Você também pode gostar
- Accent Cylinder BlockDocumento27 páginasAccent Cylinder Blockflash_24014910Ainda não há avaliações
- Overhaul: 1. Inspect Connecting Rod Thrust ClearanceDocumento29 páginasOverhaul: 1. Inspect Connecting Rod Thrust ClearanceEdU RECTIFICAAinda não há avaliações
- Installation of Cylinder Head: Downloaded From Manuals Search EngineDocumento6 páginasInstallation of Cylinder Head: Downloaded From Manuals Search EngineDavid QuispeAinda não há avaliações
- DisassemblyDocumento8 páginasDisassemblyEdson CRAinda não há avaliações
- 2.3 Engine Mechanical System - Cylinder Head Assembly PDFDocumento21 páginas2.3 Engine Mechanical System - Cylinder Head Assembly PDFCristian.E.B100% (1)
- Overhaul: 1. Inspect Connecting Rod Thrust ClearanceDocumento22 páginasOverhaul: 1. Inspect Connecting Rod Thrust ClearanceIslam AttiaAinda não há avaliações
- Reassembly: (A) Check Bearing PositionDocumento21 páginasReassembly: (A) Check Bearing PositionRonfermAinda não há avaliações
- Manual de Repararacion Yaris 1NZFEDocumento18 páginasManual de Repararacion Yaris 1NZFEVictorAinda não há avaliações
- OIL PUMP ASSY (U34#E Series) : OverhaulDocumento5 páginasOIL PUMP ASSY (U34#E Series) : OverhaulMax K.Ainda não há avaliações
- Subaru OUTBACK PDFDocumento11 páginasSubaru OUTBACK PDFCutiiVitezaAinda não há avaliações
- Overhaul: 1. Inspect Connecting Rod Thrust ClearanceDocumento16 páginasOverhaul: 1. Inspect Connecting Rod Thrust ClearanceAntonio TorresAinda não há avaliações
- Inspection: 1. Clean Cylinder BlockDocumento7 páginasInspection: 1. Clean Cylinder Blockdolphi_742078Ainda não há avaliações
- Mbnz-om906la-Om926la Manual Repair - PDF Versión 1Documento2 páginasMbnz-om906la-Om926la Manual Repair - PDF Versión 1Aron Emanuel Mendoza LopezAinda não há avaliações
- 412-Cro-Ch65 Fig. 65-6Documento3 páginas412-Cro-Ch65 Fig. 65-6slam12125Ainda não há avaliações
- Section 6-2Documento80 páginasSection 6-2Raidul WafiAinda não há avaliações
- Genesis Coupe 2.0TDocumento76 páginasGenesis Coupe 2.0TJorge DoctorovichAinda não há avaliações
- Cylinder Block (1Az-Fe) : OverhaulDocumento17 páginasCylinder Block (1Az-Fe) : OverhaulHenry SilvaAinda não há avaliações
- 3500 ENGINE Specifications Pistons and RingsDocumento5 páginas3500 ENGINE Specifications Pistons and RingsVan Phuc ThaiAinda não há avaliações
- Main Rotor Hub InspectionDocumento21 páginasMain Rotor Hub InspectionJessie DinoyAinda não há avaliações
- Forte 2012Documento108 páginasForte 2012Keneth SmitAinda não há avaliações
- Blower k430 Snh60 Overhaul ProcedureDocumento39 páginasBlower k430 Snh60 Overhaul ProcedurejamiekuangAinda não há avaliações
- Prueba Resorte de EmbragueDocumento2 páginasPrueba Resorte de Embraguejohan gomezAinda não há avaliações
- 14 - Cylinder Head - InspectionDocumento9 páginas14 - Cylinder Head - InspectionNazmul HassanAinda não há avaliações
- Torque Motor KiaDocumento54 páginasTorque Motor KiaIvan Montaluisa67% (3)
- Soul 2010 1.6LDocumento71 páginasSoul 2010 1.6LIsmael RodriguezAinda não há avaliações
- Cutout: Downloaded From Manuals Search EngineDocumento10 páginasCutout: Downloaded From Manuals Search EngineDavid QuispeAinda não há avaliações
- Item Specification Fill Capacity: 2010 Ranger Workshop ManualDocumento179 páginasItem Specification Fill Capacity: 2010 Ranger Workshop ManualHuy PhanAinda não há avaliações
- Assembly U241E TransmissionDocumento29 páginasAssembly U241E TransmissionFirman SuryaAinda não há avaliações
- Toyota 5l Valve ClearanceDocumento5 páginasToyota 5l Valve ClearancedennoAinda não há avaliações
- Toyota 5l Valve ClearanceDocumento5 páginasToyota 5l Valve ClearancedennoAinda não há avaliações
- Engine Mecanical System PDFDocumento99 páginasEngine Mecanical System PDFErkki IsokangasAinda não há avaliações
- Ranger 2008 2.3LDocumento199 páginasRanger 2008 2.3LAbelCastellanosCruzAinda não há avaliações
- Sportage 2010 2.7LDocumento120 páginasSportage 2010 2.7LPiero PalominoAinda não há avaliações
- Santa Fe 2010 3.5LDocumento93 páginasSanta Fe 2010 3.5LCristian Alejandro Bedoya SalgadoAinda não há avaliações
- Escape 2011 2.5LDocumento367 páginasEscape 2011 2.5LJuan Jose CalderonAinda não há avaliações
- Ford Ranger 2010 2.3LDocumento256 páginasFord Ranger 2010 2.3LLuis Ramon Arguello RealAinda não há avaliações
- Veloster 2012 1.6LDocumento152 páginasVeloster 2012 1.6LArmando Maradiaga100% (2)
- Azera 2016 Engine RepairDocumento186 páginasAzera 2016 Engine RepairReza Varamini0% (1)
- Msa5t0124a27670 PDFDocumento3 páginasMsa5t0124a27670 PDFJeff PascoeAinda não há avaliações
- (A) The UNITS Given in This Manual Are Primarily Expressed According To The SI UNIT (International Sys-Tem of Unit), and Alternately Expressed in The Metric System and in The English SystemDocumento2 páginas(A) The UNITS Given in This Manual Are Primarily Expressed According To The SI UNIT (International Sys-Tem of Unit), and Alternately Expressed in The Metric System and in The English SystemDang Tien PhucAinda não há avaliações
- Technical Specifications Kia Picanto Ion 0.8 3c g3hgDocumento12 páginasTechnical Specifications Kia Picanto Ion 0.8 3c g3hgrectificamosAinda não há avaliações
- Cojinetes de Biela y Bancada STD SeleccionDocumento5 páginasCojinetes de Biela y Bancada STD SeleccionAlejandro ValenzuelaAinda não há avaliações
- Grinnell Mechanical Products Rigid Coupling - Patented General Description Technical DataDocumento4 páginasGrinnell Mechanical Products Rigid Coupling - Patented General Description Technical DataСергей КолесниковAinda não há avaliações
- Caterpillar C32Documento10 páginasCaterpillar C32Carlos BarbosaAinda não há avaliações
- Specifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTDocumento234 páginasSpecifications: 2005 Hyundai Tiburon GT 2005 Hyundai Tiburon GTMaximiliano BrardaAinda não há avaliações
- Overhaul: 1. Inspect Connecting Rod Thrust ClearanceDocumento17 páginasOverhaul: 1. Inspect Connecting Rod Thrust ClearanceHenry SilvaAinda não há avaliações
- 3.0L EngineDocumento182 páginas3.0L EnginewawanAinda não há avaliações
- Sonata 2010 2.4LDocumento116 páginasSonata 2010 2.4LRicardo100% (1)
- Informacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297Documento13 páginasInformacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297hector100% (3)
- Ranger 2007 3.0LDocumento189 páginasRanger 2007 3.0LguillermoAinda não há avaliações
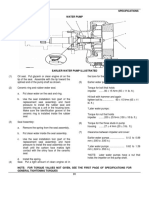
- 3500 ENGINE Specifications Water PumpDocumento5 páginas3500 ENGINE Specifications Water PumpVan Phuc ThaiAinda não há avaliações
- Soul 2010 2.0LDocumento90 páginasSoul 2010 2.0LVENTAS DIESEL DE EL SALVADORAinda não há avaliações
- 4 Kia Spotage 2010Documento13 páginas4 Kia Spotage 2010Jorge VillamilAinda não há avaliações
- Cylinder Head Valves: SpecificationsDocumento3 páginasCylinder Head Valves: SpecificationsPauloAinda não há avaliações
- Kia Rio (Ub) 2012 - 2013 G 1.6 Gdi Technical DataDocumento140 páginasKia Rio (Ub) 2012 - 2013 G 1.6 Gdi Technical DataJefferson Humbereto Herrera Alfonso50% (2)
- F11 Connecting Rod Inspection ProcedureDocumento3 páginasF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- 2.0 Engine Mechanical System - General InformationDocumento16 páginas2.0 Engine Mechanical System - General InformationstevoxAinda não há avaliações
- 2013 Kia Soul (Gasoline 1.6 GDI) - Engine Mechanical SystemDocumento154 páginas2013 Kia Soul (Gasoline 1.6 GDI) - Engine Mechanical SystembakriramziAinda não há avaliações
- Before Reading QuestionsDocumento3 páginasBefore Reading QuestionsCristian.E.BAinda não há avaliações
- High Life Low Life SummaryDocumento1 páginaHigh Life Low Life SummaryCristian.E.B0% (1)
- HGVDocumento12 páginasHGVCristian.E.BAinda não há avaliações
- 3.3 Engine Electrical System - Starting System PDFDocumento15 páginas3.3 Engine Electrical System - Starting System PDFCristian.E.BAinda não há avaliações
- HyundaiDocumento17 páginasHyundaiCristian.E.BAinda não há avaliações
- HYUNDAIDocumento4 páginasHYUNDAICristian.E.BAinda não há avaliações
- 3.1 Engine Electrical System - Ignition System PDFDocumento5 páginas3.1 Engine Electrical System - Ignition System PDFCristian.E.BAinda não há avaliações
- 2.1 Engine Mechanical System - Engine and Transaxle AssemblyDocumento7 páginas2.1 Engine Mechanical System - Engine and Transaxle AssemblystevoxAinda não há avaliações
- 2.0 Engine Mechanical System - General InformationDocumento16 páginas2.0 Engine Mechanical System - General InformationstevoxAinda não há avaliações
- 1.0 General InformationDocumento19 páginas1.0 General InformationstevoxAinda não há avaliações
- User'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.ADocumento33 páginasUser'S Manual of Filament Wound Pressure Vessels: Protec Arisawa Europe S.AkylealamangoAinda não há avaliações
- Angmc 6026 UsDocumento10 páginasAngmc 6026 UsYusliamin YusofAinda não há avaliações
- A Study On The Sealing Performance of Bolted Ange Joints PDFDocumento9 páginasA Study On The Sealing Performance of Bolted Ange Joints PDFSafa ÖzhanAinda não há avaliações
- Full Line Catalog: Effective January 1, 2014Documento94 páginasFull Line Catalog: Effective January 1, 2014Karthikeyan SankarrajanAinda não há avaliações
- Engine Mechanical: Modification NoticeDocumento43 páginasEngine Mechanical: Modification Noticewilliam moronAinda não há avaliações
- NDD010 MCS Type B Foam Chambers PDFDocumento6 páginasNDD010 MCS Type B Foam Chambers PDFIskandar Zulkarnain HasibuanAinda não há avaliações
- Awwa C115 - A2c115 (1999)Documento23 páginasAwwa C115 - A2c115 (1999)kumarvizayin100% (1)
- Class A1A2Documento8 páginasClass A1A2luisfer811Ainda não há avaliações
- 10FCTB KatalogDocumento1 página10FCTB KatalogAgung YudistiraAinda não há avaliações
- Penawaran Unilever 300822Documento2 páginasPenawaran Unilever 300822Ananta PutraaAinda não há avaliações
- TSP341-N: Sensor For Non-Invasive Temperature MeasurementDocumento28 páginasTSP341-N: Sensor For Non-Invasive Temperature MeasurementGabriela CastroAinda não há avaliações
- 2033-2008 (A2) PDFDocumento49 páginas2033-2008 (A2) PDFWidodo MuisAinda não há avaliações
- 9 Com ListingDocumento117 páginas9 Com ListingZain Abidi0% (1)
- Installation Manual - GRE PIPE - For Marine - Rev.2Documento37 páginasInstallation Manual - GRE PIPE - For Marine - Rev.2HuongtrinhAkay100% (1)
- Koc MP 030 Part 1Documento14 páginasKoc MP 030 Part 1Ravi MahetoAinda não há avaliações
- Bolts Torque ChartDocumento13 páginasBolts Torque ChartkhaireddinAinda não há avaliações
- 1198 01 90 T01 ESP 002 REV C Anexo - 1 - Piping ClassDocumento71 páginas1198 01 90 T01 ESP 002 REV C Anexo - 1 - Piping ClassCarlos Perez100% (1)
- 21-50-007 AVK Resilient Seated Gate Valve DN50-400Documento2 páginas21-50-007 AVK Resilient Seated Gate Valve DN50-400Ferdi SagalaAinda não há avaliações
- ULC UL142 Comparison SpreadsheetDocumento43 páginasULC UL142 Comparison Spreadsheetdiv_misAinda não há avaliações
- 29 Aurtta105Documento19 páginas29 Aurtta105khattarbhoomiAinda não há avaliações
- Reference (Woodside - Standards)Documento23 páginasReference (Woodside - Standards)shankarmech04@gmail.com100% (1)
- V2203Documento50 páginasV2203Agus Yulfizar100% (2)
- LAIODocumento2 páginasLAIOKenar PatelAinda não há avaliações
- 17012EDocumento7 páginas17012EAVINASHRAJAinda não há avaliações
- Rear Final Drive: SectionDocumento41 páginasRear Final Drive: SectionEduardo ColinAinda não há avaliações
- EagleBurgmann Statotherm P Foil 9591 P enDocumento1 páginaEagleBurgmann Statotherm P Foil 9591 P enkeyur1109Ainda não há avaliações
- Instructions Guide SmartCap EVO Universal ROW 2023Documento31 páginasInstructions Guide SmartCap EVO Universal ROW 2023juan ramirezAinda não há avaliações
- WPT - Woll Ds M 0001 1 IpDocumento4 páginasWPT - Woll Ds M 0001 1 IpParag ThakkarAinda não há avaliações
- Deutz PCDocumento133 páginasDeutz PCakash100% (1)
- Novatec Premium Ii: Technical Data SheetDocumento1 páginaNovatec Premium Ii: Technical Data SheetRuben PauwelsAinda não há avaliações