Você também pode gostar
- Designing The Grand Canyon's New Laminated Glass Walkway: 2.2 InterlayersDocumento3 páginasDesigning The Grand Canyon's New Laminated Glass Walkway: 2.2 InterlayersPaloma ValeAinda não há avaliações
- 2005 GPD2005 PlateBuckling 18-07LuibleAndreascorrectedDocumento5 páginas2005 GPD2005 PlateBuckling 18-07LuibleAndreascorrectedLo WongAinda não há avaliações
- Bearing Stress GlassDocumento4 páginasBearing Stress GlasslingchenhAinda não há avaliações
- Finite Element Analysis of Laminated Structural Glass Plates With Polyvinyl Butyral (PVB) Interlayer PDFDocumento8 páginasFinite Element Analysis of Laminated Structural Glass Plates With Polyvinyl Butyral (PVB) Interlayer PDFRobert VochescuAinda não há avaliações
- Glass Structures - Learning From Experts: D. Honfi M. OverendDocumento9 páginasGlass Structures - Learning From Experts: D. Honfi M. OverendLuis EduardoAinda não há avaliações
- The Construction of The Crystal Houses Façade: Challenges and InnovationsDocumento22 páginasThe Construction of The Crystal Houses Façade: Challenges and InnovationsMaxabe HerreraAinda não há avaliações
- The Possibilities of Glass Bond AdhesivesDocumento5 páginasThe Possibilities of Glass Bond AdhesivesyasminaAinda não há avaliações
- Structural Use of Adhesives in Glass SheetsDocumento3 páginasStructural Use of Adhesives in Glass SheetsPaloma ValeAinda não há avaliações
- Final Review CapstoneDocumento50 páginasFinal Review CapstoneMaruthi BaddiAinda não há avaliações
- Demonstration of The Structural Resiliency of Damaged Sentryglas Laminated Heat Strengthened Glass Fins in Full Scale TestingDocumento9 páginasDemonstration of The Structural Resiliency of Damaged Sentryglas Laminated Heat Strengthened Glass Fins in Full Scale Testingmmn123456Ainda não há avaliações
- GLASS STRUCTURE MsofficeDocumento15 páginasGLASS STRUCTURE MsofficeSushil GunagaAinda não há avaliações
- Glass Panel Under In-Plane Shear LoadingDocumento4 páginasGlass Panel Under In-Plane Shear LoadingTheAnh TranAinda não há avaliações
- High Performance Laminated GlassDocumento8 páginasHigh Performance Laminated GlassRafael de OliveiraAinda não há avaliações
- 17-06 McClelland Neil Screen Not Just Glass FinsDocumento5 páginas17-06 McClelland Neil Screen Not Just Glass FinsPaulAinda não há avaliações
- 22 ChapterDocumento21 páginas22 ChapteranjkkkAinda não há avaliações
- Vol 21 N2 Sealant Joint RehabilitationDocumento8 páginasVol 21 N2 Sealant Joint RehabilitationJohvannyAinda não há avaliações
- Determination of Bending Tensile Strength of Thin GlassDocumento10 páginasDetermination of Bending Tensile Strength of Thin GlassTalha Nibras AliAinda não há avaliações
- Clamp FixingDocumento1 páginaClamp FixingStefan JakovljevicAinda não há avaliações
- Crack Repair and Crack Injection SystemsDocumento16 páginasCrack Repair and Crack Injection SystemstonykebbeAinda não há avaliações
- Criteria For Skin Rupture and Core Shear Cracking Induced by Impact On Sandwich PanelsDocumento7 páginasCriteria For Skin Rupture and Core Shear Cracking Induced by Impact On Sandwich PanelsMihaela NastaseAinda não há avaliações
- Tesis Mirip 2Documento11 páginasTesis Mirip 2Doddy UskonoAinda não há avaliações
- Prefabricated HousingDocumento4 páginasPrefabricated HousingZainal AbidhynAinda não há avaliações
- Designing With Glass - Strength and Loadbearing BehaviourDocumento1 páginaDesigning With Glass - Strength and Loadbearing BehaviourStefan JakovljevicAinda não há avaliações
- KOESTER Systembrochure Crack Repair and Crack Injection SystemsDocumento16 páginasKOESTER Systembrochure Crack Repair and Crack Injection SystemsOdeoAinda não há avaliações
- International Journal of Solids and Structures: Lin Yuan, Stelios KyriakidesDocumento13 páginasInternational Journal of Solids and Structures: Lin Yuan, Stelios KyriakidesAshish GuptaAinda não há avaliações
- Delamination of Laminated GlassDocumento4 páginasDelamination of Laminated Glassreagan_roy8177100% (1)
- 1 s2.0 S0950061815305663 MainDocumento8 páginas1 s2.0 S0950061815305663 Mainhvthang1981Ainda não há avaliações
- Water Penetration-Its Effect On The Strength and Toughness of Silica GlassDocumento11 páginasWater Penetration-Its Effect On The Strength and Toughness of Silica GlassyasminaAinda não há avaliações
- EM 1110-2-2002 ch6Documento23 páginasEM 1110-2-2002 ch6shaik saifulla lAinda não há avaliações
- Strengthening of Bridge Beams and Similar Structures byDocumento4 páginasStrengthening of Bridge Beams and Similar Structures byArun KumarAinda não há avaliações
- Self Compacting Concrete: Challenge For Designer and ResearcherDocumento8 páginasSelf Compacting Concrete: Challenge For Designer and ResearcherGidion TurualloAinda não há avaliações
- Concrete Construction Article PDF - Making Mortar For Glass BlockDocumento2 páginasConcrete Construction Article PDF - Making Mortar For Glass BlockSandip MAinda não há avaliações
- Mani FinalDocumento38 páginasMani FinalSiva PrasadAinda não há avaliações
- Load-Bearing Glass Structures PDFDocumento16 páginasLoad-Bearing Glass Structures PDFbatteekhAinda não há avaliações
- Strengthening Structures With Externally Bonded ReinforcementDocumento4 páginasStrengthening Structures With Externally Bonded ReinforcementMalak ShatiAinda não há avaliações
- 3 Laminated Safety GlassDocumento4 páginas3 Laminated Safety GlassZhy RazalasAinda não há avaliações
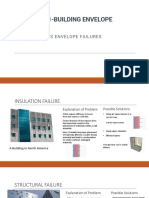
- BUILDING ENVELOPE FailuresDocumento6 páginasBUILDING ENVELOPE Failuresışıl sezerAinda não há avaliações
- Review: Future Importance and Demand of Frameless Glass StructureDocumento19 páginasReview: Future Importance and Demand of Frameless Glass StructureRohit ShahAinda não há avaliações
- Casing Drilling - Wellbore StabilityDocumento6 páginasCasing Drilling - Wellbore StabilityJenny100% (1)
- Glass PDFDocumento5 páginasGlass PDFNitish TakalkarAinda não há avaliações
- TGN 1 35 Introduction To Structural GlassDocumento5 páginasTGN 1 35 Introduction To Structural GlassSiu HinAinda não há avaliações
- Types of Glass Using in Building ConstructionDocumento14 páginasTypes of Glass Using in Building ConstructionTaniya Sara PhilipAinda não há avaliações
- National University of Singapore BU2483 Construction Technology 2Documento14 páginasNational University of Singapore BU2483 Construction Technology 2Lasse Severin Bonde StouAinda não há avaliações
- A Study of Cylindrical Shells Under Global Bending in The Elastic Plastic RangeDocumento8 páginasA Study of Cylindrical Shells Under Global Bending in The Elastic Plastic RangeHari KiranAinda não há avaliações
- Lecture 32 PDFDocumento4 páginasLecture 32 PDFBhavesh Dilip ChanchlaniAinda não há avaliações
- Shotcrete Nozzleman Basics - Vertical Wall ConstructionDocumento4 páginasShotcrete Nozzleman Basics - Vertical Wall ConstructionFroilan AngbengcoAinda não há avaliações
- Construction and Building Materials: Luigi Biolzi, Sara Cattaneo, Pietro Crespi, Nicola GiordanoDocumento10 páginasConstruction and Building Materials: Luigi Biolzi, Sara Cattaneo, Pietro Crespi, Nicola GiordanoSavvas PapadopoulosAinda não há avaliações
- Capacity Design of Infilled Frame Structures: Francisco J CRISAFULLI, Athol J CARR and Robert PARKDocumento8 páginasCapacity Design of Infilled Frame Structures: Francisco J CRISAFULLI, Athol J CARR and Robert PARKDebby KrisnandiAinda não há avaliações
- Effective Thickness of Laminated Glass BDocumento15 páginasEffective Thickness of Laminated Glass BsaddamAinda não há avaliações
- 1622730304818-Bridge RepairsDocumento100 páginas1622730304818-Bridge RepairsJITENDRA BALOTEAinda não há avaliações
- Waterproofing of Reinforced Concrete Flat Roof PDFDocumento6 páginasWaterproofing of Reinforced Concrete Flat Roof PDFJimmy TanAinda não há avaliações
- Concrete Article April 2010Documento2 páginasConcrete Article April 2010Carolina CordeiroAinda não há avaliações
- CIA - CPN24 Design-of-Joints-in-Concrete-Structures PDFDocumento20 páginasCIA - CPN24 Design-of-Joints-in-Concrete-Structures PDFdjay101Ainda não há avaliações
- Case Studies in Structural Repair of Pretensioned Concrete ProductsDocumento6 páginasCase Studies in Structural Repair of Pretensioned Concrete Productsmekkawi6650Ainda não há avaliações
- Cut Your Costs by 75% - How A Little Prevention Can Save A Lot of MoneyDocumento2 páginasCut Your Costs by 75% - How A Little Prevention Can Save A Lot of MoneyalexandrepimentaAinda não há avaliações
- Chapter Six: Fresh Concrete: "Workability"Documento14 páginasChapter Six: Fresh Concrete: "Workability"Moshiur RahamanAinda não há avaliações
- Structural Design of A Glass FacadeDocumento6 páginasStructural Design of A Glass Facadecomandos882010Ainda não há avaliações
- Flexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsNo EverandFlexible Glass: Enabling Thin, Lightweight, and Flexible ElectronicsSean M. GarnerAinda não há avaliações
- Elements of Loadbearing Brickwork: International Series of Monographs in Civil EngineeringNo EverandElements of Loadbearing Brickwork: International Series of Monographs in Civil EngineeringNota: 5 de 5 estrelas5/5 (1)
- Shear TransferDocumento21 páginasShear Transfergene_sparcAinda não há avaliações
- Inspection of Anchorages Supporting WatersideDocumento11 páginasInspection of Anchorages Supporting WatersideLiliana RibeiroAinda não há avaliações
- Physical Properties & Mechanical Properties of Dental MaterialDocumento6 páginasPhysical Properties & Mechanical Properties of Dental Materialramly9833% (3)
- RCE Shear DesignDocumento25 páginasRCE Shear DesignWindi AstutiAinda não há avaliações
- BS35Documento2 páginasBS35maaz siddique100% (1)
- Failure Theories, Static LoadsDocumento15 páginasFailure Theories, Static LoadsLuiz CordeiroAinda não há avaliações
- Sayeed 2019Documento9 páginasSayeed 2019mohd asrofi muslimAinda não há avaliações
- Analysis of Fracture and Cracks of Oldham S Couplings - 2013 - Engineering FailDocumento7 páginasAnalysis of Fracture and Cracks of Oldham S Couplings - 2013 - Engineering FailArimateia SoaresAinda não há avaliações
- DNV OS C501 Composite ComponentsDocumento162 páginasDNV OS C501 Composite Componentsigor774Ainda não há avaliações
- Dokumen - Tips - Bomag bw177d 50 OperatorsmanualDocumento114 páginasDokumen - Tips - Bomag bw177d 50 OperatorsmanualKhairul Amri NasutionAinda não há avaliações
- API 581 Appendix ODocumento124 páginasAPI 581 Appendix OjoseAinda não há avaliações
- Micro Project MRSDocumento13 páginasMicro Project MRS너사랑Ainda não há avaliações
- FEM-modeling of Reinforced Concrete and Verification of The Concrete Material Models Available in ABAQUSDocumento28 páginasFEM-modeling of Reinforced Concrete and Verification of The Concrete Material Models Available in ABAQUST_Gasch100% (8)
- 89 - Fatigue Analysis of Truss-2169Documento5 páginas89 - Fatigue Analysis of Truss-2169Joni StulicAinda não há avaliações
- Tension Test: Lab Report 1 1Documento9 páginasTension Test: Lab Report 1 1Санжар ЖумаханAinda não há avaliações
- Durability Analysis From FEA Models Incorporating High Temperature and Creep EffectsDocumento15 páginasDurability Analysis From FEA Models Incorporating High Temperature and Creep Effectsklomps_jrAinda não há avaliações
- Behaviour of Block Shear Failure in Different Connections: Jagdish R. Dhanuskar & Laxmikant M. GuptaDocumento15 páginasBehaviour of Block Shear Failure in Different Connections: Jagdish R. Dhanuskar & Laxmikant M. GuptaJagdish DhanuskarAinda não há avaliações
- Pipeline Defect AssessmentDocumento7 páginasPipeline Defect AssessmentGiridhar Kumar NanduriAinda não há avaliações
- Liquid Impact Theory, Experiment, Applications-FieldDocumento12 páginasLiquid Impact Theory, Experiment, Applications-FieldMynameisiiiAinda não há avaliações
- Manual Beam DesignDocumento14 páginasManual Beam DesignRonald Kaaku50% (2)
- Torsion PDFDocumento40 páginasTorsion PDFHongVuthyAinda não há avaliações
- Experimental Study On Behaviour of Nano ConcreteDocumento6 páginasExperimental Study On Behaviour of Nano ConcreteDouaa AljanabiAinda não há avaliações
- Spalling - KhouryDocumento11 páginasSpalling - KhouryMouhaAinda não há avaliações
- Corrosion Handbook - Hilti (2021)Documento42 páginasCorrosion Handbook - Hilti (2021)brettAinda não há avaliações
- SS 1672Documento13 páginasSS 1672dbaAinda não há avaliações
- Bolt ConnectionDocumento10 páginasBolt ConnectionHitesh Vishwakarma100% (2)
- Numerical Cave Propagation SimulationsDocumento14 páginasNumerical Cave Propagation SimulationswalterloliAinda não há avaliações
- Transition Metal Joints For Steam GeneratorsDocumento15 páginasTransition Metal Joints For Steam GeneratorsMahsaAinda não há avaliações
- Failure Analysis of Feed Gas Tubes Used in Direct Reduction PlantsDocumento10 páginasFailure Analysis of Feed Gas Tubes Used in Direct Reduction PlantsJJAinda não há avaliações
- Gravity Dam StabilityDocumento14 páginasGravity Dam StabilityHarilal Kishan67% (3)