Você também pode gostar
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Fundamentals of RoboticsDocumento26 páginasFundamentals of RoboticsRakeshSainiAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Technical Specification - Pressure VesselDocumento30 páginasTechnical Specification - Pressure VesselMurli RamchandranAinda não há avaliações
- General Standards (NDT)Documento2 páginasGeneral Standards (NDT)agniva dattaAinda não há avaliações
- TDS Rust Killer 3 in 1Documento3 páginasTDS Rust Killer 3 in 1Izzuddin IbrahimAinda não há avaliações
- Assembly Line BalancingDocumento26 páginasAssembly Line BalancingRakeshSaini100% (4)
- Kinematics of RobotsDocumento42 páginasKinematics of RobotsRakeshSainiAinda não há avaliações
- Digital ManufacturingDocumento33 páginasDigital ManufacturingRakeshSaini100% (1)
- Computer Aided ManufacturingDocumento72 páginasComputer Aided ManufacturingRakeshSaini100% (1)
- Lab 3 Material Science - G4Documento35 páginasLab 3 Material Science - G4Syafiq Fauzi100% (1)
- Cam AssemblyDocumento1 páginaCam AssemblyRakeshSainiAinda não há avaliações
- Follower AssemblyDocumento1 páginaFollower AssemblyRakeshSainiAinda não há avaliações
- Robot DynamicsDocumento15 páginasRobot DynamicsRakeshSaini100% (1)
- Engineering Drawing Lab ManualDocumento52 páginasEngineering Drawing Lab ManualRakeshSaini83% (6)
- Robot End EffectorDocumento25 páginasRobot End EffectorRakeshSainiAinda não há avaliações
- Assignment 1: Sbuject: MCTD Last Date: 7/11/2016Documento1 páginaAssignment 1: Sbuject: MCTD Last Date: 7/11/2016RakeshSainiAinda não há avaliações
- Optimization Desgin StudyDocumento1 páginaOptimization Desgin StudyRakeshSainiAinda não há avaliações
- MCTD TutorialDocumento5 páginasMCTD TutorialRakeshSainiAinda não há avaliações
- Cam Assignment 1Documento2 páginasCam Assignment 1RakeshSainiAinda não há avaliações
- ProE Lab Work 1 To 11Documento11 páginasProE Lab Work 1 To 11RakeshSainiAinda não há avaliações
- Ultrasonic Machining (USM)Documento19 páginasUltrasonic Machining (USM)RakeshSaini100% (2)
- Flexible Manufacturing Systems (FMS)Documento40 páginasFlexible Manufacturing Systems (FMS)RakeshSaini100% (4)
- Definition of StressDocumento14 páginasDefinition of StressRakeshSainiAinda não há avaliações
- Indian AutomobileDocumento35 páginasIndian AutomobileRakeshSainiAinda não há avaliações
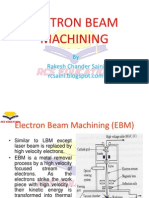
- Electron Beam Machining (EBM)Documento8 páginasElectron Beam Machining (EBM)RakeshSaini100% (3)
- CNCDocumento43 páginasCNCRakeshSainiAinda não há avaliações
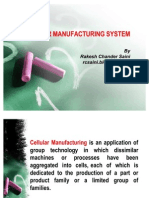
- Cellular Manufacturing SystemDocumento34 páginasCellular Manufacturing SystemRakeshSainiAinda não há avaliações
- Introdution CAD/CAMDocumento27 páginasIntrodution CAD/CAMRakeshSainiAinda não há avaliações
- Nontraditional Manufacturing ProcessDocumento57 páginasNontraditional Manufacturing ProcessRakeshSainiAinda não há avaliações
- FORMING-Traditional Manufacturing ProcessesDocumento38 páginasFORMING-Traditional Manufacturing ProcessesRakeshSainiAinda não há avaliações
- Traction Control SystemDocumento24 páginasTraction Control SystemRakeshSaini100% (1)
- Personnel ManagementDocumento10 páginasPersonnel ManagementRakeshSainiAinda não há avaliações
- SHEET METAL PROCESSING-Traditional Manufacturing ProcessesDocumento14 páginasSHEET METAL PROCESSING-Traditional Manufacturing ProcessesRakeshSainiAinda não há avaliações
- KIP 9000 Parts Manual Ver 2 0Documento128 páginasKIP 9000 Parts Manual Ver 2 0t5orianoAinda não há avaliações
- Notes: Total No. of Installation 1noDocumento1 páginaNotes: Total No. of Installation 1noaung aungAinda não há avaliações
- Viii Chapter 14Documento6 páginasViii Chapter 14Shubh tiwari TiwariAinda não há avaliações
- Archer E-CatalogueDocumento8 páginasArcher E-CatalogueJosielynAinda não há avaliações
- 05115G Sample BuyNow PDFDocumento8 páginas05115G Sample BuyNow PDFEdwar Villavicencio JaimesAinda não há avaliações
- PugalenthiDocumento7 páginasPugalenthiTHANI ORUVANAinda não há avaliações
- AWS D1 1 D1 1M 2015 Structural Welding Code Steel Errata PDFDocumento2 páginasAWS D1 1 D1 1M 2015 Structural Welding Code Steel Errata PDFbilling cbi housingAinda não há avaliações
- Non-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesDocumento36 páginasNon-Traditional Machining Processes: A) Primary Manufacturing Processes: B) Secondary Manufacturing ProcessesGbm RajAinda não há avaliações
- Afsa Corrosion Pocket GuideDocumento36 páginasAfsa Corrosion Pocket GuideNuno PachecoAinda não há avaliações
- Welding Consumables Flyer D2wDocumento4 páginasWelding Consumables Flyer D2wGregEverett2Ainda não há avaliações
- Cambridge International Advanced Subsidiary and Advanced LevelDocumento12 páginasCambridge International Advanced Subsidiary and Advanced LevelHafiza Sikder AnishaAinda não há avaliações
- 5488ef42-7434-49ca-b03a-e2994ef8e657Documento62 páginas5488ef42-7434-49ca-b03a-e2994ef8e657Mujahid Ahmed FadelAinda não há avaliações
- 46595-261231-302061 A Welding TechnologyDocumento2 páginas46595-261231-302061 A Welding TechnologyVijay Kumar DodaiAinda não há avaliações
- PolishingDocumento60 páginasPolishingrgraciar010% (1)
- 7-12-0020 Rev6 (Inlet Deflector Baffles) PDFDocumento1 página7-12-0020 Rev6 (Inlet Deflector Baffles) PDFsumit kumarAinda não há avaliações
- Routing SheetDocumento15 páginasRouting SheetSAMUEL PANDAPOTAN MARBUNAinda não há avaliações
- Iso 12633 1 2011 en PDFDocumento11 páginasIso 12633 1 2011 en PDFAlessioAinda não há avaliações
- Technical Process Bulletin: Alumiprep® 33Documento3 páginasTechnical Process Bulletin: Alumiprep® 33JUAN PABLO VASQUEZ VASQUEZAinda não há avaliações
- Crouse Hinds Form7 Catalog PageDocumento8 páginasCrouse Hinds Form7 Catalog PageFERNANDO RODRIGUEZAinda não há avaliações
- AFSPub CatDocumento40 páginasAFSPub CatNayan PatelAinda não há avaliações
- 1034 Epicon Zinc Rich PR B-2Documento1 página1034 Epicon Zinc Rich PR B-2ChristinaAinda não há avaliações
- Concept Analysis and Matrix Evaluation MethodDocumento4 páginasConcept Analysis and Matrix Evaluation MethodDzulAinda não há avaliações
- AISI 1018 Mild Low Carbon Steel PDFDocumento3 páginasAISI 1018 Mild Low Carbon Steel PDFYogesh ChaudhariAinda não há avaliações
- WPS Dissimilar 11.08 MM Max.Documento4 páginasWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- Design and Fabrication of Multi-Purpose MachineDocumento48 páginasDesign and Fabrication of Multi-Purpose MachineglisoAinda não há avaliações