Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Process Control Fundamentals 2Documento73 páginasProcess Control Fundamentals 2Otuekong Ukpong100% (2)
- Logical reasoning practice questions for class 9Documento1 páginaLogical reasoning practice questions for class 9ABVSAIAinda não há avaliações
- Recognition of Distance Education ProgrammesDocumento156 páginasRecognition of Distance Education ProgrammesABVSAIAinda não há avaliações
- Imo-Class 9 Sample PaperDocumento8 páginasImo-Class 9 Sample Paperbharat100% (2)
- Tricon supports comprehensive range of modulesDocumento35 páginasTricon supports comprehensive range of moduleskravikota193850% (2)
- Exam Style Paper AnswersDocumento1 páginaExam Style Paper Answersslurppy3Ainda não há avaliações
- Instrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemDocumento2 páginasInstrument HOOK - UP Drawing Basics - Industrial Automation - Industrial Automation, PLC Programming, Scada & Pid Control SystemABVSAIAinda não há avaliações
- 2017 EngDocumento2 páginas2017 EngHimansu Mookherjee100% (1)
- Imo-Class 9 Sample PaperDocumento8 páginasImo-Class 9 Sample Paperbharat100% (2)
- Application Form AssociateMember AMDocumento8 páginasApplication Form AssociateMember AMEr Raj KamalAinda não há avaliações
- Sample Paper Syllabus 2017-18 Class 9 Mathematics OlympiadDocumento2 páginasSample Paper Syllabus 2017-18 Class 9 Mathematics Olympiadcoaching cks0% (1)
- Basic InstrumentDocumento85 páginasBasic InstrumenthaseebmonAinda não há avaliações
- PC Adapter USB - ManualDocumento38 páginasPC Adapter USB - ManualRoque ShirleyAinda não há avaliações
- Review Answers 1Documento2 páginasReview Answers 1slurppy3Ainda não há avaliações
- Asset Management MaximoDocumento446 páginasAsset Management MaximoABVSAIAinda não há avaliações
- Maximo Comp OverviewDocumento16 páginasMaximo Comp OverviewABVSAIAinda não há avaliações
- Maximo Comp OverviewDocumento16 páginasMaximo Comp OverviewABVSAIAinda não há avaliações
- Training on Gas Turbine ControlsDocumento31 páginasTraining on Gas Turbine ControlsJitu Jena100% (4)
- PDF Mbs WorkflowDocumento56 páginasPDF Mbs WorkflowDenis GeorgijevicAinda não há avaliações
- Continuous Emission Monitoring System (CEMS) : Larsen & Toubro Limited Epc Power Training ManualDocumento28 páginasContinuous Emission Monitoring System (CEMS) : Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Generator Relay SettingsDocumento34 páginasGenerator Relay SettingsABVSAI50% (2)
- Steam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualDocumento13 páginasSteam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Siemens LadderDocumento218 páginasSiemens Ladderrph3Ainda não há avaliações
- Instrumentation & Control: Larsen & Toubro Limited Epc Power Training ManualDocumento62 páginasInstrumentation & Control: Larsen & Toubro Limited Epc Power Training ManualABVSAIAinda não há avaliações
- Logix Architecture: (Confidential - For Internal Use Only)Documento71 páginasLogix Architecture: (Confidential - For Internal Use Only)ABVSAIAinda não há avaliações
- GE FanucDocumento21 páginasGE FanucABVSAIAinda não há avaliações
- Generator Relay SettingsDocumento34 páginasGenerator Relay SettingsABVSAI50% (2)
- Allen Bradley PLC ProgrammingDocumento44 páginasAllen Bradley PLC ProgrammingEduardo Luna91% (11)
- C&i SystemsDocumento116 páginasC&i SystemsbamzAinda não há avaliações
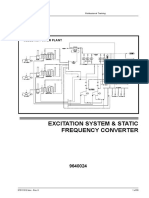
- Excitation Sys & SFCDocumento55 páginasExcitation Sys & SFCABVSAI100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Night VisionsDocumento38 páginasNight VisionsRan CartwrightAinda não há avaliações
- The Volcanic Explosivity Index (VEI)Documento8 páginasThe Volcanic Explosivity Index (VEI)Rakhmatul ArafatAinda não há avaliações
- Career Trade Project 11Documento16 páginasCareer Trade Project 11api-482279646Ainda não há avaliações
- Wind Energy Investigation in Northern Part of Kudat, MalaysiaDocumento9 páginasWind Energy Investigation in Northern Part of Kudat, MalaysiaAliashim Albani AllianAinda não há avaliações
- Frequency Spectrum For MetSatDocumento13 páginasFrequency Spectrum For MetSatDenis MaričAinda não há avaliações
- Boy Scouts Educate on Preventing Deadly DengueDocumento4 páginasBoy Scouts Educate on Preventing Deadly DenguelarybagsAinda não há avaliações
- (John A. Swets) Signal Detection Theory and ROCDocumento328 páginas(John A. Swets) Signal Detection Theory and ROCangieAinda não há avaliações
- Aggregates and Bitumen TestsDocumento30 páginasAggregates and Bitumen TestsSatish SajjaAinda não há avaliações
- What Did They Do Last WeekendDocumento1 páginaWhat Did They Do Last WeekendkasiaAinda não há avaliações
- Fix RR - Data BacktestDocumento9 páginasFix RR - Data BacktestIndra Kurniawan AdiatmaAinda não há avaliações
- Speaking Part 1 - Personal InformationDocumento32 páginasSpeaking Part 1 - Personal InformationPhạm ThùyAinda não há avaliações
- Principles of Physical GeographyDocumento3 páginasPrinciples of Physical Geographypeter jagoAinda não há avaliações
- 2010-02-17Documento12 páginas2010-02-17The University Daily KansanAinda não há avaliações
- 1 Cold WX Refresher PDFDocumento30 páginas1 Cold WX Refresher PDFallex_nathanielAinda não há avaliações
- Serif Business LetterDocumento18 páginasSerif Business LetterNeerajha RabindranathAinda não há avaliações
- Psych Rome TryDocumento13 páginasPsych Rome TryAmira BagumbaranAinda não há avaliações
- Formation, Effects and Prevention of Acid RainDocumento27 páginasFormation, Effects and Prevention of Acid RainSohel BangiAinda não há avaliações
- Life of Amorous Woman - GengobeiDocumento23 páginasLife of Amorous Woman - GengobeiAna EnAinda não há avaliações
- Cowflop Quarterly - Vol 1 No 4Documento4 páginasCowflop Quarterly - Vol 1 No 4Josep FígolsAinda não há avaliações
- SBI Direction 189 External Walls Edition OCWDocumento18 páginasSBI Direction 189 External Walls Edition OCWAlexandra TotoianuAinda não há avaliações
- Q4 Science 5 Summative TestDocumento5 páginasQ4 Science 5 Summative TestRichard Protasio100% (3)
- Hydrologic Cycle: January 2002Documento17 páginasHydrologic Cycle: January 2002Fisseha TekaAinda não há avaliações
- Paint DefectsDocumento45 páginasPaint Defectsminhnn100% (2)
- Dwnload Full Econ Macro Principles of Macroeconomics Canadian 1st Edition Oshaughnessy Test Bank PDFDocumento36 páginasDwnload Full Econ Macro Principles of Macroeconomics Canadian 1st Edition Oshaughnessy Test Bank PDFnoahsmqjst100% (8)
- BFC 32002 Hydrology Chapter 2 OverviewDocumento51 páginasBFC 32002 Hydrology Chapter 2 OverviewSue IlaAinda não há avaliações
- Cast Resin Transformer User ManualDocumento13 páginasCast Resin Transformer User ManualIulian NedeaAinda não há avaliações
- The Phantom Airman CrashDocumento29 páginasThe Phantom Airman CrashBelen100% (1)
- Moisture Content of Natural GasesDocumento8 páginasMoisture Content of Natural Gasesarafat latifAinda não há avaliações
- Instruments (R)Documento203 páginasInstruments (R)Nguyên PhạmAinda não há avaliações
- BBOYDocumento3 páginasBBOYTomAinda não há avaliações