Você também pode gostar
- Lifts-Opeartion Maintenance PDFDocumento40 páginasLifts-Opeartion Maintenance PDFaung kokoAinda não há avaliações
- Schindler Esc SafetyDocumento5 páginasSchindler Esc SafetySugiyantoAinda não há avaliações
- For HSE/LA Use Only: Lifts GuidelinesDocumento88 páginasFor HSE/LA Use Only: Lifts GuidelinesjoeybaffAinda não há avaliações
- SAFed Tests PDFDocumento88 páginasSAFed Tests PDFDanAinda não há avaliações
- Simplicity Series Minivator 1000/2000Documento24 páginasSimplicity Series Minivator 1000/2000Mitch Knapp100% (1)
- Iastar Door DriveDocumento75 páginasIastar Door DriveSyed iliyasAinda não há avaliações
- Installation and Operating Instructions Overspeed Governor Type 7/8/9Documento16 páginasInstallation and Operating Instructions Overspeed Governor Type 7/8/9RuiAinda não há avaliações
- 42-02-G004 B4 Motion GroupDocumento86 páginas42-02-G004 B4 Motion GroupElputoAmo XDAinda não há avaliações
- Elevator C5000 ManualDocumento13 páginasElevator C5000 ManualAlejandro Gonzalez GonzalezAinda não há avaliações
- Effect of Textile Industry On Health FinalDocumento2 páginasEffect of Textile Industry On Health FinalSudhir Jain100% (1)
- Icontrol DC Aug 08 Rel 42-02-7222 B7Documento788 páginasIcontrol DC Aug 08 Rel 42-02-7222 B7ElputoAmo XDAinda não há avaliações
- Passenger Elevator (Compact Machine Room System) Series-IP/AP Version2 Series-IPDocumento13 páginasPassenger Elevator (Compact Machine Room System) Series-IP/AP Version2 Series-IPyounesAinda não há avaliações
- Light Curtain Guide For ElevatorsDocumento10 páginasLight Curtain Guide For ElevatorsFERNSAinda não há avaliações
- BS7255 Liftowners Guide PDFDocumento5 páginasBS7255 Liftowners Guide PDFAngelo Franklin0% (1)
- 3300ap Schindler Elevators in GhanaDocumento16 páginas3300ap Schindler Elevators in GhanaYILMA SEMUAinda não há avaliações
- Job Entry: Project Number: Job Reference: Job Title: Job Date: Loca OnDocumento2 páginasJob Entry: Project Number: Job Reference: Job Title: Job Date: Loca OneduardoAinda não há avaliações
- F5 Elevator Drive Manual - V1.72Documento180 páginasF5 Elevator Drive Manual - V1.72Hongquan SuAinda não há avaliações
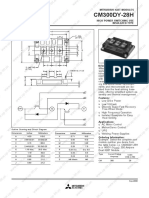
- Mitsubishi IGBT CM300DY-28HDocumento4 páginasMitsubishi IGBT CM300DY-28HRaul Gutierrez100% (1)
- Sidoor At40Documento153 páginasSidoor At40Daniel AlcoverroAinda não há avaliações
- Primus Iron MachineDocumento67 páginasPrimus Iron MachineKonstantinos Politis100% (1)
- V01 Genesis Hardware Manual-1Documento46 páginasV01 Genesis Hardware Manual-1emartemm1503Ainda não há avaliações
- SavariaDocumento14 páginasSavariaJenny QuachAinda não há avaliações
- 10 Most Common Violations On Elevator Inspections 4-23-07Documento2 páginas10 Most Common Violations On Elevator Inspections 4-23-07Shiva RajAinda não há avaliações
- CDM Iso Elevator FixDocumento5 páginasCDM Iso Elevator FixbertzmAinda não há avaliações
- MUSE ED Elevator: Installation ManualDocumento25 páginasMUSE ED Elevator: Installation ManualMoises PerelloAinda não há avaliações
- AM-1220017 en C1 Main 092642 230801 061817Documento206 páginasAM-1220017 en C1 Main 092642 230801 061817BagwisAinda não há avaliações
- Installation Method Statement (Scaffoldless)Documento10 páginasInstallation Method Statement (Scaffoldless)faizbukhari100% (1)
- Designing Hydraulic Elevators PDFDocumento73 páginasDesigning Hydraulic Elevators PDFFelipeVelasquezZapataAinda não há avaliações
- Product GuideDocumento13 páginasProduct Guidemaria paulaAinda não há avaliações
- Electrically Heated Utility Table With Boiler and Suction UnitDocumento1 páginaElectrically Heated Utility Table With Boiler and Suction UnitSami Moqbel100% (1)
- Elevator Intercom Installation Guide 984 0012FS FULL SIZE R111407Documento11 páginasElevator Intercom Installation Guide 984 0012FS FULL SIZE R111407asibrahimAinda não há avaliações
- Thyssenkrupp Elevator Safety Guidelines - FEDILDocumento2 páginasThyssenkrupp Elevator Safety Guidelines - FEDILsacomani_123Ainda não há avaliações
- ECD-2010 UM RevAocrDocumento66 páginasECD-2010 UM RevAocrsAinda não há avaliações
- HKGJCHFT 46576584 DFGDocumento38 páginasHKGJCHFT 46576584 DFGBALACHANDAR SAinda não há avaliações
- Guide D'Utilisation: Operating ManualDocumento16 páginasGuide D'Utilisation: Operating ManualnameAinda não há avaliações
- PM 7 000338 en 01Documento30 páginasPM 7 000338 en 01Anonymous N57sCcpiAinda não há avaliações
- Simplex Lift Unit 7 Floors 1000 KGDocumento4 páginasSimplex Lift Unit 7 Floors 1000 KGeliasAinda não há avaliações
- Method Statement: Work ProcedureDocumento2 páginasMethod Statement: Work ProcedureChaima100% (1)
- 100-170 ManualDocumento59 páginas100-170 ManualReza KühnAinda não há avaliações
- Installation Manual Omega 2016Documento50 páginasInstallation Manual Omega 2016Elton GomesAinda não há avaliações
- Blank - Gold Maintenance Contract India PDFDocumento5 páginasBlank - Gold Maintenance Contract India PDFJaganath PaniAinda não há avaliações
- PLC Based Elevator Control System-1Documento26 páginasPLC Based Elevator Control System-1Belete GetachewAinda não há avaliações
- FC 3000s PDFDocumento60 páginasFC 3000s PDFAgnelo FernandesAinda não há avaliações
- ElevatorsDocumento6 páginasElevatorssenthilAinda não há avaliações
- SIEPC80000045C SigmaV User Manual Design Maintenance Rotational MotorDocumento402 páginasSIEPC80000045C SigmaV User Manual Design Maintenance Rotational MotorNguyễn Hữu Tuân100% (1)
- Skycom ManualDocumento62 páginasSkycom ManualDanAinda não há avaliações
- MUSE ED Elevator: Installation ManualDocumento6 páginasMUSE ED Elevator: Installation ManualMoises PerelloAinda não há avaliações
- EscalatorsDocumento9 páginasEscalatorsOdetteGenovaAinda não há avaliações
- Escalators, Travellators and EscalatorsDocumento9 páginasEscalators, Travellators and EscalatorsSadiya SameeraAinda não há avaliações
- Year Full Load Test Elevator Contractor SOWDocumento2 páginasYear Full Load Test Elevator Contractor SOWJoseAinda não há avaliações
- Installation Project Kone 3000 Minispace: GeneralDocumento7 páginasInstallation Project Kone 3000 Minispace: Generalmanuel changAinda não há avaliações
- Elevator Modernization Case Study PDFDocumento22 páginasElevator Modernization Case Study PDFAnwar PariyarathAinda não há avaliações
- Escalator Step Installation and Maintenance: Course 210Documento12 páginasEscalator Step Installation and Maintenance: Course 210Camcad CncAinda não há avaliações
- HSVF HSVF HSVF HSVF Adjustment Manual Adjustment Manual Adjustment Manual Adjustment ManualDocumento20 páginasHSVF HSVF HSVF HSVF Adjustment Manual Adjustment Manual Adjustment Manual Adjustment ManualJesús David Diaz MontesAinda não há avaliações
- 100-173 ManualDocumento65 páginas100-173 ManualReza KühnAinda não há avaliações
- DrakaTechTipNo.1 CompensatingChain PDFDocumento2 páginasDrakaTechTipNo.1 CompensatingChain PDFKar Keong LewAinda não há avaliações
- Digital VVVF Synchronized Door Operator Installation InstructionDocumento26 páginasDigital VVVF Synchronized Door Operator Installation InstructionYing Dang100% (1)
- EE313Documento3 páginasEE313Jean Luis Saviñón100% (1)
- 3 - RCM - An Intro To RCM by Ali Reza ManiDocumento35 páginas3 - RCM - An Intro To RCM by Ali Reza ManiJerome LIKIBIAinda não há avaliações
- Safedesign: Machine Risk Assessment: Insert Photo HereDocumento48 páginasSafedesign: Machine Risk Assessment: Insert Photo HereAli ÖzgençAinda não há avaliações
- World Insurance Report 2017Documento36 páginasWorld Insurance Report 2017deolah06Ainda não há avaliações
- Implementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorDocumento11 páginasImplementation of E-Governance To Improve The Civil Administration Service Quality in Public SectorChristie YohanaAinda não há avaliações
- Hidrl1 PDFDocumento7 páginasHidrl1 PDFRajesh Kumar100% (1)
- Webinar Gizi - Patho StuntingDocumento16 páginasWebinar Gizi - Patho StuntingMiftahul HikmahAinda não há avaliações
- Buried PipelinesDocumento93 páginasBuried PipelinesVasant Kumar VarmaAinda não há avaliações
- Interlocking Block TechnologyDocumento15 páginasInterlocking Block TechnologyChaula Trivedi100% (5)
- Chapter - I Introduction and Design of The StudyDocumento72 páginasChapter - I Introduction and Design of The StudyramAinda não há avaliações
- 2014 - A - Levels Actual Grade A Essay by Harvey LeeDocumento3 páginas2014 - A - Levels Actual Grade A Essay by Harvey Leecherylhzy100% (1)
- Out PDFDocumento211 páginasOut PDFAbraham RojasAinda não há avaliações
- An Evaluation of MGNREGA in SikkimDocumento7 páginasAn Evaluation of MGNREGA in SikkimBittu SubbaAinda não há avaliações
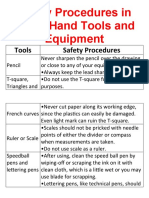
- Safety Procedures in Using Hand Tools and EquipmentDocumento12 páginasSafety Procedures in Using Hand Tools and EquipmentJan IcejimenezAinda não há avaliações
- The cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayDocumento7 páginasThe cardioprotective effect of astaxanthin against isoprenaline-induced myocardial injury in rats: involvement of TLR4/NF-κB signaling pathwayMennatallah AliAinda não há avaliações
- Patrick Meyer Reliability Understanding Statistics 2010Documento160 páginasPatrick Meyer Reliability Understanding Statistics 2010jcgueinj100% (1)
- Pg2022 ResultDocumento86 páginasPg2022 ResultkapilAinda não há avaliações
- Escaner Electromagnético de Faja Transportadora-Steel SPECTDocumento85 páginasEscaner Electromagnético de Faja Transportadora-Steel SPECTEdwin Alfredo Eche QuirozAinda não há avaliações
- Intellirent 2009 CatalogDocumento68 páginasIntellirent 2009 Catalograza239Ainda não há avaliações
- My Mother at 66Documento6 páginasMy Mother at 66AnjanaAinda não há avaliações
- Test 51Documento7 páginasTest 51Nguyễn Hiền Giang AnhAinda não há avaliações
- Presentation About GyroscopesDocumento24 páginasPresentation About GyroscopesgeenjunkmailAinda não há avaliações
- SweetenersDocumento23 páginasSweetenersNur AfifahAinda não há avaliações
- Week 4 - Theoretical Framework - LectureDocumento13 páginasWeek 4 - Theoretical Framework - LectureRayan Al-ShibliAinda não há avaliações
- WAQF Podium Design Presentation 16 April 2018Documento23 páginasWAQF Podium Design Presentation 16 April 2018hoodqy99Ainda não há avaliações
- Assignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Documento2 páginasAssignment of Chemistry For B.sc-B.ed First Semester Session 2019-2023-1Payal sahaAinda não há avaliações
- Continue Practice Exam Test Questions Part 1 of The SeriesDocumento7 páginasContinue Practice Exam Test Questions Part 1 of The SeriesKenn Earl Bringino VillanuevaAinda não há avaliações
- Lecture2 GranulopoiesisDocumento9 páginasLecture2 GranulopoiesisAfifa Prima GittaAinda não há avaliações
- Illustrating An Experiment, Outcome, Sample Space and EventDocumento9 páginasIllustrating An Experiment, Outcome, Sample Space and EventMarielle MunarAinda não há avaliações
- Business Plan in BDDocumento48 páginasBusiness Plan in BDNasir Hossen100% (1)
- Physics Blue Print 1 Class XI Half Yearly 23Documento1 páginaPhysics Blue Print 1 Class XI Half Yearly 23Nilima Aparajita SahuAinda não há avaliações
- Lamentation of The Old Pensioner FinalDocumento17 páginasLamentation of The Old Pensioner FinalRahulAinda não há avaliações
- PDFDocumento10 páginasPDFerbariumAinda não há avaliações