Você também pode gostar
- Research AssignmentDocumento6 páginasResearch AssignmentAthiyo MartinAinda não há avaliações
- Architect Project: Drawn By: Drawing Name:: Elevation - 1Documento1 páginaArchitect Project: Drawn By: Drawing Name:: Elevation - 1Athiyo MartinAinda não há avaliações
- Class Notes. 2K Mammalian TeethDocumento4 páginasClass Notes. 2K Mammalian TeethAthiyo MartinAinda não há avaliações
- Instructions:: Post Mock ExaminationDocumento4 páginasInstructions:: Post Mock ExaminationAthiyo MartinAinda não há avaliações
- 456/2 Mathematics Paper 2 July - August 2012 2 HoursDocumento4 páginas456/2 Mathematics Paper 2 July - August 2012 2 HoursAthiyo MartinAinda não há avaliações
- Class Notes. 2K Mammalian TeethDocumento4 páginasClass Notes. 2K Mammalian TeethAthiyo MartinAinda não há avaliações
- EnzymesDocumento4 páginasEnzymesAthiyo MartinAinda não há avaliações
- Instructions:: Post Mock ExaminationDocumento3 páginasInstructions:: Post Mock ExaminationAthiyo MartinAinda não há avaliações
- Architect Project: Drawn By: Drawing NameDocumento1 páginaArchitect Project: Drawn By: Drawing NameAthiyo MartinAinda não há avaliações
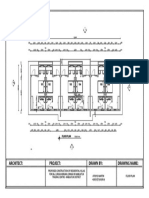
- Architect: Project: Drawn By: Drawing Name:: Floor PlanDocumento1 páginaArchitect: Project: Drawn By: Drawing Name:: Floor PlanAthiyo MartinAinda não há avaliações
- Architect Project: Drawn By: Drawing Name:: Elevation - 1Documento1 páginaArchitect Project: Drawn By: Drawing Name:: Elevation - 1Athiyo MartinAinda não há avaliações
- U.C.E. Mock Examinations Mathematics 456/1 Paper 1 Time: 2hrs 30minsDocumento5 páginasU.C.E. Mock Examinations Mathematics 456/1 Paper 1 Time: 2hrs 30minsAthiyo MartinAinda não há avaliações
- S.4 Extra Maths Holiday Work Term 1 2016 Attempt All The Equation. 1. Without Using Tables or A Calculator, Evaluate (04 Marks)Documento5 páginasS.4 Extra Maths Holiday Work Term 1 2016 Attempt All The Equation. 1. Without Using Tables or A Calculator, Evaluate (04 Marks)Athiyo MartinAinda não há avaliações
- Makerere College School S4. Bot Exam Term I 2008. Mathematics Paper IDocumento3 páginasMakerere College School S4. Bot Exam Term I 2008. Mathematics Paper IAthiyo MartinAinda não há avaliações
- Makerere College School S4. Bot Exam Term I 2008. Mathematics Paper IDocumento3 páginasMakerere College School S4. Bot Exam Term I 2008. Mathematics Paper IAthiyo MartinAinda não há avaliações
- Masaka Diocese Examinations Board: MathematicsDocumento6 páginasMasaka Diocese Examinations Board: MathematicsAthiyo MartinAinda não há avaliações
- UCE Mathematics Paper 1 exam with 17 questionsDocumento4 páginasUCE Mathematics Paper 1 exam with 17 questionsAthiyo Martin100% (1)
- Uganda Advanced Certificate of Education: Joint Mock Examinations Mathematics Paper 1 2hours 30 MinutesDocumento5 páginasUganda Advanced Certificate of Education: Joint Mock Examinations Mathematics Paper 1 2hours 30 MinutesAthiyo MartinAinda não há avaliações
- Masaka Diocese Examinations Board: MathematicsDocumento6 páginasMasaka Diocese Examinations Board: MathematicsAthiyo MartinAinda não há avaliações
- Masaka Diocese Examinations Board: MathematicsDocumento6 páginasMasaka Diocese Examinations Board: MathematicsAthiyo MartinAinda não há avaliações
- Masaka Diocese Examinations Board: MathematicsDocumento6 páginasMasaka Diocese Examinations Board: MathematicsAthiyo MartinAinda não há avaliações
- 456/2 Mathematics Paper 2 June/July 2016 Uganda Certificate of Education Pre-Mock Examinations - 2016 Mathematics Paper 2 Shack Mock 2016Documento5 páginas456/2 Mathematics Paper 2 June/July 2016 Uganda Certificate of Education Pre-Mock Examinations - 2016 Mathematics Paper 2 Shack Mock 2016Athiyo MartinAinda não há avaliações
- Masaka Diocese Examinations Board: MathematicsDocumento6 páginasMasaka Diocese Examinations Board: MathematicsAthiyo MartinAinda não há avaliações
- R R X R YtDocumento9 páginasR R X R YtAthiyo MartinAinda não há avaliações
- 1473079949Documento9 páginas1473079949Athiyo MartinAinda não há avaliações
- BY Moses Ssali at GHS 2020 0775620833/0704221195: Prov 1:7Documento5 páginasBY Moses Ssali at GHS 2020 0775620833/0704221195: Prov 1:7Athiyo MartinAinda não há avaliações
- S. 3 MATHEMATICS HOLIDAY WORKDocumento3 páginasS. 3 MATHEMATICS HOLIDAY WORKAthiyo MartinAinda não há avaliações
- Technical Drawing Holiday WorkDocumento1 páginaTechnical Drawing Holiday WorkAthiyo MartinAinda não há avaliações
- MENSURATION (Part1) : Geometric ShapesDocumento9 páginasMENSURATION (Part1) : Geometric ShapesAthiyo MartinAinda não há avaliações
- S.3 Holiday Work (Technical Drawing) Attempt All QuestionsDocumento3 páginasS.3 Holiday Work (Technical Drawing) Attempt All QuestionsAthiyo MartinAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Cold Forging Process TutorialDocumento28 páginasCold Forging Process TutorialpanyamnrAinda não há avaliações
- Unit 1 - Introduction To BankingDocumento17 páginasUnit 1 - Introduction To Bankingc08Ainda não há avaliações
- Artificial IseminationDocumento6 páginasArtificial IseminationHafiz Muhammad Zain-Ul AbedinAinda não há avaliações
- Create a seat booking form with Google Forms, Google Sheets and Google Apps Script - Yagisanatode - AppsScriptPulseDocumento3 páginasCreate a seat booking form with Google Forms, Google Sheets and Google Apps Script - Yagisanatode - AppsScriptPulsebrandy57279Ainda não há avaliações
- Machine Spindle Noses: 6 Bison - Bial S. ADocumento2 páginasMachine Spindle Noses: 6 Bison - Bial S. AshanehatfieldAinda não há avaliações
- Chicago Electric Inverter Plasma Cutter - 35A Model 45949Documento12 páginasChicago Electric Inverter Plasma Cutter - 35A Model 45949trollforgeAinda não há avaliações
- 14 15 XII Chem Organic ChaptDocumento2 páginas14 15 XII Chem Organic ChaptsubiAinda não há avaliações
- Exor EPF-1032 DatasheetDocumento2 páginasExor EPF-1032 DatasheetElectromateAinda não há avaliações
- NetsimDocumento18 páginasNetsimArpitha HsAinda não há avaliações
- Problems of Teaching English As A Foreign Language in YemenDocumento13 páginasProblems of Teaching English As A Foreign Language in YemenSabriThabetAinda não há avaliações
- Miami Police File The O'Nell Case - Clemen Gina D. BDocumento30 páginasMiami Police File The O'Nell Case - Clemen Gina D. Barda15biceAinda não há avaliações
- Product CycleDocumento2 páginasProduct CycleoldinaAinda não há avaliações
- Measuring Renilla Luciferase Luminescence in Living CellsDocumento5 páginasMeasuring Renilla Luciferase Luminescence in Living CellsMoritz ListAinda não há avaliações
- Um 0ah0a 006 EngDocumento1 páginaUm 0ah0a 006 EngGaudencio LingamenAinda não há avaliações
- PREMIUM BINS, CARDS & STUFFDocumento4 páginasPREMIUM BINS, CARDS & STUFFSubodh Ghule100% (1)
- Boiler Check ListDocumento4 páginasBoiler Check ListFrancis VinoAinda não há avaliações
- Binomial ExpansionDocumento13 páginasBinomial Expansion3616609404eAinda não há avaliações
- JD - Software Developer - Thesqua - Re GroupDocumento2 páginasJD - Software Developer - Thesqua - Re GroupPrateek GahlanAinda não há avaliações
- The Effect of Dodd-Frank On Divorcing Citizens 1Documento5 páginasThe Effect of Dodd-Frank On Divorcing Citizens 1Noel CookmanAinda não há avaliações
- Victron MultiPlus 48 1200-13-16 Datasheet enDocumento1 páginaVictron MultiPlus 48 1200-13-16 Datasheet enBAHJARI AMINEAinda não há avaliações
- Modified Release Drug ProductsDocumento58 páginasModified Release Drug Productsmailtorubal2573100% (2)
- Easa Ad Us-2017-09-04 1Documento7 páginasEasa Ad Us-2017-09-04 1Jose Miguel Atehortua ArenasAinda não há avaliações
- Yanmar America publication listing for engine parts, service, and operation manualsDocumento602 páginasYanmar America publication listing for engine parts, service, and operation manualsEnrique Murgia50% (2)
- Key formulas for introductory statisticsDocumento8 páginasKey formulas for introductory statisticsimam awaluddinAinda não há avaliações
- EnerSys Global Leader in Industrial BatteriesDocumento32 páginasEnerSys Global Leader in Industrial BatteriesAshredAinda não há avaliações
- Development of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993Documento14 páginasDevelopment of Rsto-01 For Designing The Asphalt Pavements in Usa and Compare With Aashto 1993pghasaeiAinda não há avaliações
- Ali ExpressDocumento3 páginasAli ExpressAnsa AhmedAinda não há avaliações
- Master of Commerce: 1 YearDocumento8 páginasMaster of Commerce: 1 YearAston Rahul PintoAinda não há avaliações
- Variable Speed Pump Efficiency Calculation For Fluid Flow Systems With and Without Static HeadDocumento10 páginasVariable Speed Pump Efficiency Calculation For Fluid Flow Systems With and Without Static HeadVũ Tuệ MinhAinda não há avaliações
- Fiera Foods - Production SupervisorDocumento1 páginaFiera Foods - Production SupervisorRutul PatelAinda não há avaliações