Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Alloy-Steel and Stainless Steel Bolting Materials For Low-Temperature ServiceDocumento8 páginasAlloy-Steel and Stainless Steel Bolting Materials For Low-Temperature Servicesharon blushteinAinda não há avaliações
- A234a234m 15Documento9 páginasA234a234m 15Dasa HaryuwibawaAinda não há avaliações
- Metallurgy Project (AutoRecovered)Documento27 páginasMetallurgy Project (AutoRecovered)ziadAinda não há avaliações
- Carbon Steels: SL - Nr. Description Material Chemical Composition UTS Yield Strength Heat TreatmentDocumento10 páginasCarbon Steels: SL - Nr. Description Material Chemical Composition UTS Yield Strength Heat TreatmentRamalingam PrabhakaranAinda não há avaliações
- Chain Maille ProjectsDocumento16 páginasChain Maille Projectsmahira_tippu75% (4)
- Weld Schedule For 135 TPH CFBC UltratechDocumento4 páginasWeld Schedule For 135 TPH CFBC Ultratechpulakjaiswal85Ainda não há avaliações
- Exhibitors at GifaDocumento108 páginasExhibitors at GifaAnonymous hQ0bP5Fg8IAinda não há avaliações
- Pre-Feasibility Report: ApplicantDocumento24 páginasPre-Feasibility Report: ApplicantLubilo MateAinda não há avaliações
- Manufacturing Management (Individual Assignment)Documento21 páginasManufacturing Management (Individual Assignment)MICHELLE LEONG CHUI YINGAinda não há avaliações
- Ras Markaz Crude Oil Park Project (Phase1)Documento45 páginasRas Markaz Crude Oil Park Project (Phase1)ANIL PLAMOOTTILAinda não há avaliações
- GW ConnectorsDocumento12 páginasGW ConnectorsCristian CarreraAinda não há avaliações
- Furnace Linings Ferrous 01Documento12 páginasFurnace Linings Ferrous 01Jennifer Nicky Shaker100% (1)
- C649Documento18 páginasC649Gato SesaAinda não há avaliações
- Asme CCase 2063-3Documento2 páginasAsme CCase 2063-3ADAMJSRAOAinda não há avaliações
- Material Data Sheet: Casting Material: Carbon Steel GS60 DIN 1681: GS-60 Cast SteelDocumento3 páginasMaterial Data Sheet: Casting Material: Carbon Steel GS60 DIN 1681: GS-60 Cast SteelShailesh BhanushaliAinda não há avaliações
- Section 05505 METAL FABRICATIONS PDFDocumento13 páginasSection 05505 METAL FABRICATIONS PDFIm ChinithAinda não há avaliações
- Pak Steel August 2022 Price - ListDocumento5 páginasPak Steel August 2022 Price - ListAshraf AliAinda não há avaliações
- Muhammad Ihsan-Ul-Haq Gold Medalist 64 Minet DriveDocumento3 páginasMuhammad Ihsan-Ul-Haq Gold Medalist 64 Minet DriveMuhammadIIhsanAinda não há avaliações
- Astm G 28 - 97 - Rzi4lvjfraDocumento9 páginasAstm G 28 - 97 - Rzi4lvjfraSamuel EduardoAinda não há avaliações
- 00092021005MMDocumento2 páginas00092021005MMAMARENDRA SIAinda não há avaliações
- Types and Overview of Aluminum Alloy Temper SymbolsDocumento1 páginaTypes and Overview of Aluminum Alloy Temper SymbolsPrakashAinda não há avaliações
- Astm A 449Documento7 páginasAstm A 449Sasan AbbasiAinda não há avaliações
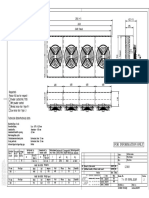
- 2430 295 423 U 5 100 Max 2565 U 5 2400 FinnedDocumento1 página2430 295 423 U 5 100 Max 2565 U 5 2400 Finnedignatius domenicoAinda não há avaliações
- Carburizing Microstructures and PropertiesDocumento9 páginasCarburizing Microstructures and PropertiesCarlos LaoAinda não há avaliações
- Aluminium and CorrosionDocumento12 páginasAluminium and CorrosionMehman NasibovAinda não há avaliações
- How To Check The Quality of SMAW Electrodes Before FabricationDocumento3 páginasHow To Check The Quality of SMAW Electrodes Before FabricationAlhaji Aliyu AbdullahiAinda não há avaliações
- Sandvik EbookDocumento36 páginasSandvik EbookvivianeAinda não há avaliações
- Fast drying epoxy coating for steel and other surfacesDocumento1 páginaFast drying epoxy coating for steel and other surfacesGunjan GaganAinda não há avaliações
- Ioannis Metsios - Powerlase, Faster Removal of Corrosion and CoatingsDocumento20 páginasIoannis Metsios - Powerlase, Faster Removal of Corrosion and CoatingsIoannis MetsiosAinda não há avaliações
- API RP 577 Welding Inspection GuideDocumento34 páginasAPI RP 577 Welding Inspection GuideNelson Bernardes100% (1)