamericanasDocumento19 páginasJorge Benzaquen Calidad en Las Empresas LatinoamericanascreynosocAinda não há avaliações
- Ficha de Auditoría OperacionalDocumento4 páginasFicha de Auditoría Operacionalmargaritabergantinogmail.comAinda não há avaliações
- Modelos para Implantar La Mejora Continua enDocumento20 páginasModelos para Implantar La Mejora Continua encarlosc86100% (1)
- Ejercicios 12 Al 17Documento8 páginasEjercicios 12 Al 17kriscarriTv43% (7)
- Calida y Normas ISODocumento8 páginasCalida y Normas ISOMaximo Miranda VeraAinda não há avaliações
- Modelos para Implantar La Mejora Continua enDocumento20 páginasModelos para Implantar La Mejora Continua encarlosc86100% (1)
- Ejercicios en Clase de Administración de La CalidadDocumento2 páginasEjercicios en Clase de Administración de La Calidadmargaritabergantinogmail.com0% (1)
- Final Examen Administración de OperacionesDocumento3 páginasFinal Examen Administración de Operacionesmargaritabergantinogmail.comAinda não há avaliações
- Proyecto Manual de Calidad Revision G 14 Ene 2010Documento32 páginasProyecto Manual de Calidad Revision G 14 Ene 2010Faldin de KathecitaAinda não há avaliações
- Ulat 2018 Ejercicios en Clase de Planeacion de CapacidadDocumento2 páginasUlat 2018 Ejercicios en Clase de Planeacion de Capacidadmargaritabergantinogmail.com0% (1)
- Final Examen Administración de OperacionesDocumento3 páginasFinal Examen Administración de Operacionesmargaritabergantinogmail.comAinda não há avaliações
- Caso Regal Cap 2Documento2 páginasCaso Regal Cap 2margaritabergantinogmail.comAinda não há avaliações
- Cuáles Son Los Horizontes Del Tiempo de PronósticoDocumento2 páginasCuáles Son Los Horizontes Del Tiempo de PronósticoAna Sáenz82% (11)
- Examen de ProduccExamen de ProduccionionDocumento18 páginasExamen de ProduccExamen de ProduccionionAaron AcAinda não há avaliações
- Trabajo Grupal 2 Ejercicios Ruta Crítica A1Documento2 páginasTrabajo Grupal 2 Ejercicios Ruta Crítica A1margaritabergantinogmail.com0% (1)
- Trabajo Grupal 1, Sesion 4 Administración de Las OperacionesDocumento1 páginaTrabajo Grupal 1, Sesion 4 Administración de Las Operacionesmargaritabergantinogmail.comAinda não há avaliações
- ULAT 2018 AO Trabajo Grupal 2 Sesión 4Documento2 páginasULAT 2018 AO Trabajo Grupal 2 Sesión 4margaritabergantinogmail.comAinda não há avaliações
- Trabajo Grupal 2 Ejercicios Ruta Crítica A1Documento2 páginasTrabajo Grupal 2 Ejercicios Ruta Crítica A1margaritabergantinogmail.com0% (1)
- TareaDocumento1 páginaTareamargaritabergantinogmail.com100% (1)
- ProduccExamen de ProduccionionDocumento1 páginaProduccExamen de Produccionionmargaritabergantinogmail.comAinda não há avaliações
- Trabajo Grupal 1 Cap 1 Práctica ProductividadDocumento2 páginasTrabajo Grupal 1 Cap 1 Práctica Productividadmargaritabergantinogmail.comAinda não há avaliações
- Trabajo Grupal 2 Ejercicios Ruta Crítica A1Documento2 páginasTrabajo Grupal 2 Ejercicios Ruta Crítica A1margaritabergantinogmail.com0% (1)
- Yuno Ya!!!!Documento4 páginasYuno Ya!!!!Rossy Analy Cueva CastroAinda não há avaliações
- Desarrollo Económico en Colombia.Documento5 páginasDesarrollo Económico en Colombia.Paula CamilaAinda não há avaliações
- Avance Demografia Parte 1Documento63 páginasAvance Demografia Parte 1Johader CuellarAinda não há avaliações
- GIMORU - Cedula FiscalDocumento3 páginasGIMORU - Cedula FiscalYumileydi Espinosa PalayotAinda não há avaliações
- Aporte Colavorativo MacroeconomiaDocumento2 páginasAporte Colavorativo MacroeconomiaArturo Elias de la ossa mestraAinda não há avaliações
- C - Sem 26 - GeografiaDocumento5 páginasC - Sem 26 - GeografiaJuan david Santos floresAinda não há avaliações
- Laboratorio Dental PLANOSDocumento6 páginasLaboratorio Dental PLANOSarianne garciaAinda não há avaliações
- Demanda Oferta EquilibrioDocumento16 páginasDemanda Oferta Equilibriojose luis pita cruzAinda não há avaliações
- A9 HLXDocumento5 páginasA9 HLXNando LopezAinda não há avaliações
- Roberto Carlos Perez Paz: PEPR711019S41Documento1 páginaRoberto Carlos Perez Paz: PEPR711019S41Obed VelezAinda não há avaliações
- TALLER 02 Microeconomiia 2023Documento11 páginasTALLER 02 Microeconomiia 2023Noemi GalindoAinda não há avaliações
- Modelo Carta GerencialDocumento7 páginasModelo Carta GerencialMELANIE ESTHER GARCIA URIBEAinda não há avaliações
- Ejercicio Gestión de ComprasDocumento2 páginasEjercicio Gestión de ComprasLalo GamboaAinda não há avaliações
- Conflicto y Posconflicto de PostobonDocumento2 páginasConflicto y Posconflicto de PostobonAngelly GonzalezAinda não há avaliações
- Presentacion de ProyectoDocumento77 páginasPresentacion de ProyectoOscarAinda não há avaliações
- Planeacion EstrategicaDocumento5 páginasPlaneacion EstrategicaCristian pulecioAinda não há avaliações
- El Mercado y La Ley de Rendimientos DecrecientesDocumento16 páginasEl Mercado y La Ley de Rendimientos Decrecienteshualanfe13Ainda não há avaliações
- Ejercicios Estadistica IndustrialDocumento23 páginasEjercicios Estadistica IndustrialBryan C AlvanAinda não há avaliações
- Producto Académico #01Documento4 páginasProducto Académico #01SHAYURI SHIRLEY QUIROZ FIGUEROAAinda não há avaliações
- Taller 3 Grupo 007 Oct 28Documento8 páginasTaller 3 Grupo 007 Oct 28Nafer Lizarazo100% (1)
- Laboratorio 1Documento9 páginasLaboratorio 1Roger GomezAinda não há avaliações
- Ensayo 4Documento8 páginasEnsayo 4AntonyAinda não há avaliações
- Conceptos: 39101600 4 H87 Pieza 489.01 1956.04Documento1 páginaConceptos: 39101600 4 H87 Pieza 489.01 1956.04Jose Angel FigueraAinda não há avaliações
- 10-Ejercicio de Exámen Balance Simplificado 2019Documento13 páginas10-Ejercicio de Exámen Balance Simplificado 2019Maria LujanAinda não há avaliações
- Actividad 7 de CostosDocumento6 páginasActividad 7 de CostosBetsy RodriguezAinda não há avaliações
- Acu EquipamientoDocumento24 páginasAcu EquipamientoAlejandro VargasAinda não há avaliações
- Caso MermeladasDocumento15 páginasCaso MermeladasCristian Guacaneme0% (1)
- Certifull Personal Diego CrucesDocumento1 páginaCertifull Personal Diego CrucesDiego Cruces BustamanteAinda não há avaliações
- Sintesis Reflexion Sobre La Naturaleza...Documento3 páginasSintesis Reflexion Sobre La Naturaleza...daniela niño duqueAinda não há avaliações
- Ejercicios Resueltos Mate FinancieraDocumento17 páginasEjercicios Resueltos Mate FinancieraXIMENA PAOLA NEGRETE CARCAMOAinda não há avaliações