Você também pode gostar
- Manual Básico Montagem Estrutura LSFDocumento16 páginasManual Básico Montagem Estrutura LSFAdrielly BarrosAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- NBR16325 2 PDFDocumento38 páginasNBR16325 2 PDFValmor Schirmann Filho50% (4)
- Lista de Exercício para SoldagemDocumento16 páginasLista de Exercício para SoldagemFlávio Spindola100% (2)
- As 7 vantagens dos perfis eletro-soldadosDocumento4 páginasAs 7 vantagens dos perfis eletro-soldadosFernando N. SantosAinda não há avaliações
- Processos de Soldagem ManualDocumento41 páginasProcessos de Soldagem ManualLuis Omena100% (1)
- Apostila - Estrutura Metalica - Parte2Documento106 páginasApostila - Estrutura Metalica - Parte2Ana Luiza Souza Mota100% (1)
- Manual Autometal PDFDocumento77 páginasManual Autometal PDFAndre OliveiraAinda não há avaliações
- Memorial Cálculo HidrantesDocumento2 páginasMemorial Cálculo HidrantesPedro Palmeira100% (1)
- Galpões em pórticos com perfis estruturais laminadosDocumento68 páginasGalpões em pórticos com perfis estruturais laminadosPedro Fernandes De Oliveira FilhoAinda não há avaliações
- Aula 08 - Calculando RPMDocumento11 páginasAula 08 - Calculando RPMDouglas Gomes100% (5)
- Software de ancoragem fischerDocumento16 páginasSoftware de ancoragem fischerTiago MarcanteAinda não há avaliações
- Cálculo de solda de chapa e verificação de resistênciaDocumento9 páginasCálculo de solda de chapa e verificação de resistênciaMario Sergio MarquesAinda não há avaliações
- Estruturas IsostáticasDocumento7 páginasEstruturas IsostáticasThiago SouzaAinda não há avaliações
- Guia de soldagem SENAI/SC cobre processos, equipamentos e eletrodosDocumento90 páginasGuia de soldagem SENAI/SC cobre processos, equipamentos e eletrodosmari_dudaAinda não há avaliações
- Processos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVODocumento140 páginasProcessos de Soldagem - PPTX Atual - PPTX Novo Metrologia - PPTX NOVOROBERTOAinda não há avaliações
- Dimensionamento de olhal de içamento para estruturas oceânicasDocumento14 páginasDimensionamento de olhal de içamento para estruturas oceânicashydroAinda não há avaliações
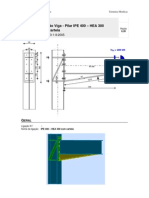
- Ligacao IPE400 HEA 300 Cartelas 1Documento11 páginasLigacao IPE400 HEA 300 Cartelas 1Demóstenes OliveiraAinda não há avaliações
- ACOMPANHAMENTO SOLDAGEMDocumento19 páginasACOMPANHAMENTO SOLDAGEMRafael SoaresAinda não há avaliações
- NR 13 Comentada PDFDocumento21 páginasNR 13 Comentada PDFPatrickAndrade100% (1)
- Transmissão por correiasDocumento44 páginasTransmissão por correiasCamila dos Reis PereiraAinda não há avaliações
- 52 ManualDocumento517 páginas52 ManualPaul HenriqueAinda não há avaliações
- Simbologia SoldaDocumento27 páginasSimbologia SoldaJosé SilvaAinda não há avaliações
- Fixadores roscados e resistência de parafusos de porcaDocumento42 páginasFixadores roscados e resistência de parafusos de porcaALEXSANDROAinda não há avaliações
- Estruturas MetálicasDocumento51 páginasEstruturas MetálicasValmir Neto100% (1)
- Plano de Negócios para Pecuária de CorteDocumento11 páginasPlano de Negócios para Pecuária de CorteScribdTranslationsAinda não há avaliações
- Apostila Siemens CNCDocumento507 páginasApostila Siemens CNClipedalan83% (6)
- RCM71 2005Documento44 páginasRCM71 2005Gilney PalharesAinda não há avaliações
- Análise de tensões em enrijecedor de dutosDocumento80 páginasAnálise de tensões em enrijecedor de dutosFilipe BretasAinda não há avaliações
- Artigo Galpões em Pórticos de AçoDocumento4 páginasArtigo Galpões em Pórticos de AçoEduardo SiqueiraAinda não há avaliações
- Guias Lineares OBRDocumento24 páginasGuias Lineares OBRPaulo HenriqueAinda não há avaliações
- Ponte rolantes cargasDocumento10 páginasPonte rolantes cargasRogges Jose FilipinAinda não há avaliações
- Cálculos de Transmissão Coroa X Sem FimDocumento2 páginasCálculos de Transmissão Coroa X Sem FimPatrickAndrade100% (1)
- Estudo de treliças planasDocumento81 páginasEstudo de treliças planasLuan Souza DaudtAinda não há avaliações
- RCM70 2005Documento44 páginasRCM70 2005Gilney PalharesAinda não há avaliações
- Apostila - Gestão de Sucata Ferrosa Na SiderurgiaDocumento151 páginasApostila - Gestão de Sucata Ferrosa Na SiderurgiaRogério SantosAinda não há avaliações
- NR 13 ComentadaDocumento21 páginasNR 13 ComentadaJefferson Ferreira100% (1)
- Análise de Riscos Durante A Construção de Tanques de PetróleoDocumento25 páginasAnálise de Riscos Durante A Construção de Tanques de PetróleoAntonio Fernando Navarro100% (1)
- Projeto GalpãoDocumento83 páginasProjeto GalpãoJosimar MachadoAinda não há avaliações
- Palestra Sobre GrauteDocumento28 páginasPalestra Sobre GrauteCleidson FonsecaAinda não há avaliações
- QbladeDocumento32 páginasQbladePatrickAndrade100% (1)
- NBR 8800 MudancasDocumento40 páginasNBR 8800 MudancasAna Cristina XavierAinda não há avaliações
- Defeitos solda identificarDocumento5 páginasDefeitos solda identificarLorena PessanhaAinda não há avaliações
- Projeto estrutural de pórtico em aço para galpão industrialDocumento125 páginasProjeto estrutural de pórtico em aço para galpão industrialThiago AiresAinda não há avaliações
- Momentos de InérciaDocumento9 páginasMomentos de Inérciaciv08145Ainda não há avaliações
- FO - sms.20 - Análise Preliminar de RiscoDocumento6 páginasFO - sms.20 - Análise Preliminar de Riscoanon-127865100% (8)
- Estimativa de custos em operações de soldagemDocumento7 páginasEstimativa de custos em operações de soldagemMatheus AdãoAinda não há avaliações
- Estruturas Mistas de Aco e ConcretoDocumento84 páginasEstruturas Mistas de Aco e ConcretoMagno de Oliveira SantosAinda não há avaliações
- Estudo do desgaste de rodas de pontes rolantes na siderurgiaDocumento87 páginasEstudo do desgaste de rodas de pontes rolantes na siderurgiaeducrocoAinda não há avaliações
- Planilha de Custos SoldagemDocumento84 páginasPlanilha de Custos SoldagemVictor MirandaAinda não há avaliações
- PT Ponte Rolante Caldeiraria Rev3Documento32 páginasPT Ponte Rolante Caldeiraria Rev3LuizFernandoCarvalho100% (1)
- 13 Vigas Mistas Biapoiadas Parte1Documento20 páginas13 Vigas Mistas Biapoiadas Parte1Vitor PimAinda não há avaliações
- Contraventamentos em Estruturas MetálicasDocumento46 páginasContraventamentos em Estruturas MetálicasAdryano Mafaldo de SouzaAinda não há avaliações
- Aula Aço - Dimensionamento de PilaresDocumento42 páginasAula Aço - Dimensionamento de PilaresaugustopippiAinda não há avaliações
- Elementos de Fixação Rosqueados: Tensões e SeleçãoDocumento36 páginasElementos de Fixação Rosqueados: Tensões e SeleçãoPaulo AfonsoAinda não há avaliações
- Calculo de ParafusosDocumento7 páginasCalculo de ParafusosFabricioAinda não há avaliações
- NR 35 - Trabalho em AlturaDocumento6 páginasNR 35 - Trabalho em AlturaAndréia GomesAinda não há avaliações
- Dimensão de vigas de aço sujeitas à flexãoDocumento21 páginasDimensão de vigas de aço sujeitas à flexãogeziel79Ainda não há avaliações
- Correntes e cabos de aço para elevação de cargasDocumento51 páginasCorrentes e cabos de aço para elevação de cargasGuilherme 1234Ainda não há avaliações
- 129 - Manual Transporte e Montagem 2018 PDFDocumento146 páginas129 - Manual Transporte e Montagem 2018 PDFEvaldo BritoAinda não há avaliações
- Guia de utilização de células de cargaDocumento38 páginasGuia de utilização de células de cargaOsmar GomesAinda não há avaliações
- Ponte estaiadaDocumento76 páginasPonte estaiadaMarcos MachadoAinda não há avaliações
- Detalhamento da linha de vida fixada na cumeeiraDocumento1 páginaDetalhamento da linha de vida fixada na cumeeiraLucas KnautAinda não há avaliações
- Velocidade de FluidosDocumento11 páginasVelocidade de FluidosgiannicheleAinda não há avaliações
- Indicacao Tecnica para O Rings PTDocumento5 páginasIndicacao Tecnica para O Rings PTZehAinda não há avaliações
- Soldas em estruturas metálicasDocumento26 páginasSoldas em estruturas metálicasEliandro BastosAinda não há avaliações
- 6 - Relatório Soldagem Eletrodo RevestidoDocumento20 páginas6 - Relatório Soldagem Eletrodo RevestidoAlmir SktAinda não há avaliações
- Processos de Soldagem - OKDocumento68 páginasProcessos de Soldagem - OKcunharufinoluizAinda não há avaliações
- Como Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Documento15 páginasComo Soldar Por Arco Elétrico: 18 Passos (Com Imagens)Iassine CadirAinda não há avaliações
- Soldagem a arco elétrico com eletrodo revestidoDocumento19 páginasSoldagem a arco elétrico com eletrodo revestidoReginaldo CamposAinda não há avaliações
- Eletrodo+RevestidoDocumento95 páginasEletrodo+RevestidoJose Mario GodoiAinda não há avaliações
- Kroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644Documento21 páginasKroton Eng Mec - S Vii Soldagem - Arco - Submerso - 20130611140644artieres teçariAinda não há avaliações
- Eletrodo RevestidoDocumento8 páginasEletrodo RevestidoEdson LimaAinda não há avaliações
- Tubo de Pitot - Kit STD PDFDocumento2 páginasTubo de Pitot - Kit STD PDFPatrickAndradeAinda não há avaliações
- Guarnições EPDMDocumento17 páginasGuarnições EPDMPatrickAndradeAinda não há avaliações
- Capacidade Transporte THDocumento2 páginasCapacidade Transporte THPatrickAndradeAinda não há avaliações
- Conceito BacklashDocumento3 páginasConceito BacklashPatrickAndradeAinda não há avaliações
- Id47 PDFDocumento9 páginasId47 PDFPatrickAndradeAinda não há avaliações
- SolutaDocumento68 páginasSolutaPatrickAndradeAinda não há avaliações
- Conceito BacklashDocumento3 páginasConceito BacklashPatrickAndradeAinda não há avaliações
- SoldaDocumento30 páginasSoldaPatrickAndradeAinda não há avaliações
- Capacidade Transporte THDocumento2 páginasCapacidade Transporte THPatrickAndradeAinda não há avaliações
- AtritoDocumento10 páginasAtritoJessica DeanAinda não há avaliações
- GerdauDocumento52 páginasGerdauPatrickAndradeAinda não há avaliações
- MEDIÇÃODocumento8 páginasMEDIÇÃOPatrickAndradeAinda não há avaliações
- PVC REDE TIGRE InfraestruturaDocumento84 páginasPVC REDE TIGRE Infraestruturatravalingua0% (1)
- Cobertura de quadra esportiva municipalDocumento10 páginasCobertura de quadra esportiva municipalDivaldo LoureiroAinda não há avaliações
- MEDIÇÃODocumento8 páginasMEDIÇÃOPatrickAndradeAinda não há avaliações
- MEDIÇÃODocumento8 páginasMEDIÇÃOPatrickAndradeAinda não há avaliações
- Artigo Do TCCDocumento6 páginasArtigo Do TCCPatrickAndradeAinda não há avaliações
- Desidrogenação de MetaisDocumento1 páginaDesidrogenação de MetaisduhkacttusAinda não há avaliações
- Cátalogo de Resistências e Aquecedores ANLUZDocumento44 páginasCátalogo de Resistências e Aquecedores ANLUZandreengmecAinda não há avaliações
- Conjuntos Didáticos SomaDocumento86 páginasConjuntos Didáticos SomaMario DuarteAinda não há avaliações
- Produtos da Indústria de Processamento Eletrônico de DadosDocumento4 páginasProdutos da Indústria de Processamento Eletrônico de DadosDora Emma TapajózAinda não há avaliações
- Solda Mig - Mag - Trabalho EscolarDocumento21 páginasSolda Mig - Mag - Trabalho EscolarklausahlfAinda não há avaliações
- TCC Dispositivo Adaptador de Furadeira - SENAIDocumento78 páginasTCC Dispositivo Adaptador de Furadeira - SENAIHenrique MeloAinda não há avaliações
- Fadiga Parte 2Documento27 páginasFadiga Parte 2lucaspenalva123Ainda não há avaliações
- Refratários em Convertedor LDDocumento19 páginasRefratários em Convertedor LDRafael Cruz100% (1)
- RV 02 - Fev 2022Documento13 páginasRV 02 - Fev 2022Medci SilvaAinda não há avaliações
- Wilson Dizard Jr. A Nova Mídia. A Comunicação de Massa Na Era Da Informação. Tradução - ANTONIO QUEIROGA EDMOND JORGE.Documento15 páginasWilson Dizard Jr. A Nova Mídia. A Comunicação de Massa Na Era Da Informação. Tradução - ANTONIO QUEIROGA EDMOND JORGE.Beatriz MirandaAinda não há avaliações
- Unidades Condensadoras Micro Canal DanfossDocumento24 páginasUnidades Condensadoras Micro Canal Danfosssgt_glauber4666Ainda não há avaliações
- 2T Q14.15Documento4 páginas2T Q14.15conceicaoAinda não há avaliações
- Cálculo tempo reverberação sala aulaDocumento7 páginasCálculo tempo reverberação sala aulaIsabela Constante100% (1)
- 02 - Pca Santa Edwiges 2022Documento15 páginas02 - Pca Santa Edwiges 2022aubeciAinda não há avaliações
- Aula - 9B Propriedades Mecânicas Das Madeiras PDFDocumento38 páginasAula - 9B Propriedades Mecânicas Das Madeiras PDFViana VianaAinda não há avaliações
- Cinema No Mundo Indústria Política e Mercado África Org Alessandra MeleiroDocumento217 páginasCinema No Mundo Indústria Política e Mercado África Org Alessandra MeleiroTaylon ProtásioAinda não há avaliações
- Especificação de LubrificantesDocumento9 páginasEspecificação de LubrificantesJuliano S. Guolo100% (1)
- Produção de água mineralDocumento11 páginasProdução de água mineralSomaAinda não há avaliações
- Treinamento de segurança sobre caldeiras elétricasDocumento15 páginasTreinamento de segurança sobre caldeiras elétricasMarcos GrisiAinda não há avaliações
- Tabela de Preços DER/PB com Descrição de Serviços de Terraplenagem e PavimentaçãoDocumento8 páginasTabela de Preços DER/PB com Descrição de Serviços de Terraplenagem e PavimentaçãoLincoln JúniorAinda não há avaliações
- Determinação da carga de pressão disponível em ponto de rede de distribuição de águaDocumento29 páginasDeterminação da carga de pressão disponível em ponto de rede de distribuição de águaSilmara SantosAinda não há avaliações
- 000070Documento65 páginas000070Vlaudemir Barbosa da RochaAinda não há avaliações
- Manual PUBDocumento31 páginasManual PUBRodrigo AndradeAinda não há avaliações
- Orçamento Completo - Execução de Sistema de Abastecimento de ÁguaDocumento41 páginasOrçamento Completo - Execução de Sistema de Abastecimento de ÁguaGustavo RodriguesAinda não há avaliações
- TORNOS CNC. Centur 30D Centur 35D PDFDocumento12 páginasTORNOS CNC. Centur 30D Centur 35D PDFGuilhermePlacidoAinda não há avaliações
- Tecnologia: Novas Abordagens, Conceitos, Dimensões e Gestão: J C T SDocumento14 páginasTecnologia: Novas Abordagens, Conceitos, Dimensões e Gestão: J C T SLeticia BernardesAinda não há avaliações
- Optimization and Validation of An RP-HPLC Method For The Estimation of 6-Mercaptopurine in Bulk and Pharmaceutical FormulationsDocumento8 páginasOptimization and Validation of An RP-HPLC Method For The Estimation of 6-Mercaptopurine in Bulk and Pharmaceutical FormulationsdiahfaradinaAinda não há avaliações