Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Quick Reference Guide AWS D1.1Documento11 páginasQuick Reference Guide AWS D1.1rodcavicchioni83% (6)
- Welding Process SeminarDocumento14 páginasWelding Process Seminartemporary hAinda não há avaliações
- Welder Qualification PDFDocumento7 páginasWelder Qualification PDFnarutothunderjet216Ainda não há avaliações
- 3rd Quarter Exam For SMAWDocumento3 páginas3rd Quarter Exam For SMAWalvin madahan100% (1)
- WPS and PQR of GMAWDocumento8 páginasWPS and PQR of GMAW魏利强Ainda não há avaliações
- PJU H 9mtr Tunggal PDFDocumento1 páginaPJU H 9mtr Tunggal PDFbgan29Ainda não há avaliações
- WPS Sitelca S002Documento2 páginasWPS Sitelca S002Jose Antonio GomezAinda não há avaliações
- TopCorbelco - WPS FCAW Sa 516 GR 70Documento6 páginasTopCorbelco - WPS FCAW Sa 516 GR 70miltonangulomorrisAinda não há avaliações
- Prequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Documento2 páginasPrequalified Welding Procedure Spesification (WPSS) : (Semiautomatics, Mechanized, Etc)Nuril VS theWorldAinda não há avaliações
- WPS - Welding Instruction - FUCHSDocumento23 páginasWPS - Welding Instruction - FUCHSShanoor AS100% (1)
- Wi Cswip 3.1 Part 11Documento4 páginasWi Cswip 3.1 Part 11Ramakrishnan AmbiSubbiah100% (1)
- How Electric Heaters Help To Decarbonize RefineryDocumento5 páginasHow Electric Heaters Help To Decarbonize RefineryTS WongAinda não há avaliações
- Panasonic Servisni Manual SXC 9-12 KWDocumento136 páginasPanasonic Servisni Manual SXC 9-12 KWzimroviAinda não há avaliações
- BPVC Ix qw-483 PDFDocumento2 páginasBPVC Ix qw-483 PDFazizAinda não há avaliações
- December 2013 Registry of Competent Worker of Sultan Kudarat ProvinceDocumento24 páginasDecember 2013 Registry of Competent Worker of Sultan Kudarat Provincetesdaro12Ainda não há avaliações
- 02 0TT em 1100 BM018 - 00Documento1 página02 0TT em 1100 BM018 - 00maazouz radouaneAinda não há avaliações
- Groen SSB-5E/EF SteamerDocumento2 páginasGroen SSB-5E/EF Steamerwsfc-ebayAinda não há avaliações
- Welding 2 PDFDocumento7 páginasWelding 2 PDFEslAinda não há avaliações
- Teaching of ASME IX Code To Students of GTAW, GMAW/FCAW, SMAW and SAW Welding ProcessesDocumento5 páginasTeaching of ASME IX Code To Students of GTAW, GMAW/FCAW, SMAW and SAW Welding ProcessesConnie RodriguezAinda não há avaliações
- ME 131 Lec 11.0 Fundamentals of JoiningDocumento23 páginasME 131 Lec 11.0 Fundamentals of JoiningRainier Gemuel TomAinda não há avaliações
- Rheem Air Handler RHSLDocumento20 páginasRheem Air Handler RHSLNationalAirWarehouseAinda não há avaliações
- Handbook - Calculations 4 PDFDocumento1 páginaHandbook - Calculations 4 PDFSmith SivaAinda não há avaliações
- Profi Line ProductsDocumento52 páginasProfi Line Productsbuzdu85Ainda não há avaliações
- Technical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentDocumento9 páginasTechnical English Project: Saad Dahlab University of Blida 1 Faculty of Technology Mechanics DepartmentRyad GuiraAinda não há avaliações
- Multi-Split Mitsibishi Manual TecnicoDocumento144 páginasMulti-Split Mitsibishi Manual TecnicoRaül Farré CanteroAinda não há avaliações
- Welding Processes: Production Technology EDPT 201 A. Prof. Dr. Yasser FouadDocumento37 páginasWelding Processes: Production Technology EDPT 201 A. Prof. Dr. Yasser FouadAhmad OmarAinda não há avaliações
- (Kashif Hasnain) - Lab Report # 1 - SMAW WeldingDocumento4 páginas(Kashif Hasnain) - Lab Report # 1 - SMAW WeldingAbrar HassanAinda não há avaliações
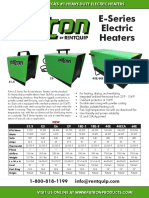
- E-Series Electric Heaters: E1.5 E9 40E/60EDocumento2 páginasE-Series Electric Heaters: E1.5 E9 40E/60ERahim BuxAinda não há avaliações
- Solid State Welding ProcessDocumento17 páginasSolid State Welding ProcessRathnakrajaAinda não há avaliações
- Field Welding Section 12.1Documento23 páginasField Welding Section 12.1parmindersinAinda não há avaliações