Você também pode gostar
- Motor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12No EverandMotor Truck Logging Methods Engineering Experiment Station Series, Bulletin No. 12Ainda não há avaliações
- Industrial TrainingDocumento54 páginasIndustrial TrainingTushar MeemrotAinda não há avaliações
- BOBR Wagon DetailsDocumento4 páginasBOBR Wagon DetailsZahoor AhmedAinda não há avaliações
- New Designs of WagonsDocumento54 páginasNew Designs of WagonsAnurag SinghAinda não há avaliações
- CombinedDocumento41 páginasCombinedSaif MohdAinda não há avaliações
- Design Features of Various WagonsDocumento11 páginasDesign Features of Various WagonssaraAinda não há avaliações
- Basic Guide On Train OperationDocumento226 páginasBasic Guide On Train OperationAmar Singh67% (6)
- Basic Guide On Train OperationDocumento281 páginasBasic Guide On Train Operationatliboy50% (2)
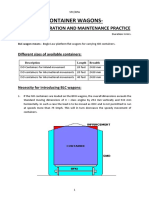
- Container wagons-BLC Train Operation and Maintenance PracticeDocumento12 páginasContainer wagons-BLC Train Operation and Maintenance PracticeRakesh JainwalAinda não há avaliações
- Dom Bobr Wagon PDFDocumento42 páginasDom Bobr Wagon PDFShantanu DuttaAinda não há avaliações
- (IRFCA) Indian Railways FAQ - Rolling Stock - IIDocumento34 páginas(IRFCA) Indian Railways FAQ - Rolling Stock - IIShambhu PoddarAinda não há avaliações
- 12 M KonveyörDocumento36 páginas12 M KonveyörHasan arif KısaalioğluAinda não há avaliações
- Rdso Bogie Open Rapid Discharge Hopper Wagon Bobrn' Page No.Documento1 páginaRdso Bogie Open Rapid Discharge Hopper Wagon Bobrn' Page No.sandeep sharmaAinda não há avaliações
- 19m Super Structure Design Report R1Documento79 páginas19m Super Structure Design Report R1A MAinda não há avaliações
- Freight WagonsDocumento29 páginasFreight WagonsprasanthvenkateshAinda não há avaliações
- Tank Wagons 04.08.20Documento22 páginasTank Wagons 04.08.20Saif MohdAinda não há avaliações
- T Lab 07Documento12 páginasT Lab 07Qaim ShahAinda não há avaliações
- Thong So Ky ThuatDocumento30 páginasThong So Ky ThuatQuang HưngAinda não há avaliações
- Initial Load Test ReportDocumento6 páginasInitial Load Test ReportRAHUL RAVINDRANAinda não há avaliações
- Wagon Details PDFDocumento36 páginasWagon Details PDFpraveenthomasAinda não há avaliações
- Ss P-CT24k-M000242-18022011-Maker - IMOIIDocumento14 páginasSs P-CT24k-M000242-18022011-Maker - IMOIIG Perdana100% (1)
- Internship ReportDocumento14 páginasInternship Reportdarshan randiveAinda não há avaliações
- Classification of Freight StocksDocumento12 páginasClassification of Freight StocksShiv YadavAinda não há avaliações
- Underground Mining Equipment-Section 16Documento16 páginasUnderground Mining Equipment-Section 16pmcisissengueAinda não há avaliações
- Group-23 Major Project Report-1Documento43 páginasGroup-23 Major Project Report-1KODANDA SAI KIRAN MELIPAKAAinda não há avaliações
- mrt345 EditedDocumento162 páginasmrt345 Editedarjunsai7Ainda não há avaliações
- Analytical Optimization of Chassis FrameDocumento9 páginasAnalytical Optimization of Chassis FrameMatataw DeditorAinda não há avaliações
- Workshop Calculation Sheet PDFDocumento218 páginasWorkshop Calculation Sheet PDFPruebaAinda não há avaliações
- 10ab (Gallery 1)Documento76 páginas10ab (Gallery 1)vrajan1988Ainda não há avaliações
- LPG Road Tankers and ISO Tank ContainersDocumento12 páginasLPG Road Tankers and ISO Tank ContainersEjaz Ahmed RanaAinda não há avaliações
- GeneralDocumento12 páginasGeneralalankar dhamgayeAinda não há avaliações
- Final Year Report Internship-1Documento21 páginasFinal Year Report Internship-1Muhammad ZubairAinda não há avaliações
- Qy90v533 Technical SpecificationDocumento38 páginasQy90v533 Technical SpecificationJuliano MonteiroAinda não há avaliações
- IADC Specifications and Equipments Cuu LongDocumento30 páginasIADC Specifications and Equipments Cuu LongThem Bui XuanAinda não há avaliações
- 3000 Series Material SubmittalDocumento56 páginas3000 Series Material SubmittalFrancis BautistaAinda não há avaliações
- K-100 Workover Rig SpecificationsDocumento30 páginasK-100 Workover Rig SpecificationsAdhie Waelacxh100% (1)
- Ilovepdf MergedDocumento154 páginasIlovepdf MergedadarciotoaAinda não há avaliações
- Repor T JobDocumento2 páginasRepor T JobLiebherr67% (3)
- Aircraft Design Project-Ii: Design of Eight Seater Business JetDocumento25 páginasAircraft Design Project-Ii: Design of Eight Seater Business JetUma shreeAinda não há avaliações
- An Integral Procedure For Ship VibrationDocumento14 páginasAn Integral Procedure For Ship VibrationLucas Barrozo BrunAinda não há avaliações
- S04 - Basic Parameters and Design of Cast in Situ Box GirderDocumento71 páginasS04 - Basic Parameters and Design of Cast in Situ Box GirderSMR STPAinda não há avaliações
- VIJAYDocumento61 páginasVIJAYYOGESH CHAUHANAinda não há avaliações
- Failuer Analysis Crankshaft in Diesel LocomotiveDocumento74 páginasFailuer Analysis Crankshaft in Diesel LocomotivePankajBhamareAinda não há avaliações
- An Integral Procedure For Ship VibrationDocumento14 páginasAn Integral Procedure For Ship VibrationCristi MarianAinda não há avaliações
- 005-Mek-Cal-Nk - Pkt-Design Calculation Tripper Car. r1 - AfDocumento10 páginas005-Mek-Cal-Nk - Pkt-Design Calculation Tripper Car. r1 - AfAhmad FaujiAinda não há avaliações
- Technical Project Gondola Wagon For Ukrainian Railways: Fahrzeugtechnik DessauDocumento7 páginasTechnical Project Gondola Wagon For Ukrainian Railways: Fahrzeugtechnik DessauradugabriellucianAinda não há avaliações
- Spec G33R 2Documento34 páginasSpec G33R 2sachinAinda não há avaliações
- Komatsu Product GuideDocumento56 páginasKomatsu Product GuideIvan Boscho Naibaho100% (3)
- Coal Handling Plant: at Heads of CHP MeetDocumento46 páginasCoal Handling Plant: at Heads of CHP MeetMANISH SHARMAAinda não há avaliações
- 5110b Me Perf Rep (Texr0388)Documento6 páginas5110b Me Perf Rep (Texr0388)suwarjitechnicAinda não há avaliações
- Manual GuindasteDocumento23 páginasManual GuindasteRoberto SantosAinda não há avaliações
- Type of WagonsDocumento24 páginasType of WagonsCaspian DattaAinda não há avaliações
- Technical Specification: Cabot 900 Mobile RigDocumento52 páginasTechnical Specification: Cabot 900 Mobile RigGregory StewartAinda não há avaliações
- Sea 343Documento6 páginasSea 343britties69Ainda não há avaliações
- Design of Belt Conveyor and Hopper For Crown Cork TransportationDocumento76 páginasDesign of Belt Conveyor and Hopper For Crown Cork TransportationTsega YeAinda não há avaliações
- Tii Group Strasse Modular enDocumento48 páginasTii Group Strasse Modular enbhola91Ainda não há avaliações
- Energy Efficiency TechDocumento26 páginasEnergy Efficiency Techavinash pathakAinda não há avaliações
- Debretabore Universty (Yes) Facaluty of Technology Electromechanical Engineering DepartmentDocumento77 páginasDebretabore Universty (Yes) Facaluty of Technology Electromechanical Engineering DepartmentTsega YeAinda não há avaliações
- Aficionado PERDocumento19 páginasAficionado PERMaecaella LlorenteAinda não há avaliações
- Areopagitica - John MiltonDocumento1 páginaAreopagitica - John MiltonwehanAinda não há avaliações
- Swiggy Performance MetricsDocumento8 páginasSwiggy Performance MetricsB Divyajit ReddyAinda não há avaliações
- GOUSGOUNIS Anastenaria & Transgression of The SacredDocumento14 páginasGOUSGOUNIS Anastenaria & Transgression of The Sacredmegasthenis1Ainda não há avaliações
- Handbook For Inspection of Ships and Issuance of Ship Sanitation CertificatesDocumento150 páginasHandbook For Inspection of Ships and Issuance of Ship Sanitation CertificatesManoj KumarAinda não há avaliações
- Principle of ManagementsDocumento77 páginasPrinciple of ManagementsJayson LucenaAinda não há avaliações
- Lord of The Flies AnalysisDocumento10 páginasLord of The Flies AnalysisMuhammad AsifAinda não há avaliações
- Resonant Excitation of Coherent Cerenkov Radiation in Dielectric Lined WaveguidesDocumento3 páginasResonant Excitation of Coherent Cerenkov Radiation in Dielectric Lined WaveguidesParticle Beam Physics LabAinda não há avaliações
- Grade Three U3l2Documento84 páginasGrade Three U3l2Mohamed ElsisyAinda não há avaliações
- Further Investigations of Glucose-6-Phosphate Dehy PDFDocumento7 páginasFurther Investigations of Glucose-6-Phosphate Dehy PDFrabin1994Ainda não há avaliações
- A Descriptive-Comparative StudyDocumento32 páginasA Descriptive-Comparative StudyJanelle DionisioAinda não há avaliações
- Question QP MCQ A BDocumento60 páginasQuestion QP MCQ A BPrashant JhaAinda não há avaliações
- Direct Method (Education) : Navigation SearchDocumento5 páginasDirect Method (Education) : Navigation Searcheisha_91Ainda não há avaliações
- Syntax 1Documento35 páginasSyntax 1galcarolina722202100% (1)
- Preview ISO+15613-2004Documento6 páginasPreview ISO+15613-2004Brijith0% (1)
- Catalogue Maltep en PDFDocumento88 páginasCatalogue Maltep en PDFStansilous Tatenda NyagomoAinda não há avaliações
- Transform Your Appraisal Management Process: Time-Saving. User-Friendly. Process ImprovementDocumento10 páginasTransform Your Appraisal Management Process: Time-Saving. User-Friendly. Process ImprovementColby EvansAinda não há avaliações
- Triple Net Lease Research Report by The Boulder GroupDocumento2 páginasTriple Net Lease Research Report by The Boulder GroupnetleaseAinda não há avaliações
- 띵동 엄마 영어 소책자 (Day1~30)Documento33 páginas띵동 엄마 영어 소책자 (Day1~30)Thu Hằng PhạmAinda não há avaliações
- KodalyDocumento11 páginasKodalySally Di Martino100% (3)
- Icecream ScienceDocumento6 páginasIcecream ScienceAnurag GoelAinda não há avaliações
- Death and Dying: Presented by Dr. Judith SugayDocumento21 páginasDeath and Dying: Presented by Dr. Judith SugayMichelle HutamaresAinda não há avaliações
- 2016 Biology CheckpointDocumento14 páginas2016 Biology CheckpointNicholas Leong100% (1)
- BZU Ad 31 12 12Documento15 páginasBZU Ad 31 12 12Saleem MirraniAinda não há avaliações
- Frugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiDocumento9 páginasFrugal Innovation in Developed Markets - Adaption o - 2020 - Journal of InnovatiGisselle RomeroAinda não há avaliações
- Micro Fibra Sintetica at 06-MapeiDocumento2 páginasMicro Fibra Sintetica at 06-MapeiSergio GonzalezAinda não há avaliações
- Delos Reyes Preliminary ExamDocumento7 páginasDelos Reyes Preliminary ExamJp Delos ReyesAinda não há avaliações
- Tectos Falsos Stretch Caracteristicas TecnicasDocumento37 páginasTectos Falsos Stretch Caracteristicas TecnicasVadymAinda não há avaliações
- Suite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 PréludeDocumento7 páginasSuite 1 For Cello Solo For BB (Bass) Clarinet: Johann Sebastian Bach BWV 1007 Préludewolfgangerl2100% (1)
- French Art of Not Giving A F-CK Chapter SamplerDocumento19 páginasFrench Art of Not Giving A F-CK Chapter SamplerAllen & UnwinAinda não há avaliações