Você também pode gostar
- GGD 4340 Aço para beneficiamento com alta resistência e temperabilidadeDocumento1 páginaGGD 4340 Aço para beneficiamento com alta resistência e temperabilidadeElieser JúnioAinda não há avaliações
- Aço 1045Documento1 páginaAço 1045Agnus FontesAinda não há avaliações
- Tomador de pressão com válvula esferaDocumento1 páginaTomador de pressão com válvula esferaMikhail Tibes SoaresAinda não há avaliações
- Tolerância de forma em peças mecanizadasDocumento17 páginasTolerância de forma em peças mecanizadasMarco Antonio CovieloAinda não há avaliações
- Laminação de aço - Processo e análiseDocumento34 páginasLaminação de aço - Processo e análiseGio FassinaAinda não há avaliações
- Parafusos de MovimentoDocumento35 páginasParafusos de MovimentoAndreAinda não há avaliações
- Cálculos de Um LaminadorDocumento9 páginasCálculos de Um LaminadorBrunoCostaChavesAinda não há avaliações
- Lista de verificação de projeto elétricoDocumento2 páginasLista de verificação de projeto elétricodemem09Ainda não há avaliações
- Tensões TérmicasDocumento17 páginasTensões TérmicasNailde AmorimAinda não há avaliações
- PROVA DE ELETRICISTA AUTOMOTIVO - Nivel Medio PDFDocumento11 páginasPROVA DE ELETRICISTA AUTOMOTIVO - Nivel Medio PDFEveraldo JoséAinda não há avaliações
- Dinâmica das Máquinas - Teste 3 UFCEDocumento3 páginasDinâmica das Máquinas - Teste 3 UFCENathan MarshalAinda não há avaliações
- Dimensionamento de Ligações em Estruturas MetálicasDocumento13 páginasDimensionamento de Ligações em Estruturas Metálicasfernando mello de mattosAinda não há avaliações
- Comandos Hidraulicos - Informações TecnologicasDocumento440 páginasComandos Hidraulicos - Informações TecnologicasGeovane LinoAinda não há avaliações
- Catalogo Escadas Fixas de Acesso 1Documento8 páginasCatalogo Escadas Fixas de Acesso 1Rolando CostaAinda não há avaliações
- Manutenção de sistemas hidráulicosDocumento11 páginasManutenção de sistemas hidráulicosIsaac YmAinda não há avaliações
- Fadiga em Metais: Características e FatoresDocumento24 páginasFadiga em Metais: Características e Fatorescharles_acAinda não há avaliações
- 11 (2) Máquinas e Mecanização Agrícola (Curriculum Novo)Documento4 páginas11 (2) Máquinas e Mecanização Agrícola (Curriculum Novo)Cristiano Duarte MagalhãesAinda não há avaliações
- GAME - Extrusão: vantagens, materiais, métodos e processosDocumento10 páginasGAME - Extrusão: vantagens, materiais, métodos e processosPaulo RicardoAinda não há avaliações
- PUC - REMA I - 07 - Círculo de Mohr para Tensões - HibbelerDocumento35 páginasPUC - REMA I - 07 - Círculo de Mohr para Tensões - HibbelerDanillo MeirelesAinda não há avaliações
- Transmissão de potência por correias e parafusosDocumento22 páginasTransmissão de potência por correias e parafusosfeernandobAinda não há avaliações
- ENCRUAMENTODocumento10 páginasENCRUAMENTOWelerson DiegoAinda não há avaliações
- Dom da Piedade restaura relaçõesDocumento2 páginasDom da Piedade restaura relaçõesWillianfilosofoAinda não há avaliações
- SINAPI CT LOTE1 ESCADAS v002Documento50 páginasSINAPI CT LOTE1 ESCADAS v002Ana Paula Ribeiro de AraujoAinda não há avaliações
- Desenho de conjunto do grampo fixoDocumento10 páginasDesenho de conjunto do grampo fixoKelvin MuzilkAinda não há avaliações
- Dimensionamento de Redes de Distribuição de Ar ComprimidoDocumento28 páginasDimensionamento de Redes de Distribuição de Ar Comprimidopaulo cesarAinda não há avaliações
- Projeto Pedagógico do Curso de Engenharia Mecânica UFPADocumento91 páginasProjeto Pedagógico do Curso de Engenharia Mecânica UFPAÉlio Dos SantosAinda não há avaliações
- Aula 5 Tubulações IndustriaisDocumento50 páginasAula 5 Tubulações IndustriaisRogério JuniorAinda não há avaliações
- Sistema de desidratação de álcool por peneira molecular SIDPEMDocumento64 páginasSistema de desidratação de álcool por peneira molecular SIDPEMCarlos MuraquiAinda não há avaliações
- Macaco mecânico, tesoura, DAN HIYU pro, 1 US Ton: relatório de estáticaDocumento69 páginasMacaco mecânico, tesoura, DAN HIYU pro, 1 US Ton: relatório de estáticaDaniel Santos100% (1)
- Introdução Aos Processos de FabricaçãoDocumento73 páginasIntrodução Aos Processos de FabricaçãoSérgio BarraAinda não há avaliações
- Lubrificante para bombas hidráulicasDocumento4 páginasLubrificante para bombas hidráulicasDeise Tatiana ArgoloAinda não há avaliações
- Relação de aço para degrauDocumento1 páginaRelação de aço para degrauEmiliano CarnielettoAinda não há avaliações
- Directrices para Diseño ESC 101-96Documento49 páginasDirectrices para Diseño ESC 101-96Guillermo Lopez-FloresAinda não há avaliações
- ISO 1940 BalanceamentoDocumento11 páginasISO 1940 BalanceamentoViviane Alves Loureiro de SousaAinda não há avaliações
- Trabalho DfmaDocumento11 páginasTrabalho Dfmadu1000brazilAinda não há avaliações
- Manual Unidade Força PPM-3BDocumento25 páginasManual Unidade Força PPM-3BIcaro OliveiraAinda não há avaliações
- Isolamento TermicoDocumento36 páginasIsolamento TermicoDayvd EbônysAinda não há avaliações
- Biogas o Combustivel Do Futuro Por Alcimar Nunes de PaulaDocumento62 páginasBiogas o Combustivel Do Futuro Por Alcimar Nunes de PaulaAlcimarAinda não há avaliações
- Relatório da 1a aula prática de medição com paquímetrosDocumento3 páginasRelatório da 1a aula prática de medição com paquímetrosArlindo Lopes FariaAinda não há avaliações
- Influência do teor de carbono nas propriedades mecânicas dos açosDocumento10 páginasInfluência do teor de carbono nas propriedades mecânicas dos açosNayara NeresAinda não há avaliações
- Dimensionamento de sistema de ventilação para quarto de hotelDocumento24 páginasDimensionamento de sistema de ventilação para quarto de hotelThiago GomesAinda não há avaliações
- Aula 6 MolasDocumento28 páginasAula 6 Molasanon_741454931100% (5)
- Fluidos HidráulicosDocumento32 páginasFluidos HidráulicosMarcos José de Freitas100% (1)
- Catalogo Completo Roda Dentada - Portugues PDFDocumento85 páginasCatalogo Completo Roda Dentada - Portugues PDFjohncristAinda não há avaliações
- Limites de temperatura e pressão em Tanques de armazenamentoDocumento8 páginasLimites de temperatura e pressão em Tanques de armazenamentoNilsonAinda não há avaliações
- Lubrax LubrificantesDocumento1 páginaLubrax LubrificantesmaiquelernAinda não há avaliações
- Fadiga tensão admissívelDocumento20 páginasFadiga tensão admissívelAndre NilsonAinda não há avaliações
- Usinagem: lista de exercícios sobre parâmetros de corteDocumento9 páginasUsinagem: lista de exercícios sobre parâmetros de corteSarah MendesAinda não há avaliações
- Manutenção Produtiva TotalDocumento23 páginasManutenção Produtiva TotalAlexandre100% (1)
- Lista de exercícios fadiga exercíciosDocumento3 páginasLista de exercícios fadiga exercíciosVithor Hugo CostaAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- Aço para Construção Mecânica - SAE 4320 PDFDocumento2 páginasAço para Construção Mecânica - SAE 4320 PDFRobson PereiraAinda não há avaliações
- Aço 52100Documento1 páginaAço 52100Tiago AlvesAinda não há avaliações
- Aço Sae 8640Documento1 páginaAço Sae 8640Jota JacquesAinda não há avaliações
- Características Sae 52100 PDFDocumento2 páginasCaracterísticas Sae 52100 PDFBernardo0% (1)
- 8640Documento2 páginas8640Israel GonçalvesAinda não há avaliações
- Cof11 0537Documento10 páginasCof11 0537Fabricio PereiraAinda não há avaliações
- 12-ARU DEB Vistas em CorteDocumento14 páginas12-ARU DEB Vistas em Cortemarianafff6975Ainda não há avaliações
- Reparos em Ferros Fundidos com Baixo Aporte de CalorDocumento2 páginasReparos em Ferros Fundidos com Baixo Aporte de CalorRobson PereiraAinda não há avaliações
- Tecnologia em Fabricacao Mecanica PDFDocumento138 páginasTecnologia em Fabricacao Mecanica PDFRobson PereiraAinda não há avaliações
- Reservatórios de Aço para Armazenamento de ÁguaDocumento27 páginasReservatórios de Aço para Armazenamento de ÁguaJolival JúniorAinda não há avaliações
- Tratamentos Térmicos de AçosDocumento51 páginasTratamentos Térmicos de AçosCleberFernandoAinda não há avaliações
- Soldagem de Ferros Fundidos com Baixo Aporte de CalorDocumento2 páginasSoldagem de Ferros Fundidos com Baixo Aporte de CalorRobson PereiraAinda não há avaliações
- 3 TanquesDocumento6 páginas3 TanquesmaxperdigaoAinda não há avaliações
- Xyron 22-24-1Documento2 páginasXyron 22-24-1Robson PereiraAinda não há avaliações
- Curso Torneiro Mecânico IFCEDocumento50 páginasCurso Torneiro Mecânico IFCEAnanias Sousa Goes NetoAinda não há avaliações
- ABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosDocumento118 páginasABNT NBR 7821 NB 89 - Tanques Soldados para Armazenamento de Petroleo e DerivadosAnderson VagnerAinda não há avaliações
- Projeto Técnico 1 Ciclo MecânicaDocumento75 páginasProjeto Técnico 1 Ciclo MecânicaangelarschAinda não há avaliações
- Elementos Maquina 31elemDocumento6 páginasElementos Maquina 31elemProfissional SENAIAinda não há avaliações
- Ligas MetálicasDocumento54 páginasLigas MetálicasAnonymous hj68hZmoAinda não há avaliações
- Simbologia em SoldagemDocumento9 páginasSimbologia em SoldagemevandronscAinda não há avaliações
- Manual Técnico de Aço InoxidávelDocumento14 páginasManual Técnico de Aço InoxidáveloritasAinda não há avaliações
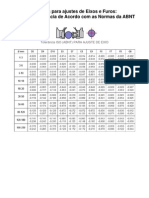
- Tabelas para Ajustes Eixos FurosDocumento4 páginasTabelas para Ajustes Eixos FurosRone CarvalhoAinda não há avaliações
- Proteção Contra Descargas Atmosféricas - Parte 2 - NBR5419-2 PDFDocumento112 páginasProteção Contra Descargas Atmosféricas - Parte 2 - NBR5419-2 PDFRobson PereiraAinda não há avaliações
- 1.1.2 Propriedades Dos FluidosDocumento7 páginas1.1.2 Propriedades Dos FluidosMonalisaEvansAinda não há avaliações
- NT Dat 006 2013 Sinalização de Segurança e Emergência Contra Incêndio e Pânico PDFDocumento39 páginasNT Dat 006 2013 Sinalização de Segurança e Emergência Contra Incêndio e Pânico PDFMaria Helena Martins RochaAinda não há avaliações
- 01 Parafusos e Roscas - 2Documento26 páginas01 Parafusos e Roscas - 2miqueiasprataAinda não há avaliações
- Elementos Maquina 06elemDocumento8 páginasElementos Maquina 06elemProfissional SENAIAinda não há avaliações
- Feros Fundidos 5-Ferro - FundidoDocumento16 páginasFeros Fundidos 5-Ferro - FundidoElda LinosAinda não há avaliações
- NoÇÕes de HidrÁulica e MecÂnica Dos FluÍdosDocumento22 páginasNoÇÕes de HidrÁulica e MecÂnica Dos FluÍdosAlex100% (7)
- Ferros Fundidos: Propriedades e AplicaçõesDocumento15 páginasFerros Fundidos: Propriedades e AplicaçõesCaique Thallys LAinda não há avaliações
- Análise granulométrica de areia do Rio VerdeDocumento15 páginasAnálise granulométrica de areia do Rio VerdebiitsAinda não há avaliações
- FerrofundidoDocumento15 páginasFerrofundidoadrbimAinda não há avaliações
- Estiva - ConexãoDocumento3 páginasEstiva - ConexãoTI Tem total FabrilAinda não há avaliações
- Ficha Cadastral NovaDocumento2 páginasFicha Cadastral Novalucas araujoAinda não há avaliações
- Jogos, Vivências e Dinâmicas para A Mocidade EspíritaDocumento42 páginasJogos, Vivências e Dinâmicas para A Mocidade EspíritaDouglas Marinho Costa100% (1)
- Análise SWOT de empresa de reciclagemDocumento9 páginasAnálise SWOT de empresa de reciclagemWallace TeixeiraAinda não há avaliações
- Jornal Valor Econômico 040324Documento40 páginasJornal Valor Econômico 040324Rodnei GomesAinda não há avaliações
- EDITAL CHAMAMENTO Marco 2020 10 1 PDFDocumento122 páginasEDITAL CHAMAMENTO Marco 2020 10 1 PDFthiagojapurAinda não há avaliações
- Guias Linear NSKDocumento3 páginasGuias Linear NSKfelipe_falcãoAinda não há avaliações
- A Dendrocronologia e o Manejo Florestal Sustentável em Florestas TropicaisDocumento37 páginasA Dendrocronologia e o Manejo Florestal Sustentável em Florestas TropicaisJardel RodriguesAinda não há avaliações
- Organização da Rede Básica do SUSDocumento46 páginasOrganização da Rede Básica do SUSGleicy SantosAinda não há avaliações
- Sentindo As Pernas Pesadas - Pesquisa GoogleDocumento1 páginaSentindo As Pernas Pesadas - Pesquisa GoogleClaudemir ValeAinda não há avaliações
- História Da Previdência Ilustrada - Rafael LewinDocumento12 páginasHistória Da Previdência Ilustrada - Rafael LewinrafaellewinAinda não há avaliações
- Cuidar Da Pele Com Óleos EssenciaisDocumento21 páginasCuidar Da Pele Com Óleos EssenciaisJuliana Xavier100% (7)
- Gestão de inscrições e certificações no SIGODocumento27 páginasGestão de inscrições e certificações no SIGOMiguel RibeiroAinda não há avaliações
- Crep2021 Linguaportuguesa SeriesiniciaisDocumento178 páginasCrep2021 Linguaportuguesa SeriesiniciaisVilma GuimarãesAinda não há avaliações
- Diagnóstico Sócio-Demográfico Vale AlcântaraDocumento73 páginasDiagnóstico Sócio-Demográfico Vale AlcântaraProjecto AlkantaraAinda não há avaliações
- FARIA - Acordes Arpejos e EscalasDocumento82 páginasFARIA - Acordes Arpejos e EscalasFelipe Eugenio VinhalAinda não há avaliações
- Trabalho Final 2020Documento8 páginasTrabalho Final 2020Pablo CanovasAinda não há avaliações
- Verifica o Que Aprendeste - Pág. 55 e 56Documento2 páginasVerifica o Que Aprendeste - Pág. 55 e 56VitorFernandes100% (1)
- OverheadDocumento8 páginasOverheadadriano_pittel9936Ainda não há avaliações
- Aula 1Documento41 páginasAula 1Artur Junior100% (1)
- Ciencias Humanas - Ficha 97Documento4 páginasCiencias Humanas - Ficha 97flavioclemente218Ainda não há avaliações
- Coutinho (2015) - O Modelo Estagnacionista de Celso Furtado PDFDocumento27 páginasCoutinho (2015) - O Modelo Estagnacionista de Celso Furtado PDFmarceloscarvalhoAinda não há avaliações
- Artigo TV TupiDocumento14 páginasArtigo TV TupiBarbara AguiarAinda não há avaliações
- Índice de BarthelDocumento1 páginaÍndice de BarthelCarolina SilvaAinda não há avaliações
- Viagem Cultural pelo Mundo do EsporteDocumento16 páginasViagem Cultural pelo Mundo do EsporteEscola Antonio JoaquimAinda não há avaliações
- Normas internacionais de sustentabilidadeDocumento6 páginasNormas internacionais de sustentabilidadeluanapmAinda não há avaliações
- Técnico de DesportoDocumento14 páginasTécnico de DesportoDavid RodriguesAinda não há avaliações
- Estratégias da Apple para dupla não tributaçãoDocumento16 páginasEstratégias da Apple para dupla não tributaçãoFernando MasagãoAinda não há avaliações
- ESTRADA ILUMINADAE.I.Bichano e Zumbi 1ºanoDocumento81 páginasESTRADA ILUMINADAE.I.Bichano e Zumbi 1ºanoPriscila ParreiraAinda não há avaliações
- Motores A Diesel Marítimos PDFDocumento21 páginasMotores A Diesel Marítimos PDFRogério JuniorAinda não há avaliações