Você também pode gostar
- Reverse Engineering Cheat SheetDocumento1 páginaReverse Engineering Cheat Sheetalfredhitchcock_007100% (2)
- Life Assessment of Steam Reformer Catalyst Tube PDFDocumento14 páginasLife Assessment of Steam Reformer Catalyst Tube PDFArjed Ali Shaikh0% (1)
- Non-Destructive Testing For Plant Life AssessmentDocumento68 páginasNon-Destructive Testing For Plant Life AssessmentKhalid M. Hafez100% (3)
- Challenges of Welding of Catalyst TubesDocumento16 páginasChallenges of Welding of Catalyst TubesTravis SkinnerAinda não há avaliações
- Creative Computing v06 n12 1980 DecemberDocumento232 páginasCreative Computing v06 n12 1980 Decemberdarkstar314Ainda não há avaliações
- Heater Tube Life ManagementDocumento19 páginasHeater Tube Life ManagementWeniton Oliveira100% (1)
- Design of Circular ShaftDocumento7 páginasDesign of Circular Shaftจอม อรรฐาเมศร์Ainda não há avaliações
- Tyfo Quick Guide Per ASME PCC-2Documento3 páginasTyfo Quick Guide Per ASME PCC-2GRANRICKYAinda não há avaliações
- Quantities Survey MethodsDocumento73 páginasQuantities Survey MethodsparvezAinda não há avaliações
- Superior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro RDocumento12 páginasSuperior Spun Cast Material For Steam Reformer Furnaces: Alloy Centralloy 4852 Micro Rvaratharajan g r100% (1)
- Reformer Furnaces - Material, Damage Mechanism and AssessmentDocumento21 páginasReformer Furnaces - Material, Damage Mechanism and AssessmentMuhammad Noor FadhliAinda não há avaliações
- Alloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryDocumento8 páginasAlloy Solutions To Metal Dusting Problems in The Chemical Processing IndustryGiuseppe Di RuoccoAinda não há avaliações
- Cracking of Alloy 800H Reformer RiserDocumento14 páginasCracking of Alloy 800H Reformer RiserTiah Nam Kuan100% (1)
- In-Service Condition Monitoring of Piping Systems in Power Plants Requirements and Advanced TechniquesDocumento13 páginasIn-Service Condition Monitoring of Piping Systems in Power Plants Requirements and Advanced Techniquesamirreza_eng3411Ainda não há avaliações
- Reformer TubeDocumento16 páginasReformer TubeAgus Tri Atmanto100% (1)
- Boiler Heat FluxDocumento8 páginasBoiler Heat FluxMubarik Ali100% (1)
- Unlock-B31.3 Process Piping Course - 10 Flexibility Analysis MethodsDocumento5 páginasUnlock-B31.3 Process Piping Course - 10 Flexibility Analysis MethodsProkopAinda não há avaliações
- Corrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentDocumento7 páginasCorrosion Failure Analysis of L485 Natural Gas Pipeline in CO2 EnvironmentRagerishcire KanaalaqAinda não há avaliações
- Reformer Tube Life EvaluationDocumento8 páginasReformer Tube Life EvaluationSubramanian CholaperumalAinda não há avaliações
- (Tech Insp) Inspection Techniques in Reformer FurnacesDocumento10 páginas(Tech Insp) Inspection Techniques in Reformer FurnacesruchiniranjanAinda não há avaliações
- Unlock-B31.3 Process Piping Course - 07 Layout and SupportDocumento15 páginasUnlock-B31.3 Process Piping Course - 07 Layout and SupportProkopAinda não há avaliações
- Ata 34 Navigation 2Documento69 páginasAta 34 Navigation 2omarmasaquizaAinda não há avaliações
- Reformer Tube Metal Insp MonitoringDocumento63 páginasReformer Tube Metal Insp MonitoringAbdul Rehman100% (1)
- Ped Pressure Equipment Certification PDFDocumento8 páginasPed Pressure Equipment Certification PDFProkopAinda não há avaliações
- Creep Failure of HP Modified Reformer TubeDocumento20 páginasCreep Failure of HP Modified Reformer Tubearaujo angel100% (1)
- Corrosion Damage in Waste Heat Boilers Major Root Causes and RemediationDocumento10 páginasCorrosion Damage in Waste Heat Boilers Major Root Causes and Remediationvaratharajan g rAinda não há avaliações
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngDocumento6 páginasSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rAinda não há avaliações
- Assessment Method of Reformer Tubes PDFDocumento10 páginasAssessment Method of Reformer Tubes PDFAndrea CalderaAinda não há avaliações
- Nipping of Reformer PigtailsDocumento12 páginasNipping of Reformer PigtailsVinh Do Thanh50% (2)
- Inspection & Expediting Training Record (J Voller - 1712)Documento22 páginasInspection & Expediting Training Record (J Voller - 1712)ProkopAinda não há avaliações
- GB-T 5137.1-2002 Test Methods of Safety Glazing Materials Used On Road Vehicles Part1 Mechanical Properties TestsDocumento14 páginasGB-T 5137.1-2002 Test Methods of Safety Glazing Materials Used On Road Vehicles Part1 Mechanical Properties TestsRandyzhuAinda não há avaliações
- Fired Heater Checklist FW PDFDocumento2 páginasFired Heater Checklist FW PDFMas Arman Tewo100% (2)
- Reformer Tube Life Assessment ThepetrostreetDocumento20 páginasReformer Tube Life Assessment Thepetrostreetksvvij100% (2)
- Inspection of An Atmospheric Ammonia Storage Tank at KHPC: AuthorsDocumento19 páginasInspection of An Atmospheric Ammonia Storage Tank at KHPC: Authorsfawad_kaz100% (1)
- Replacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0Documento12 páginasReplacement of Reformed Gas Waste Heat Boiler at Ammonia Plant... !!!!! X 0David PierreAinda não há avaliações
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesNo EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesAinda não há avaliações
- HRSG Water Chemistry Control OverviewDocumento5 páginasHRSG Water Chemistry Control OverviewRahul ChoubeyAinda não há avaliações
- Failure of Secondary Reformer RefractoryDocumento27 páginasFailure of Secondary Reformer RefractoryZeshanAinda não há avaliações
- Material Acceptance Certificate 106-17Documento2 páginasMaterial Acceptance Certificate 106-17ProkopAinda não há avaliações
- Boiler Operation ManualDocumento21 páginasBoiler Operation ManualJaime Andrés FigueroaAinda não há avaliações
- Experiences With 2.25Cr-1Mo-Steel Equipment in The Ammonia Synthesis Loop After 30 Years in ServiceDocumento10 páginasExperiences With 2.25Cr-1Mo-Steel Equipment in The Ammonia Synthesis Loop After 30 Years in ServiceGrootAinda não há avaliações
- Failure Avoidance Brief: Estimating Heater Tube Life: FeatureDocumento3 páginasFailure Avoidance Brief: Estimating Heater Tube Life: Featureriza9847Ainda não há avaliações
- Corrosion Failures - Inspection in HRSGDocumento12 páginasCorrosion Failures - Inspection in HRSGOwais Malik100% (1)
- Number Patterns and SequencesDocumento10 páginasNumber Patterns and SequencesMohamed Hawash80% (5)
- 1RF Tube Failure PDFDocumento8 páginas1RF Tube Failure PDFMd. Imran HossainAinda não há avaliações
- Day 3 Polygons Lesson PlanDocumento6 páginasDay 3 Polygons Lesson PlanBA RTAinda não há avaliações
- Failure of 110 Bar WHB's Due To Poor Quality Boiler Feed WaterDocumento9 páginasFailure of 110 Bar WHB's Due To Poor Quality Boiler Feed Watervaratharajan g rAinda não há avaliações
- Survey of Worldwide Experience With Metal DustingDocumento12 páginasSurvey of Worldwide Experience With Metal Dustingsoubhadra nag100% (1)
- Gbhe Secondary Reformers - Theory and Operation WSVDocumento32 páginasGbhe Secondary Reformers - Theory and Operation WSVJayant Swami100% (1)
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocumento4 páginasEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachRabah BrikaAinda não há avaliações
- Failure of Inner Shell of Double Walled Atmospheric Ammonia TankDocumento9 páginasFailure of Inner Shell of Double Walled Atmospheric Ammonia Tankvaratharajan g rAinda não há avaliações
- A Complete Analysis of Your Reformer-SynetixDocumento9 páginasA Complete Analysis of Your Reformer-SynetixhendraokasAinda não há avaliações
- Engineering 360 - Engineer's Guide To Boiler Tube InspectionsDocumento3 páginasEngineering 360 - Engineer's Guide To Boiler Tube InspectionsIsmal AdrianAinda não há avaliações
- API 571 Damage MechanismDocumento2 páginasAPI 571 Damage MechanismProkop50% (2)
- Reformer Component Management After An Overheating Incident That Resulted in Tube FailuresDocumento12 páginasReformer Component Management After An Overheating Incident That Resulted in Tube FailuresGrootAinda não há avaliações
- Six Sigma Methodology For Primary Reformer ReliabilityDocumento10 páginasSix Sigma Methodology For Primary Reformer ReliabilityGrootAinda não há avaliações
- Steam Reformer Design and ConstructionDocumento9 páginasSteam Reformer Design and ConstructionBaher Elsheikh89% (9)
- Failure of PigtailsDocumento32 páginasFailure of Pigtailsbarry nancoo100% (1)
- High Emissivity CoatingDocumento12 páginasHigh Emissivity CoatingĐoàn TrangAinda não há avaliações
- 5 IR Correction Program (CorrectIR)Documento21 páginas5 IR Correction Program (CorrectIR)barry nancoo100% (1)
- Reformer TubesDocumento16 páginasReformer TubesRajesh Johri100% (2)
- Integrity Management For ReformersDocumento21 páginasIntegrity Management For Reformersbarry nancoo100% (1)
- Enhanced Steam Reformer Tube Inspection and Remaining Life Assessment ApproachDocumento4 páginasEnhanced Steam Reformer Tube Inspection and Remaining Life Assessment Approachbigsteve9088Ainda não há avaliações
- P91 in Service ExperienceDocumento28 páginasP91 in Service ExperienceElias KapaAinda não há avaliações
- Waterside Scaling Deposition and Corrosion in Steam Generators PDFDocumento19 páginasWaterside Scaling Deposition and Corrosion in Steam Generators PDFking1qAinda não há avaliações
- Steam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsDocumento11 páginasSteam Boiler Inspections Using Remote Field Testing: by Mynor Celis, P.Eng, Russell NDE SystemsAnonymous lmCR3SkPrKAinda não há avaliações
- Materials For Reformer Furnace Tubes History of EvolutionDocumento7 páginasMaterials For Reformer Furnace Tubes History of EvolutionAPI100% (1)
- Boiler Performance & Technical Data JT-K13467-E01-0Documento15 páginasBoiler Performance & Technical Data JT-K13467-E01-0Puntanata Siagian0% (1)
- BoilerDocumento7 páginasBoilerXie ShjAinda não há avaliações
- ML 1015998765Documento42 páginasML 1015998765ডঃ শুভম চ্যাটার্জীAinda não há avaliações
- Asset Integrity Management A Complete Guide - 2020 EditionNo EverandAsset Integrity Management A Complete Guide - 2020 EditionAinda não há avaliações
- Proceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988No EverandProceedings of the Twelfth International Cryogenic Engineering Conference Southampton, UK, 12–15 July 1988R. G. ScurlockAinda não há avaliações
- Unlock-B31.3 Process Piping Course - 11 Designing With Expansion JointsDocumento15 páginasUnlock-B31.3 Process Piping Course - 11 Designing With Expansion JointsProkopAinda não há avaliações
- U Ims Quality AlertDocumento1 páginaU Ims Quality AlertProkopAinda não há avaliações
- Unlock-B31.3 Process Piping Course - 04 Pressure Design of MetalsDocumento22 páginasUnlock-B31.3 Process Piping Course - 04 Pressure Design of MetalsProkopAinda não há avaliações
- Training Schedule: ASME B30.2 & B30.10Documento1 páginaTraining Schedule: ASME B30.2 & B30.10ProkopAinda não há avaliações
- Unlock-B31.3 Process Piping Course - 02 Metallic Pipe & Fitting SelectionDocumento44 páginasUnlock-B31.3 Process Piping Course - 02 Metallic Pipe & Fitting SelectionProkopAinda não há avaliações
- BQM 1000 ISO9001 - 2008 - Eng - V6aDocumento28 páginasBQM 1000 ISO9001 - 2008 - Eng - V6aProkopAinda não há avaliações
- DOE/RL-92-36, Hanford Site Hoisting and Rigging Manual Chapter 5.0 - HOOKS August 7, 2009 Rev 1 Page 1Documento4 páginasDOE/RL-92-36, Hanford Site Hoisting and Rigging Manual Chapter 5.0 - HOOKS August 7, 2009 Rev 1 Page 1ProkopAinda não há avaliações
- 2016 Training Induction DayDocumento46 páginas2016 Training Induction DayProkopAinda não há avaliações
- Werknorm San0300.021 Shipping Instruction - Varias-Blöcke: 1. PurposeDocumento4 páginasWerknorm San0300.021 Shipping Instruction - Varias-Blöcke: 1. PurposeProkopAinda não há avaliações
- Disclosure To Promote The Right To InformationDocumento16 páginasDisclosure To Promote The Right To InformationProkopAinda não há avaliações
- Barcoill Hardness Test PDFDocumento2 páginasBarcoill Hardness Test PDFProkopAinda não há avaliações
- Intertek Group Annual Report and Accounts 2016 Corporate Governance Compliance StatusDocumento23 páginasIntertek Group Annual Report and Accounts 2016 Corporate Governance Compliance StatusProkopAinda não há avaliações
- Programming For Problem SolvingDocumento5 páginasProgramming For Problem SolvingAPOLLO Sem 4 I.T.Ainda não há avaliações
- Naca 4412Documento3 páginasNaca 4412Selva KumarAinda não há avaliações
- Chapter - Four Soil Permeability and SeepageDocumento19 páginasChapter - Four Soil Permeability and SeepageBefkadu KurtaileAinda não há avaliações
- BSCDocumento1 páginaBSCAbdirihmanAinda não há avaliações
- Unit 6 - EarthingDocumento26 páginasUnit 6 - Earthinggautam100% (1)
- Ruby On Rails 3 Cheat SheetDocumento7 páginasRuby On Rails 3 Cheat SheetJarosław MedwidAinda não há avaliações
- 06 DoniaDocumento12 páginas06 DoniaOmar ZazaAinda não há avaliações
- ELEMAGDocumento1 páginaELEMAGJasper BantulaAinda não há avaliações
- API ISCAN-LITE ScannerDocumento4 páginasAPI ISCAN-LITE Scannergrg_greAinda não há avaliações
- Assigment Comouter Science BSCDocumento3 páginasAssigment Comouter Science BSCutkarsh9978100% (1)
- Me (3) - 2Documento16 páginasMe (3) - 2aviralAinda não há avaliações
- Lec1 PDFDocumento12 páginasLec1 PDFtogarsAinda não há avaliações
- Backup Olt CodigoDocumento5 páginasBackup Olt CodigoCarlos GomezAinda não há avaliações
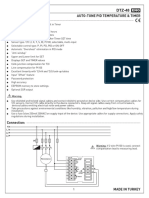
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Documento4 páginasAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20Ainda não há avaliações
- Magnetic Field of A SolenoidDocumento5 páginasMagnetic Field of A SolenoidKang Yuan ShingAinda não há avaliações
- Fluid Mech. 2Documento32 páginasFluid Mech. 2Leslie Owusu MensahAinda não há avaliações
- Odp-090r16bv 17KV PDFDocumento1 páginaOdp-090r16bv 17KV PDFAlberto LinaresAinda não há avaliações
- Fil Mur Filter FM Alt P61e5Documento23 páginasFil Mur Filter FM Alt P61e5ALlan ABiangAinda não há avaliações
- Geared Motors Power Distribution: V V V VDocumento2 páginasGeared Motors Power Distribution: V V V VShamim Ahsan ParvezAinda não há avaliações
- Strain STREMADocumento6 páginasStrain STREMAChavin StormAinda não há avaliações
- Introducing Small Basic-1 PDFDocumento69 páginasIntroducing Small Basic-1 PDFnilaAinda não há avaliações
- Betriebsanleitung SM-RI-X - Q-75 Rev2Documento65 páginasBetriebsanleitung SM-RI-X - Q-75 Rev2ABDULSALAMAinda não há avaliações