Você também pode gostar
- Equilibrium, Kinetic and Thermodynamic Studies On Ion of Copper and Zinc From Mixed Solution by Erythrina Variegata Oriental Is Leaf PowderDocumento24 páginasEquilibrium, Kinetic and Thermodynamic Studies On Ion of Copper and Zinc From Mixed Solution by Erythrina Variegata Oriental Is Leaf PowderS Bharadwaj ReddyAinda não há avaliações
- The Manufacture of Ethanol From Casein Whey A Two-Fold Solution To The Dilemmas of Waste Disposal and Energy CrunchDocumento19 páginasThe Manufacture of Ethanol From Casein Whey A Two-Fold Solution To The Dilemmas of Waste Disposal and Energy CrunchS Bharadwaj ReddyAinda não há avaliações
- Treatment of Textile Waste Water Containing Black Sulfur Dye Using Ceramic Membrane Based Separation ProcessDocumento5 páginasTreatment of Textile Waste Water Containing Black Sulfur Dye Using Ceramic Membrane Based Separation ProcessS Bharadwaj ReddyAinda não há avaliações
- Waste-Water Reuse by Improved Application of Existing TechnoDocumento11 páginasWaste-Water Reuse by Improved Application of Existing TechnoS Bharadwaj ReddyAinda não há avaliações
- Removal of CR (VI) From Waste Water Using Hyacinth Roots Kinetic, Equilibrium and Thermodynamic StudiesDocumento9 páginasRemoval of CR (VI) From Waste Water Using Hyacinth Roots Kinetic, Equilibrium and Thermodynamic StudiesS Bharadwaj ReddyAinda não há avaliações
- Study of Economic Viability of Using Ammonium Hydroxide As Part Replacement of Sodium Hydroxide in Regeneration Media in Water Treatment PlantDocumento12 páginasStudy of Economic Viability of Using Ammonium Hydroxide As Part Replacement of Sodium Hydroxide in Regeneration Media in Water Treatment PlantS Bharadwaj ReddyAinda não há avaliações
- Study For Recovery of Uranium From Waste Effluent by Nitrogen Based SorbentDocumento7 páginasStudy For Recovery of Uranium From Waste Effluent by Nitrogen Based SorbentS Bharadwaj ReddyAinda não há avaliações
- Photo Catalytic Degradation of Organic Pollutants in Dairy EffluentDocumento8 páginasPhoto Catalytic Degradation of Organic Pollutants in Dairy EffluentS Bharadwaj ReddyAinda não há avaliações
- Selectivity Engineering in On of Mesitylene With Isopropyl Alcohol Over Cesium Substituted Hetero Pol Ya Cid Supported On K-10 ClayDocumento18 páginasSelectivity Engineering in On of Mesitylene With Isopropyl Alcohol Over Cesium Substituted Hetero Pol Ya Cid Supported On K-10 ClayS Bharadwaj ReddyAinda não há avaliações
- Studies in Adsorptiondesorption of Carbon DioxideDocumento6 páginasStudies in Adsorptiondesorption of Carbon DioxideS Bharadwaj ReddyAinda não há avaliações
- Potential Use of Eichhornia Crassipes For Treatment of Highly Toxic Sulphur Black EffluentDocumento7 páginasPotential Use of Eichhornia Crassipes For Treatment of Highly Toxic Sulphur Black EffluentS Bharadwaj ReddyAinda não há avaliações
- Pollution Sources From Petrochemial PlantsDocumento6 páginasPollution Sources From Petrochemial PlantsS Bharadwaj ReddyAinda não há avaliações
- Removal of Tetra Hydro Fur An Using Isolated Strain From Municipal Seweage EffulentDocumento11 páginasRemoval of Tetra Hydro Fur An Using Isolated Strain From Municipal Seweage EffulentS Bharadwaj ReddyAinda não há avaliações
- Modeling and Simulation For S.S. Re-Rolling Mills Waste TreatmentDocumento11 páginasModeling and Simulation For S.S. Re-Rolling Mills Waste TreatmentS Bharadwaj ReddyAinda não há avaliações
- Kinetics of Condensation Reaction of Crude Glycerol With Acetaldehyde in A Reactive Extraction ProcessDocumento10 páginasKinetics of Condensation Reaction of Crude Glycerol With Acetaldehyde in A Reactive Extraction ProcessS Bharadwaj ReddyAinda não há avaliações
- Atom Economical Synthesis of 4'-Methylpropiophenone by Friedel-Crafts Acylation of Toluene With Propionic Anhydride Over Solid Me So Porous Superacid UDCaT-5Documento17 páginasAtom Economical Synthesis of 4'-Methylpropiophenone by Friedel-Crafts Acylation of Toluene With Propionic Anhydride Over Solid Me So Porous Superacid UDCaT-5S Bharadwaj ReddyAinda não há avaliações
- Experimental Studies On Remediation of Arsenic Contaminated Soils Using A Novel Solvent Extract Ant MixtureDocumento6 páginasExperimental Studies On Remediation of Arsenic Contaminated Soils Using A Novel Solvent Extract Ant MixtureS Bharadwaj ReddyAinda não há avaliações
- Defluoridation of Water Using Phosphoric Acid Modified Activated Carbon Obtained From Sugarcane-ThrashDocumento7 páginasDefluoridation of Water Using Phosphoric Acid Modified Activated Carbon Obtained From Sugarcane-ThrashS Bharadwaj ReddyAinda não há avaliações
- Friedel-Crafts Alkylation of Xylenes With Tert-Butanol Over Me So Porous Superacid UDCaT-5Documento22 páginasFriedel-Crafts Alkylation of Xylenes With Tert-Butanol Over Me So Porous Superacid UDCaT-5S Bharadwaj ReddyAinda não há avaliações
- Equilibrium Studies For Ion of Zinc Onto Gallus Domestic Us Shell PowderDocumento7 páginasEquilibrium Studies For Ion of Zinc Onto Gallus Domestic Us Shell PowderS Bharadwaj ReddyAinda não há avaliações
- Evaluation of A Novel Sorbent For Recovery of Radio-Nuclides - A Comparison of Batch and Column OperationDocumento6 páginasEvaluation of A Novel Sorbent For Recovery of Radio-Nuclides - A Comparison of Batch and Column OperationS Bharadwaj ReddyAinda não há avaliações
- Ion of Basic Dye Using Industrial Waste Spent Brewery YeastDocumento26 páginasIon of Basic Dye Using Industrial Waste Spent Brewery YeastS Bharadwaj ReddyAinda não há avaliações
- A Novel Approach For Toxicity Removal Through Tailor-Made SorbentDocumento6 páginasA Novel Approach For Toxicity Removal Through Tailor-Made SorbentS Bharadwaj ReddyAinda não há avaliações
- Assessment of Water Quality of Tolly's Nullah Using CCME Water Quality Index MethodDocumento7 páginasAssessment of Water Quality of Tolly's Nullah Using CCME Water Quality Index MethodS Bharadwaj ReddyAinda não há avaliações
- Adsorption of CD (II) and PB (II) From Aqueous Solutions On Saw Dust and Neem BarkDocumento11 páginasAdsorption of CD (II) and PB (II) From Aqueous Solutions On Saw Dust and Neem BarkS Bharadwaj ReddyAinda não há avaliações
- Activated Carbon From Corn Cobs and Coconut Shell For Heavy Metal Ions AdsorptionDocumento8 páginasActivated Carbon From Corn Cobs and Coconut Shell For Heavy Metal Ions AdsorptionS Bharadwaj Reddy100% (1)
- Experimental Studies On Saline Waste Water Treatment Using Electrochemical Catalytic ReactorsDocumento9 páginasExperimental Studies On Saline Waste Water Treatment Using Electrochemical Catalytic ReactorsS Bharadwaj ReddyAinda não há avaliações
- Preparation of Tri-Metallic Catalyst For Direct Ethanol Fuel CellDocumento4 páginasPreparation of Tri-Metallic Catalyst For Direct Ethanol Fuel CellS Bharadwaj ReddyAinda não há avaliações
- Sensitivity Analysis of A 500 W Proton Exchange Membrane Fuel Cell Stack by Design of ExperimentsDocumento9 páginasSensitivity Analysis of A 500 W Proton Exchange Membrane Fuel Cell Stack by Design of ExperimentsS Bharadwaj ReddyAinda não há avaliações
- Electrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryDocumento8 páginasElectrochemical Importance of Anode and Cathode Coating in A Membrane Cell Chlor Alkali IndustryS Bharadwaj Reddy100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- LINTASARTA BROCHURE CONNECTIVITY-compressed PDFDocumento7 páginasLINTASARTA BROCHURE CONNECTIVITY-compressed PDFDio AnandaAinda não há avaliações
- Confidential: WLAN Client UtilityDocumento154 páginasConfidential: WLAN Client UtilityMelissa AmiratAinda não há avaliações
- SCX 4521FDocumento9 páginasSCX 4521FadycrsAinda não há avaliações
- Wireless ElectricityDocumento18 páginasWireless ElectricityRaghav Gupta100% (1)
- GATE EC 2016 S1 Solved Paper PDFDocumento52 páginasGATE EC 2016 S1 Solved Paper PDFJKAinda não há avaliações
- SP WIFI Solution CiscoDocumento64 páginasSP WIFI Solution CiscoRalph NassifAinda não há avaliações
- 5th Harmonic Resonance: Power QualityDocumento2 páginas5th Harmonic Resonance: Power QualityLorena OrtizAinda não há avaliações
- Omega PresentDocumento66 páginasOmega PresentEric PhamAinda não há avaliações
- Compal La-9984p r1.0 SchematicsDocumento58 páginasCompal La-9984p r1.0 SchematicsМартин АнгеловAinda não há avaliações
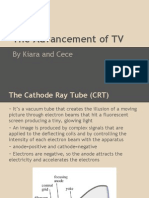
- The Cathode Ray TubeDocumento13 páginasThe Cathode Ray Tubeapi-269382043Ainda não há avaliações
- PSU MCQs On Satellite Communication and RadarDocumento6 páginasPSU MCQs On Satellite Communication and RadarMohan Devaraj67% (3)
- Data Configuration: ENE040613040002 HUAWEI BSC6000Documento72 páginasData Configuration: ENE040613040002 HUAWEI BSC6000Thirupathi SubbaiahAinda não há avaliações
- Best Buy SummaryDocumento9 páginasBest Buy SummaryBhairav YouthsAinda não há avaliações
- MDS3653URH Datasheet ReemplazoDocumento9 páginasMDS3653URH Datasheet ReemplazoHubert RodriguezAinda não há avaliações
- Manual de Diagramas 450-2000reozd-4 PDFDocumento76 páginasManual de Diagramas 450-2000reozd-4 PDFalstomAinda não há avaliações
- CAMARA qsds14273wDocumento2 páginasCAMARA qsds14273wAle LorenzAinda não há avaliações
- Hart Chapter 10 SolutionsDocumento8 páginasHart Chapter 10 SolutionsCarolina de MeloAinda não há avaliações
- NP-RV411 - RV520 - Scala2-R - Ba41-01608a - 01609a (1) (Diagramas - Com.br)Documento48 páginasNP-RV411 - RV520 - Scala2-R - Ba41-01608a - 01609a (1) (Diagramas - Com.br)Washington Nofrim MendesAinda não há avaliações
- 50 TOP SEMICONDUCTOR DIODE Questions and Answers PDFDocumento8 páginas50 TOP SEMICONDUCTOR DIODE Questions and Answers PDFijazAinda não há avaliações
- Designing For Cisco Internetwork Solutions Lab Guide (CCDA DESGN 640-864) v2.1Documento95 páginasDesigning For Cisco Internetwork Solutions Lab Guide (CCDA DESGN 640-864) v2.1axidnet100% (2)
- NOTEBOOK ASUS ZENBOOK DUO UX481FL-BM070T (BLUE) - INTEL CORE I5-10210U, 8GB, 512GB SSD, MX250,14 - , WIND10 - MDP IT & Electronic StoreDocumento4 páginasNOTEBOOK ASUS ZENBOOK DUO UX481FL-BM070T (BLUE) - INTEL CORE I5-10210U, 8GB, 512GB SSD, MX250,14 - , WIND10 - MDP IT & Electronic Storemahdi ningAinda não há avaliações
- Subject Code Subject: Microcontroller and Embedded SystemsDocumento15 páginasSubject Code Subject: Microcontroller and Embedded SystemsSaharsh RajputAinda não há avaliações
- ZD553KL L2 Service Manual: Product AppearanceDocumento22 páginasZD553KL L2 Service Manual: Product AppearanceAnselmo AntunesAinda não há avaliações
- Question Paper Code:: Reg. No.Documento3 páginasQuestion Paper Code:: Reg. No.ajuklm88Ainda não há avaliações
- Schneider Electric PLC 43 XMIT enDocumento117 páginasSchneider Electric PLC 43 XMIT enJoão MarrazesAinda não há avaliações
- Wirless Digital CommunicationDocumento4 páginasWirless Digital CommunicationStalin BabuAinda não há avaliações
- FD 16GBDocumento2 páginasFD 16GBRezalAinda não há avaliações
- Release NotesDocumento6 páginasRelease NotesVictor CastroAinda não há avaliações
- Digital Communication Chapter 11Documento5 páginasDigital Communication Chapter 11MIsh GomezAinda não há avaliações
- The Study of Consumer Behaviour Towards Smartphone in Western MumbaiDocumento11 páginasThe Study of Consumer Behaviour Towards Smartphone in Western MumbaiLIBIN JOSEAinda não há avaliações