Você também pode gostar
- 304 289Documento12 páginas304 289Antonio SilvaAinda não há avaliações
- Acabamento SuperficialDocumento6 páginasAcabamento SuperficialAntonio SilvaAinda não há avaliações
- 2021 PM3 03 Suportes e MáquinasDocumento16 páginas2021 PM3 03 Suportes e MáquinasAntonio SilvaAinda não há avaliações
- Aula 05 Ensaios MecânicosDocumento55 páginasAula 05 Ensaios MecânicosNevePassiAinda não há avaliações
- Exercicio RugosidadeDocumento1 páginaExercicio RugosidadeAntonio SilvaAinda não há avaliações
- Tecnologia Dos Dispositivos PDFDocumento75 páginasTecnologia Dos Dispositivos PDFMarlonPriscoAinda não há avaliações
- Geo Geral 08Documento8 páginasGeo Geral 08Antonio SilvaAinda não há avaliações
- 000665988Documento265 páginas000665988Antonio SilvaAinda não há avaliações
- Geo Geral 11Documento5 páginasGeo Geral 11Antonio SilvaAinda não há avaliações
- Usinagem Dos Fusos de EsferaDocumento1 páginaUsinagem Dos Fusos de EsferaAntonio SilvaAinda não há avaliações
- Teoria de Erros 5Documento23 páginasTeoria de Erros 5Antonio SilvaAinda não há avaliações
- RUSOSIDADEDocumento17 páginasRUSOSIDADEmsarcinelliAinda não há avaliações
- V 56 N 337 A 10Documento9 páginasV 56 N 337 A 10Antonio SilvaAinda não há avaliações
- TeoriaDeETeoriaDeErros6 Pptrros6Documento24 páginasTeoriaDeETeoriaDeErros6 Pptrros6Antonio SilvaAinda não há avaliações
- V 7 N 4 A 05Documento8 páginasV 7 N 4 A 05Antonio SilvaAinda não há avaliações
- Análise Da Aplicação Do Mapeamento Do Fluxo de Valor Na Identificação de Desperdícios Do Processo de Desenvolvimento de ProdutosDocumento13 páginasAnálise Da Aplicação Do Mapeamento Do Fluxo de Valor Na Identificação de Desperdícios Do Processo de Desenvolvimento de ProdutosAntonio SilvaAinda não há avaliações
- Catálogo Parker O RingDocumento107 páginasCatálogo Parker O Ringrjfreitas2Ainda não há avaliações
- Metrologia - RugosidadeDocumento20 páginasMetrologia - Rugosidadesifarne100% (3)
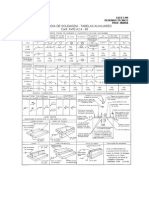
- Simbologia de Soldagem Tab AuxDocumento2 páginasSimbologia de Soldagem Tab AuxAntonio SilvaAinda não há avaliações
- Catalago Cestalto CompletoDocumento29 páginasCatalago Cestalto Completoajb_nguessanAinda não há avaliações
- Rugosidade Exercicios Teoricos1Documento1 páginaRugosidade Exercicios Teoricos1Diego CorradiAinda não há avaliações
- RugosidadeDocumento5 páginasRugosidadeAntonio SilvaAinda não há avaliações
- Anel Elástico DIN-471 (Eixo)Documento3 páginasAnel Elástico DIN-471 (Eixo)grzanga0% (1)
- Apostila de Desenho Mecanico LibreDocumento216 páginasApostila de Desenho Mecanico LibreAntonio SilvaAinda não há avaliações
- Aula 18 - RugosidadeDocumento8 páginasAula 18 - RugosidadeDouglas Gomes100% (3)
- GD&TDocumento10 páginasGD&TPedro_csAinda não há avaliações
- Duc 7 - Dispositivos em Usinagem Rev ADocumento42 páginasDuc 7 - Dispositivos em Usinagem Rev AAntonio Silva0% (1)
- Ak23 R200F6FN1.8 G20 LinixDocumento5 páginasAk23 R200F6FN1.8 G20 LinixAntonio SilvaAinda não há avaliações
- Apostila MetrologiaDocumento72 páginasApostila Metrologiarsantos3560% (1)
- Estatística 3o anoDocumento8 páginasEstatística 3o anoKayla MuniqueAinda não há avaliações
- Probabilidade e estatísticaDocumento8 páginasProbabilidade e estatísticagustavo0% (1)
- Controle de Processo: Plano, Cartas e CEP emDocumento43 páginasControle de Processo: Plano, Cartas e CEP emGilson SilveiraAinda não há avaliações
- 90-Article Text-188-1-10-20120308Documento10 páginas90-Article Text-188-1-10-20120308Lucas Eduardo de FreitasAinda não há avaliações
- Calibração, ajuste e regulagem de instrumentosDocumento4 páginasCalibração, ajuste e regulagem de instrumentosDenise PereiraAinda não há avaliações
- Notas de Aula de Probabilidade e EstatisticaDocumento25 páginasNotas de Aula de Probabilidade e EstatisticaJoao Guilherme Braga da SilvaAinda não há avaliações
- Paquímetro e MecrometroDocumento9 páginasPaquímetro e MecrometroPabloCoutinhoAinda não há avaliações
- Estat Ambiental 2008Documento56 páginasEstat Ambiental 2008agliardi100% (1)
- Análise Comparativa de Sensibilidade entre Curvas de CalibraçãoDocumento16 páginasAnálise Comparativa de Sensibilidade entre Curvas de CalibraçãoBrenda MariaAinda não há avaliações
- Qualidade Willian KellerDocumento2 páginasQualidade Willian KellerWillian KellerAinda não há avaliações
- Teste Intermédio de Matemática B - Pontuação por problemas resolvidosDocumento10 páginasTeste Intermédio de Matemática B - Pontuação por problemas resolvidosMarcio ChristoAinda não há avaliações
- Bibliotecas Python Análise DadosDocumento6 páginasBibliotecas Python Análise DadosErica BomfimAinda não há avaliações
- Gestão Financeira: Risco e Retorno na UEMDocumento3 páginasGestão Financeira: Risco e Retorno na UEMLourenço LangaAinda não há avaliações
- Unidade 3Documento22 páginasUnidade 3CRISTINA LAVECHIAAinda não há avaliações
- Meta 46Documento72 páginasMeta 46Cyda Do ÓAinda não há avaliações
- List Finanças RiscosDocumento3 páginasList Finanças RiscosRenan GomesAinda não há avaliações
- ApostilaDocumento67 páginasApostilasherlockholmes2Ainda não há avaliações
- TCU 2018 Orientações para AmostragemDocumento89 páginasTCU 2018 Orientações para AmostragemPetroniosAinda não há avaliações
- Lista NormalDocumento4 páginasLista NormalAndre JuniorAinda não há avaliações
- Crescimento de Espécies Nativas Da Amazônia Submetidas Ao Plantio No Estado de RoraimaDocumento8 páginasCrescimento de Espécies Nativas Da Amazônia Submetidas Ao Plantio No Estado de RoraimaRodrigo StambergAinda não há avaliações
- Exercícios de Média, Moda e MedianaDocumento1 páginaExercícios de Média, Moda e Medianaanasophialuciano01Ainda não há avaliações
- Relatório Prática1 InstrumentacaoooDocumento10 páginasRelatório Prática1 InstrumentacaoooBruno RenanAinda não há avaliações
- Sensor de ChuvaDocumento50 páginasSensor de ChuvaJose Marcelo Nascimento FiscinaAinda não há avaliações
- GRA1582 - Estatística e Probabilidade Aplicada (Prova)Documento6 páginasGRA1582 - Estatística e Probabilidade Aplicada (Prova)Lukas Hoskem CoutinhoAinda não há avaliações
- Aula 12 Probabilidade e EstatísticaDocumento8 páginasAula 12 Probabilidade e EstatísticaSthefanie Monica0% (1)
- Manual de Hidrologia DNITDocumento137 páginasManual de Hidrologia DNITEduardo GarciaAinda não há avaliações
- Lista AvaliativaDocumento7 páginasLista AvaliativaJoanice Ferreira dos SantosAinda não há avaliações
- IPH 111 Hidráulica e Hidrologia Aplicadas: Exercícios de HidrologiaDocumento15 páginasIPH 111 Hidráulica e Hidrologia Aplicadas: Exercícios de HidrologiaHenrique Vieira83% (6)