Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Beko Brand Book 2017 PDFDocumento75 páginasBeko Brand Book 2017 PDFYasser joudi50% (2)
- Mil Mi 171 Flight Manual Book 1.stampedDocumento465 páginasMil Mi 171 Flight Manual Book 1.stampedcharles_ac100% (15)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Print Reading For Constn (2013) D. DorfmuellerDocumento51 páginasPrint Reading For Constn (2013) D. DorfmuellerBogasi Q.Ainda não há avaliações
- Distributor Manual - 26th Jun20Documento59 páginasDistributor Manual - 26th Jun20nityanshuAinda não há avaliações
- 06 - Modifying Data in SQL ServerDocumento27 páginas06 - Modifying Data in SQL ServerChowdhury Golam KibriaAinda não há avaliações
- 08 - Retrieving SQL Metadata and Improving SQL PerformanceDocumento35 páginas08 - Retrieving SQL Metadata and Improving SQL PerformanceChowdhury Golam KibriaAinda não há avaliações
- 07 - Programming With T-SQLDocumento35 páginas07 - Programming With T-SQLChowdhury Golam KibriaAinda não há avaliações
- 04 - Grouping and Aggregating DataDocumento35 páginas04 - Grouping and Aggregating DataChowdhury Golam KibriaAinda não há avaliações
- 03 - SQL Server Data Types and FunctionsDocumento37 páginas03 - SQL Server Data Types and FunctionsChowdhury Golam KibriaAinda não há avaliações
- 05 - SET Operators Grouping and Windows FunctionsDocumento30 páginas05 - SET Operators Grouping and Windows FunctionsChowdhury Golam KibriaAinda não há avaliações
- 02 - Advanced SELECT StatementsDocumento36 páginas02 - Advanced SELECT StatementsChowdhury Golam KibriaAinda não há avaliações
- The Knowledge Value ChainDocumento14 páginasThe Knowledge Value ChainChowdhury Golam KibriaAinda não há avaliações
- Latent Variable in Business Logistics ResearchDocumento29 páginasLatent Variable in Business Logistics ResearchChowdhury Golam KibriaAinda não há avaliações
- 01 - Introducing SQL Server 2012Documento27 páginas01 - Introducing SQL Server 2012Chowdhury Golam KibriaAinda não há avaliações
- Value Chain Vs Supply ChainDocumento7 páginasValue Chain Vs Supply Chainsornapudi472Ainda não há avaliações
- Value Chain Case For Health Care ReformDocumento4 páginasValue Chain Case For Health Care ReformChowdhury Golam KibriaAinda não há avaliações
- Health Care As A Complex Adaptive SystemDocumento10 páginasHealth Care As A Complex Adaptive SystemChowdhury Golam KibriaAinda não há avaliações
- Curriculum Vitae of Chowdhury Golam Kibria: DependentsDocumento12 páginasCurriculum Vitae of Chowdhury Golam Kibria: DependentsChowdhury Golam KibriaAinda não há avaliações
- The Knowledge Value ChainDocumento14 páginasThe Knowledge Value ChainChowdhury Golam KibriaAinda não há avaliações
- Value Chain Case For Health Care ReformDocumento4 páginasValue Chain Case For Health Care ReformChowdhury Golam KibriaAinda não há avaliações
- The Information Value Chain Revisited - A Design School ModelDocumento12 páginasThe Information Value Chain Revisited - A Design School ModelChowdhury Golam KibriaAinda não há avaliações
- Information Value ChainDocumento47 páginasInformation Value ChainChowdhury Golam Kibria100% (1)
- Value Chain Case For Health Care ReformDocumento4 páginasValue Chain Case For Health Care ReformChowdhury Golam KibriaAinda não há avaliações
- Health Care Value ChainDocumento24 páginasHealth Care Value ChainallisterotherAinda não há avaliações
- Advertising and Promotion - Chapter 6Documento39 páginasAdvertising and Promotion - Chapter 6Chowdhury Golam Kibria100% (1)
- Health Care As A Complex Adaptive SystemDocumento10 páginasHealth Care As A Complex Adaptive SystemChowdhury Golam KibriaAinda não há avaliações
- A Structural Equation Model of Supply Chain Management Strategies and Firm PerformanceDocumento26 páginasA Structural Equation Model of Supply Chain Management Strategies and Firm PerformanceChowdhury Golam KibriaAinda não há avaliações
- How Green Is The Supply ChainDocumento40 páginasHow Green Is The Supply ChainChowdhury Golam KibriaAinda não há avaliações
- Fixing The Health Care Supply ChainDocumento4 páginasFixing The Health Care Supply ChainChowdhury Golam KibriaAinda não há avaliações
- Value Chain Case For Health Care ReformDocumento4 páginasValue Chain Case For Health Care ReformChowdhury Golam KibriaAinda não há avaliações
- Six Sigma in Healthcare Value ChainDocumento30 páginasSix Sigma in Healthcare Value ChainChowdhury Golam Kibria100% (2)
- Quinn 2000 Outsourcing InnovationDocumento16 páginasQuinn 2000 Outsourcing Innovationlia_baikAinda não há avaliações
- Health Economic GuidelinesDocumento79 páginasHealth Economic GuidelinesChowdhury Golam KibriaAinda não há avaliações
- ADR Nov 20Documento4 páginasADR Nov 20Lara De los SantosAinda não há avaliações
- Describe The Operation of A Petty Cash Fund. Companies Operate A Petty CashDocumento3 páginasDescribe The Operation of A Petty Cash Fund. Companies Operate A Petty CashLê Lý Nhân HậuAinda não há avaliações
- A Beginner's Guide To Digital Signal Processing (DSP) - Design Center - Analog DevicesDocumento3 páginasA Beginner's Guide To Digital Signal Processing (DSP) - Design Center - Analog Devices1985 productionAinda não há avaliações
- P A R M, I .: Application For MembershipDocumento2 páginasP A R M, I .: Application For MembershipAnonymous PcPkRpAKD5Ainda não há avaliações
- Title of Lab: Abstract (Maximum Page)Documento2 páginasTitle of Lab: Abstract (Maximum Page)henryAinda não há avaliações
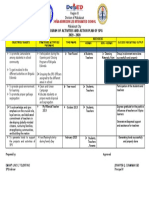
- Work Plan SPG 2019-2020Documento1 páginaWork Plan SPG 2019-2020Danny LineAinda não há avaliações
- How To Become A Youtube InfluencerDocumento35 páginasHow To Become A Youtube InfluencerAjay KukrejaAinda não há avaliações
- Starbucks Failure in AustraliaDocumento8 páginasStarbucks Failure in AustraliaRabiaAinda não há avaliações
- Category No: 752/2021 - 768/2021Documento4 páginasCategory No: 752/2021 - 768/2021Nandagopan GAinda não há avaliações
- MMHRM MCQDocumento12 páginasMMHRM MCQYusuf SiyaAinda não há avaliações
- GAIN - Flight Safety HandbookDocumento180 páginasGAIN - Flight Safety HandbookDennis Groves100% (4)
- CRM Software Services IndiaDocumento33 páginasCRM Software Services IndiaSales MantraAinda não há avaliações
- Weekly Internship Report For 4th WeekDocumento5 páginasWeekly Internship Report For 4th WeekWarda Khawar100% (1)
- Enciclica-Laudato-Si - en - PDF: LAUDATO SI (If You Want To Refer To The Orig Text)Documento15 páginasEnciclica-Laudato-Si - en - PDF: LAUDATO SI (If You Want To Refer To The Orig Text)Aehrold GarmaAinda não há avaliações
- RCB Dealers PHDocumento3 páginasRCB Dealers PHJing AbionAinda não há avaliações
- IT-C-20-I YEAR - CompressedDocumento148 páginasIT-C-20-I YEAR - Compressedsoma rajAinda não há avaliações
- The Occupational Therapy Process Competencies (PDFDrive)Documento99 páginasThe Occupational Therapy Process Competencies (PDFDrive)kori holubAinda não há avaliações
- DSD Jail Operations Audit ReportDocumento84 páginasDSD Jail Operations Audit Report9newsAinda não há avaliações
- Ficto Criticism King1991Documento18 páginasFicto Criticism King1991zlidjukaAinda não há avaliações
- Graduate School: Batangas State UniversityDocumento6 páginasGraduate School: Batangas State UniversityRuth Ann DimalaluanAinda não há avaliações
- Agriculture in Panama Challenges and Opportunities 2018Documento10 páginasAgriculture in Panama Challenges and Opportunities 2018Dania LyewAinda não há avaliações
- An Inspector Calls The Board GameDocumento2 páginasAn Inspector Calls The Board GameEseel AlsammarraieAinda não há avaliações
- Tesla TV 32T320BH 32T320SH User ManualDocumento42 páginasTesla TV 32T320BH 32T320SH User ManualSaso MangeAinda não há avaliações
- NTSE Stage 1 West Bengal Solved Paper 2014Documento36 páginasNTSE Stage 1 West Bengal Solved Paper 2014Timpu KumarAinda não há avaliações
- Stereotypes in General-Advantages and Disadvantages: Being Typically EnglishDocumento2 páginasStereotypes in General-Advantages and Disadvantages: Being Typically EnglishDiana IrimieaAinda não há avaliações
- Department of Education: Pinaod Central School Form 4: Lac Engagement ReportDocumento6 páginasDepartment of Education: Pinaod Central School Form 4: Lac Engagement ReportAngelica Pastrana Dela CruzAinda não há avaliações