Você também pode gostar
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Seis Sigma e Lean: conceitos, vantagens e relaçãoDocumento30 páginasSeis Sigma e Lean: conceitos, vantagens e relaçãoXXAinda não há avaliações
- 00 - Green Belt - FundamentosDocumento102 páginas00 - Green Belt - Fundamentoswagnermelo71328Ainda não há avaliações
- Redalyc - Implementação Da Metodologia Seis Sigma para Melhoria de Processos Utilizando o Ciclo DMAIC - Um Estudo de Caso em Uma Indústria AutomotivaDocumento10 páginasRedalyc - Implementação Da Metodologia Seis Sigma para Melhoria de Processos Utilizando o Ciclo DMAIC - Um Estudo de Caso em Uma Indústria AutomotivaCarolina MartinsAinda não há avaliações
- Lean Manufacturing - GradusDocumento64 páginasLean Manufacturing - GradusRobsonAinda não há avaliações
- Histograma - FM2SDocumento39 páginasHistograma - FM2SRobsonAinda não há avaliações
- O Gerente Lean: como aplicar os princípios do LeanDocumento14 páginasO Gerente Lean: como aplicar os princípios do LeanMárcioSilveiraAinda não há avaliações
- Aula 1. Sistema de Administração de Produção Gpo IiDocumento31 páginasAula 1. Sistema de Administração de Produção Gpo IiJúlia Stelvia GouveiaAinda não há avaliações
- Ebook Conheça o Seis SigmaDocumento31 páginasEbook Conheça o Seis SigmaRoberto Camargo100% (1)
- Kaizen e 5W2H - melhoria contínuaDocumento24 páginasKaizen e 5W2H - melhoria contínuaMarcelo Etiene NunesAinda não há avaliações
- Green Belt Fundamentos PDFDocumento102 páginasGreen Belt Fundamentos PDFadilsonAinda não há avaliações
- 02 - Green Belt - MedirDocumento144 páginas02 - Green Belt - Medirwagnermelo71328Ainda não há avaliações
- Gestao Da QualidadeDocumento24 páginasGestao Da QualidadeMatheus FerreiraAinda não há avaliações
- Projetos Seis Sigma e Objetivos EstratégicosDocumento11 páginasProjetos Seis Sigma e Objetivos EstratégicosVitor GonçalvesAinda não há avaliações
- SlidesDocumento210 páginasSlidesFelipe CarvalhoAinda não há avaliações
- Apostila - DEFINIR 4. Mapear o Processo e Calcular o SavingDocumento12 páginasApostila - DEFINIR 4. Mapear o Processo e Calcular o SavingVitor GonçalvesAinda não há avaliações
- A Arte de Dar e Receber FeedbckDocumento21 páginasA Arte de Dar e Receber Feedbckmel_furlanAinda não há avaliações
- Conceitos, Origens e Aplicação da Qualidade nas EmpresasDocumento226 páginasConceitos, Origens e Aplicação da Qualidade nas EmpresasJefferson SousaAinda não há avaliações
- Plano Piloto, Melhoria e SavingDocumento9 páginasPlano Piloto, Melhoria e SavingVitor GonçalvesAinda não há avaliações
- Black Belt ConepDocumento20 páginasBlack Belt ConepFábio Aragão0% (1)
- Introdução Ao Lean Six Sigma PDFDocumento96 páginasIntrodução Ao Lean Six Sigma PDFLarissa Gutierrez100% (2)
- Manufatura Enxuta: Introdução ao Lean ManufacturingDocumento67 páginasManufatura Enxuta: Introdução ao Lean ManufacturingAlessandrogol1Ainda não há avaliações
- CAE Treinamentos Lean Seis SigmaDocumento160 páginasCAE Treinamentos Lean Seis SigmaFlavio 'Rocha' de MenezesAinda não há avaliações
- Setsuyaku: Economia e Combate Aos DesperdíciosDocumento13 páginasSetsuyaku: Economia e Combate Aos DesperdíciosjoaopauloAinda não há avaliações
- Aula 4 - HistogramasDocumento34 páginasAula 4 - HistogramasRafaela PereiraAinda não há avaliações
- GESTÃO DA QUALIDADEDocumento66 páginasGESTÃO DA QUALIDADEBrian WebbAinda não há avaliações
- Pensamento Analítico de Dados - PDFDocumento1 páginaPensamento Analítico de Dados - PDFDocinho CandyAinda não há avaliações
- 1.1. Métricas Lean - CaeDocumento32 páginas1.1. Métricas Lean - CaeRobsonAinda não há avaliações
- Apostila White Belt (LEITURA) PDFDocumento11 páginasApostila White Belt (LEITURA) PDFLuis RandallAinda não há avaliações
- Lean Manufacturing SenaiDocumento41 páginasLean Manufacturing SenaiMarcelo SantosAinda não há avaliações
- Gurus Da Qualidade e Seus ConceitosDocumento11 páginasGurus Da Qualidade e Seus ConceitosAlberto De Souza AraujoAinda não há avaliações
- Determinar a variação de processosDocumento18 páginasDeterminar a variação de processosVitor GonçalvesAinda não há avaliações
- Ean Six Sigma - MSA - Rev.3Documento66 páginasEan Six Sigma - MSA - Rev.3Renan PontesAinda não há avaliações
- Seis Sigma Belts: Níveis e FunçõesDocumento2 páginasSeis Sigma Belts: Níveis e FunçõesFabiano Fortes BustamanteAinda não há avaliações
- Encadeamento Produtivo PDFDocumento164 páginasEncadeamento Produtivo PDFMarcos Bastos100% (1)
- Mapeamento de processos e maturidadeDocumento36 páginasMapeamento de processos e maturidadeYuri AlvesAinda não há avaliações
- Lean - Formação e Consultoria em PortugalDocumento2 páginasLean - Formação e Consultoria em PortugalJosé Pedro Rodrigues SilvaAinda não há avaliações
- Ferramenta de Gestão Da Qualidade: Brainstorming (Tempestade Cerebral)Documento3 páginasFerramenta de Gestão Da Qualidade: Brainstorming (Tempestade Cerebral)Gerisval Alves PessoaAinda não há avaliações
- Normas Segurança InformaçãoDocumento42 páginasNormas Segurança InformaçãoMarcos Murilo Lisboa FariaAinda não há avaliações
- Fundamentos Green BeltDocumento45 páginasFundamentos Green BeltGuilherme PereiraAinda não há avaliações
- Visão Geral Lean Seis SigmaDocumento73 páginasVisão Geral Lean Seis SigmaLorena LimaAinda não há avaliações
- Trabalho Gurus Da QualidadeDocumento9 páginasTrabalho Gurus Da QualidadeThiagoAnderson0% (1)
- Apostila Física 1 - FATEC JAHUDocumento206 páginasApostila Física 1 - FATEC JAHUFelipe Dellamano SouzaAinda não há avaliações
- (FM2S) Apresentação Assinatura FM2SDocumento47 páginas(FM2S) Apresentação Assinatura FM2SezirleideAinda não há avaliações
- Aula 15 - CCQDocumento31 páginasAula 15 - CCQRafaela PereiraAinda não há avaliações
- 5S, Kaizen e Seis SigmaDocumento23 páginas5S, Kaizen e Seis SigmaVandaAinda não há avaliações
- Método FCADocumento16 páginasMétodo FCAWilliam CanutoAinda não há avaliações
- Curso Gratuito Introduo Ao Agile Scrum PDFDocumento137 páginasCurso Gratuito Introduo Ao Agile Scrum PDFAlceu PazAinda não há avaliações
- 04 - Green Belt - MelhorarDocumento138 páginas04 - Green Belt - Melhorarwagnermelo71328Ainda não há avaliações
- Como metas inalcançáveis podem prejudicar o desempenho da empresaDocumento3 páginasComo metas inalcançáveis podem prejudicar o desempenho da empresaMartellusAinda não há avaliações
- Gestão Da Qualidade e ProdutividadeDocumento116 páginasGestão Da Qualidade e ProdutividadeRoger Bernardi100% (1)
- Treinamento MASP 8D PDFDocumento106 páginasTreinamento MASP 8D PDFcarlos meloAinda não há avaliações
- Lean ThinkingDocumento27 páginasLean Thinkingpnarloch0% (1)
- Controle estatístico do processoDocumento157 páginasControle estatístico do processoISABELLA DA SILVA CHALEGREAinda não há avaliações
- Técnicas de Administração da Produção: conceitos e métodosDocumento57 páginasTécnicas de Administração da Produção: conceitos e métodosdalilavRodriguesAinda não há avaliações
- Proposta de um Framework para inclusão de práticas da Filosofia Lean associada à abordagem ágil em diferentes times de TI considerando a cultura organizacional da empresaNo EverandProposta de um Framework para inclusão de práticas da Filosofia Lean associada à abordagem ágil em diferentes times de TI considerando a cultura organizacional da empresaAinda não há avaliações
- Projete seu legado: Ganhe dinheiro e reconhecimento sendo o arquiteto da sua carreiraNo EverandProjete seu legado: Ganhe dinheiro e reconhecimento sendo o arquiteto da sua carreiraAinda não há avaliações
- Pnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoNo EverandPnrs: Sistemas De Logística Reversa Implantados E Em ImplantaçãoAinda não há avaliações
- Lean Workshop 1Documento27 páginasLean Workshop 1Rodrigo marcos vieiraAinda não há avaliações
- A história da invenção da caneta esferográficaDocumento4 páginasA história da invenção da caneta esferográficaRodrigo marcos vieiraAinda não há avaliações
- Análise das práticas de planejamento e controle da produção em fornecedores da cadeia automotivaDocumento10 páginasAnálise das práticas de planejamento e controle da produção em fornecedores da cadeia automotivaRodrigo marcos vieiraAinda não há avaliações
- Contributo para A Concepção de Um Balanced Scorecard Num Equipamento de Uma Organização Sem Fins LucrativosDocumento108 páginasContributo para A Concepção de Um Balanced Scorecard Num Equipamento de Uma Organização Sem Fins LucrativosRodrigo marcos vieiraAinda não há avaliações
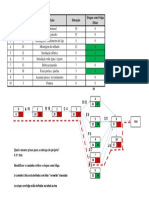
- Rede Pert CPMDocumento1 páginaRede Pert CPMRodrigo marcos vieiraAinda não há avaliações
- Rede Pert CPMDocumento1 páginaRede Pert CPMRodrigo marcos vieiraAinda não há avaliações
- Pert CPMDocumento1 páginaPert CPMRodrigo marcos vieiraAinda não há avaliações
- Minha 4 ContabilidadeDocumento6 páginasMinha 4 ContabilidadeSabrina ReisAinda não há avaliações
- Candles GatilhosDocumento10 páginasCandles GatilhosJonatas LimaAinda não há avaliações
- Contrato de Prestação de Serviços - Martha Kelly LuzDocumento7 páginasContrato de Prestação de Serviços - Martha Kelly Luzpedro.souzaAinda não há avaliações
- Contrato de Obra de Engenharia Reajuste de Preços e Preclusão Lógica - Jus - Com.br Jus NavigandiDocumento11 páginasContrato de Obra de Engenharia Reajuste de Preços e Preclusão Lógica - Jus - Com.br Jus NavigandiGhostwritter JuniorAinda não há avaliações
- As Fintech Como Instrumento de Desenvolvimento - o Caso de Moçambique - Versão Final PDFDocumento74 páginasAs Fintech Como Instrumento de Desenvolvimento - o Caso de Moçambique - Versão Final PDFAderito Raimundo Mazuze100% (1)
- 1análise de Risco de Crédito - CCADocumento6 páginas1análise de Risco de Crédito - CCAAltarizio OliveiraAinda não há avaliações
- Press Release Do Resultado Da Wiz Do 2t21Documento46 páginasPress Release Do Resultado Da Wiz Do 2t21Matheus RodriguesAinda não há avaliações
- Multi AdamDocumento1 páginaMulti AdamdaffadAinda não há avaliações
- Relatório Energia Solar Fotovoltaica GRENEER - 1 Semestre 2020Documento105 páginasRelatório Energia Solar Fotovoltaica GRENEER - 1 Semestre 2020Anderson FontesAinda não há avaliações
- Gestão industrial e planeamento empresarialDocumento112 páginasGestão industrial e planeamento empresarialDivaldo FerreiraAinda não há avaliações
- Compro VanteDocumento9 páginasCompro VantenatchaAinda não há avaliações
- Fatura Fechada 16 08 2022 1Documento4 páginasFatura Fechada 16 08 2022 1Victor BoscoliAinda não há avaliações
- Business case projeto controle versõesDocumento2 páginasBusiness case projeto controle versõesFabio Serrano100% (1)
- Aulas 12 e 13 - Logistica Reversa de Pos VendaDocumento33 páginasAulas 12 e 13 - Logistica Reversa de Pos VendaAlencarAinda não há avaliações
- Pesquisas de MarketingDocumento21 páginasPesquisas de MarketingLunaAinda não há avaliações
- Manual APPCCDocumento29 páginasManual APPCCMarcia MenezesAinda não há avaliações
- Técnico em AdministraçãoDocumento220 páginasTécnico em AdministraçãoFB StudiosAinda não há avaliações
- Introdução à matemática financeira: juros, fluxo de caixa e conceitos básicosDocumento109 páginasIntrodução à matemática financeira: juros, fluxo de caixa e conceitos básicosErika Santos RibeiroAinda não há avaliações
- SGT NetoDocumento1 páginaSGT Netocamila da silvaAinda não há avaliações
- Fatura 1 116 PDFDocumento2 páginasFatura 1 116 PDFjmfalves-1Ainda não há avaliações
- Porcentagem básica: aumentos e descontosDocumento4 páginasPorcentagem básica: aumentos e descontosDavid J.CAinda não há avaliações
- Modelo de Contrato - Compra e VendaDocumento9 páginasModelo de Contrato - Compra e VendaoddydcAinda não há avaliações
- Segurança Alimentar e controlo de riscosDocumento85 páginasSegurança Alimentar e controlo de riscosIsidro Alexandre CumbaneAinda não há avaliações
- Código de Conduta Ética OGOCHIDocumento69 páginasCódigo de Conduta Ética OGOCHIrubensedAinda não há avaliações
- Lei define política nacional cooperativismoDocumento24 páginasLei define política nacional cooperativismoNara Esquivel100% (1)
- AdministradorDocumento10 páginasAdministradorDanilo CarlosAinda não há avaliações
- Parte01 Matematica Carlos HenriqueDocumento19 páginasParte01 Matematica Carlos HenriqueNELSON LUIZ BELOAinda não há avaliações
- PEDIDO DE VENDA N° 21Documento5 páginasPEDIDO DE VENDA N° 21isaias BarretosAinda não há avaliações
- Análise da Conjuntura BrasileiraDocumento35 páginasAnálise da Conjuntura BrasileiraLou SanchesAinda não há avaliações
- Investimentos em Ativos Fixos TangíveisDocumento51 páginasInvestimentos em Ativos Fixos TangíveisInês CerqueiraAinda não há avaliações