Você também pode gostar
- Chapman - Senior Workshop CalculationsDocumento252 páginasChapman - Senior Workshop Calculationszementhead100% (3)
- Recovery Boiler Floor Inspection Experience TAPPI2004Documento31 páginasRecovery Boiler Floor Inspection Experience TAPPI2004delta_scopeAinda não há avaliações
- Chimney Sizing PDFDocumento13 páginasChimney Sizing PDFtitieAinda não há avaliações
- Fly Ash - WikipediaDocumento12 páginasFly Ash - WikipediaBabar AliAinda não há avaliações
- FLS - Components CatalogDocumento170 páginasFLS - Components CatalogzementheadAinda não há avaliações
- Kiln Start Up Procedures PDFDocumento12 páginasKiln Start Up Procedures PDFfaheemqc100% (2)
- Deep Cone Paste ThicknerDocumento38 páginasDeep Cone Paste ThicknerzementheadAinda não há avaliações
- Fuller Kiln DataDocumento1 páginaFuller Kiln DatazementheadAinda não há avaliações
- Boiler: Heat Sources Materials Energy Boiler EfficiencyDocumento10 páginasBoiler: Heat Sources Materials Energy Boiler EfficiencyrpercorAinda não há avaliações
- A Study On Performance Appraisal Strategy of Ultratech CementDocumento102 páginasA Study On Performance Appraisal Strategy of Ultratech CementPrashanth PB100% (11)
- Boiler 10 Control Philosophy PDocumento3 páginasBoiler 10 Control Philosophy PsrshahAinda não há avaliações
- Checkl List For Boiler Specification by K.K.parthibanDocumento8 páginasCheckl List For Boiler Specification by K.K.parthibanparthi20065768Ainda não há avaliações
- 2.8 Waste Heat Recovery-LibreDocumento18 páginas2.8 Waste Heat Recovery-Libredivyank3dAinda não há avaliações
- News 2013 12Documento12 páginasNews 2013 12leekiangyen100% (1)
- 1 - SO2 and NOx PDFDocumento13 páginas1 - SO2 and NOx PDFAaron David ReidAinda não há avaliações
- Flow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsNo EverandFlow, Mixing and Heat Transfer in Furnaces: The Science & Applications of Heat and Mass Transfer Reports, Reviews & Computer ProgramsK. H. KhalilAinda não há avaliações
- Technical Manual Industrial ChimneysDocumento2 páginasTechnical Manual Industrial ChimneyswrayroAinda não há avaliações
- Metallic Materials For Construction of FGD SystemsDocumento21 páginasMetallic Materials For Construction of FGD SystemsClaudia MmsAinda não há avaliações
- Kiln Heat and Mass Balance September 2010Documento20 páginasKiln Heat and Mass Balance September 2010samuel libsework50% (2)
- Midrex Process Water DegasserDocumento2 páginasMidrex Process Water DegasserMorteza RafieiAinda não há avaliações
- Pipe SizingDocumento4 páginasPipe SizingTen Dye MungwadziAinda não há avaliações
- DuctDocumento3 páginasDuctRamalingam PrabhakaranAinda não há avaliações
- Distance From Addis Ababa (Capital), KMDocumento21 páginasDistance From Addis Ababa (Capital), KMThaigroup CementAinda não há avaliações
- Glaxo Vol IDocumento164 páginasGlaxo Vol IPrakash WarrierAinda não há avaliações
- Clinker Cooler SystemDocumento69 páginasClinker Cooler SystemzementheadAinda não há avaliações
- Alternative Fuels in Cement IndustryDocumento25 páginasAlternative Fuels in Cement IndustryDinh Viet Hai67% (3)
- Duoflex BurnerDocumento6 páginasDuoflex Burnersinghite100% (1)
- Flue Gas Desulfurization by Jojo Basa FINALDocumento40 páginasFlue Gas Desulfurization by Jojo Basa FINALJohnCarloTolibas100% (2)
- Vertical Thermosyphon ReboilersDocumento9 páginasVertical Thermosyphon ReboilersLucianoAinda não há avaliações
- LFL EthaneDocumento4 páginasLFL EthaneMaysa YovandaAinda não há avaliações
- Formation Des Anneaux Four RotatifDocumento39 páginasFormation Des Anneaux Four RotatifsamirAinda não há avaliações
- Coal PreparationDocumento42 páginasCoal PreparationHazem DiabAinda não há avaliações
- Mercury in Cement Clinker ProductionDocumento38 páginasMercury in Cement Clinker ProductionzementheadAinda não há avaliações
- Energy Saving Cement PlantDocumento19 páginasEnergy Saving Cement PlanttankeanleongAinda não há avaliações
- Cement Mill Ball Mill TestingDocumento30 páginasCement Mill Ball Mill Testingzementhead100% (2)
- Technik: RefraDocumento54 páginasTechnik: Reframustaf100% (1)
- Design of Falling-Film EvaporatorsDocumento7 páginasDesign of Falling-Film EvaporatorsHubert Dandie MarshalleckAinda não há avaliações
- Progress of Emission Control System in EAF ShopsDocumento8 páginasProgress of Emission Control System in EAF ShopsJoão CoelhoAinda não há avaliações
- Clinker FormationDocumento120 páginasClinker FormationDragos PlaesuAinda não há avaliações
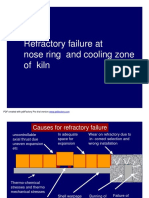
- Nose Ring & Retaining Ring - Cooling & Refractory DesignDocumento69 páginasNose Ring & Retaining Ring - Cooling & Refractory Designzementhead100% (3)
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4No EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Nota: 5 de 5 estrelas5/5 (1)
- Recovering Heat When Generating PowerDocumento8 páginasRecovering Heat When Generating Poweraliscribd46Ainda não há avaliações
- OTE Outotec LURO2 Sulfur Burner Eng WebDocumento4 páginasOTE Outotec LURO2 Sulfur Burner Eng WebI. Murali KrishnaAinda não há avaliações
- A Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat LossesDocumento9 páginasA Study On Boiler Efficiency Improvement by Controlling Flue Gas Heat Lossespriyajit sahooAinda não há avaliações
- Max Kilnshell Temp PDFDocumento8 páginasMax Kilnshell Temp PDFGiequatAinda não há avaliações
- Raw Meal Suspension in CalcinerDocumento48 páginasRaw Meal Suspension in CalcineremadsabriAinda não há avaliações
- Notes of CementDocumento8 páginasNotes of CementNEHALJAIN15Ainda não há avaliações
- Capacity Planning-Operations Management ReportDocumento30 páginasCapacity Planning-Operations Management Reportnafees39100% (2)
- Infinity For Cement Equipment: Quality & Composition of Cement ClinkerDocumento48 páginasInfinity For Cement Equipment: Quality & Composition of Cement ClinkerYhaneAinda não há avaliações
- Ferro AlloysDocumento13 páginasFerro Alloysvjkumar7378397Ainda não há avaliações
- FLS Cooling of ClinkerDocumento30 páginasFLS Cooling of Clinkersaber ghodbaneAinda não há avaliações
- Tray-Type Deaerator: A. Parallel DownflowDocumento4 páginasTray-Type Deaerator: A. Parallel DownflowMuhammad Fakhriy IndallahAinda não há avaliações
- Fls Kiln Systems ProcessDocumento99 páginasFls Kiln Systems ProcessKeshav Nanda100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7Ainda não há avaliações
- The Impact of Air Cooled Condensers On Plant Design and OperationsDocumento12 páginasThe Impact of Air Cooled Condensers On Plant Design and Operationsandi_babyAinda não há avaliações
- BR-1833 - B&W - A Comparison of Fluid-Bed Technologies For Renewable Energy Applications PDFDocumento7 páginasBR-1833 - B&W - A Comparison of Fluid-Bed Technologies For Renewable Energy Applications PDFEduardo DreifusAinda não há avaliações
- AccumulatorsDocumento11 páginasAccumulatorsRufus D SAinda não há avaliações
- Benitez Cap9Documento44 páginasBenitez Cap9Srinivasa Rao VenkumahanthiAinda não há avaliações
- Product Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwDocumento3 páginasProduct Specification: Forbes-Bryan Low Corrosion Tray Type Deaerator - 5Mw To 400MwCarlos ACAinda não há avaliações
- Heat Loss in Ladle FurnaceDocumento5 páginasHeat Loss in Ladle Furnacebahloul mohamedAinda não há avaliações
- Muffle FurnaceDocumento7 páginasMuffle FurnaceRonAinda não há avaliações
- Cti Atp 105Documento12 páginasCti Atp 105swatantar17100% (2)
- AT A P N T C P D: Heoretical Pproach FOR Redicting Umber OF Urns AND Yclone Ressure ROPDocumento14 páginasAT A P N T C P D: Heoretical Pproach FOR Redicting Umber OF Urns AND Yclone Ressure ROProgvilAinda não há avaliações
- Boiler Furnace PDFDocumento8 páginasBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Ainda não há avaliações
- FBC Boiler Operation PDFDocumento2 páginasFBC Boiler Operation PDFNicholasAinda não há avaliações
- New Microsoft PowerPoint PresentationDocumento19 páginasNew Microsoft PowerPoint PresentationYaSsin Saad100% (1)
- Biomass (Rice Straw) Fired BoilerDocumento9 páginasBiomass (Rice Straw) Fired BoilerSnehashis MaityAinda não há avaliações
- Bin DesignDocumento14 páginasBin DesignHogar Belo HorizonteAinda não há avaliações
- Thermal Design of Heat ExchangersDocumento24 páginasThermal Design of Heat ExchangersArunAinda não há avaliações
- Cvs General Presantation 09Documento69 páginasCvs General Presantation 09dertas6641100% (1)
- Chap 34 PDFDocumento16 páginasChap 34 PDFnelson escuderoAinda não há avaliações
- 1996 - Misplon - Pinhole Grate Conversions ofDocumento4 páginas1996 - Misplon - Pinhole Grate Conversions ofmchoi23Ainda não há avaliações
- Stack HT FGDDocumento8 páginasStack HT FGDKiranAinda não há avaliações
- Phosphate Hideout PDFDocumento4 páginasPhosphate Hideout PDFAHMAD DZAKYAinda não há avaliações
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDocumento19 páginasCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuAinda não há avaliações
- Air PropertiesDocumento19 páginasAir PropertiesVanbiervlietAinda não há avaliações
- Bps-06 NOx ControlDocumento4 páginasBps-06 NOx ControlLTE002Ainda não há avaliações
- SMST-Tubes Product Range en 2010 WebDocumento16 páginasSMST-Tubes Product Range en 2010 Webalbejo_r9Ainda não há avaliações
- Is 14164 2008Documento45 páginasIs 14164 2008Pukhraj DagaAinda não há avaliações
- Refractory Dryout by Electrical Coil Heating 2Documento1 páginaRefractory Dryout by Electrical Coil Heating 2choksAinda não há avaliações
- 2.7 Waste Heat Recovery PDFDocumento27 páginas2.7 Waste Heat Recovery PDFKantilal MalwaniaAinda não há avaliações
- Discharge Coefficients Through Perforated Plates at Reynolds Numbers of 400 To 3,000Documento3 páginasDischarge Coefficients Through Perforated Plates at Reynolds Numbers of 400 To 3,000Anonymous knICaxAinda não há avaliações
- Overview ARP (Animasi)Documento2 páginasOverview ARP (Animasi)Roenny GafterAinda não há avaliações
- Main Fire Station-7Documento1 páginaMain Fire Station-7Jhon CenaAinda não há avaliações
- Tema Flanges Class R" Hub FlangesDocumento3 páginasTema Flanges Class R" Hub FlangesChano HanokAinda não há avaliações
- Datasheet of Butterfly ValveDocumento2 páginasDatasheet of Butterfly Valvedhaval3gAinda não há avaliações
- Air Valve Stem at Neetur OHBR: 10@150C/C 10@150C/CDocumento4 páginasAir Valve Stem at Neetur OHBR: 10@150C/C 10@150C/CKumar KingslyAinda não há avaliações
- Feeder "Te" Rotary (Airlock) : ApplicationDocumento5 páginasFeeder "Te" Rotary (Airlock) : ApplicationzementheadAinda não há avaliações
- Energy Venkatesan PowerpointDocumento16 páginasEnergy Venkatesan PowerpointzementheadAinda não há avaliações
- Air SeperatorDocumento35 páginasAir SeperatorzementheadAinda não há avaliações
- Presentation Carbon Service ReductionDocumento30 páginasPresentation Carbon Service ReductionzementheadAinda não há avaliações
- Life of DC Bags 10000 ReversalsDocumento1 páginaLife of DC Bags 10000 ReversalszementheadAinda não há avaliações
- Subzero Design GuideDocumento96 páginasSubzero Design GuidezementheadAinda não há avaliações
- What Are We Trying To Achieve When Firing Fuel in A Rotary KilnDocumento5 páginasWhat Are We Trying To Achieve When Firing Fuel in A Rotary KilnzementheadAinda não há avaliações
- RT500BC Spec Sheet New Style 0051Documento1 páginaRT500BC Spec Sheet New Style 0051zementheadAinda não há avaliações
- Wood Combustion - CurkeetDocumento36 páginasWood Combustion - CurkeetzementheadAinda não há avaliações
- 11489stoplock55698 PDFDocumento1 página11489stoplock55698 PDFzementheadAinda não há avaliações
- FL Smidth - Plant Overview - Water ConsumptionDocumento16 páginasFL Smidth - Plant Overview - Water ConsumptionzementheadAinda não há avaliações
- Products 1, 14-24, Doi: 10.4177/CCGP-D-09-00017.1Documento0 páginaProducts 1, 14-24, Doi: 10.4177/CCGP-D-09-00017.1Amal KhanAinda não há avaliações
- Pre HeaterDocumento53 páginasPre Heaterzementhead100% (2)
- IT500 User Manual 16pp 028 NCDocumento24 páginasIT500 User Manual 16pp 028 NCzementheadAinda não há avaliações
- Modena 80 E ManualDocumento44 páginasModena 80 E ManualpmcerleanAinda não há avaliações
- V Sepa PresentationDocumento13 páginasV Sepa Presentationzementhead0% (1)
- How To Repair Tire and Roller WearDocumento7 páginasHow To Repair Tire and Roller WearzementheadAinda não há avaliações
- Portland (W/C 0.485) 242: (Air-Entraining Portland (W/C 0.460) 230 Non-Portland (As Required For Flow of 110) )Documento3 páginasPortland (W/C 0.485) 242: (Air-Entraining Portland (W/C 0.460) 230 Non-Portland (As Required For Flow of 110) )Anuradha RumeshAinda não há avaliações
- The To Global Warming Skepticism: Scientific GuideDocumento16 páginasThe To Global Warming Skepticism: Scientific GuidezementheadAinda não há avaliações
- Carbon Dioxide Reduction Potential in The Global Cement Industry by 2050 PDFDocumento10 páginasCarbon Dioxide Reduction Potential in The Global Cement Industry by 2050 PDFyinglvAinda não há avaliações
- 17.00 Loïc Pottier, Fives FCBDocumento11 páginas17.00 Loïc Pottier, Fives FCBMohd AliAinda não há avaliações
- AB SP Decarbonisation Report Final-V2 PDFDocumento97 páginasAB SP Decarbonisation Report Final-V2 PDFRafael SousaAinda não há avaliações
- Cement and Lime, GypsumDocumento10 páginasCement and Lime, GypsumAliceAinda não há avaliações
- HAZOPDocumento1 páginaHAZOPLois ReyesAinda não há avaliações
- ACC LimitedDocumento8 páginasACC LimitedRohit Vishal PandeyAinda não há avaliações
- DGKCCL Plant ReportDocumento33 páginasDGKCCL Plant ReportNusrat Abbas AwanAinda não há avaliações
- DRI Report 2Documento43 páginasDRI Report 2FahmiAinda não há avaliações
- DugatDocumento76 páginasDugatManoj Kumar ManuAinda não há avaliações
- Updates (Company Update)Documento92 páginasUpdates (Company Update)Shyam SunderAinda não há avaliações
- 1230 Tsutomu Nomura, Kobe SteelDocumento25 páginas1230 Tsutomu Nomura, Kobe SteelJoseAinda não há avaliações
- Castalloy TechDocumento10 páginasCastalloy TechArthur Maderse Ramo Jr.Ainda não há avaliações
- Snowman Formation Clinker CoolerDocumento5 páginasSnowman Formation Clinker Coolerrgarciacmi100% (2)