Você também pode gostar
- Apollo Tyres: 1. Types of ProductsDocumento9 páginasApollo Tyres: 1. Types of ProductsHimanshuAinda não há avaliações
- MRF Tyre Guide:: All You Need To KnowDocumento1 páginaMRF Tyre Guide:: All You Need To KnowrhariprsathAinda não há avaliações
- University of The East College of Engineering: Plate No. 6 RubberDocumento17 páginasUniversity of The East College of Engineering: Plate No. 6 RubberJOHNEDERSON PABLOAinda não há avaliações
- 12 Solar Grinding MachineDocumento43 páginas12 Solar Grinding MachineSaikumar GoliwadaAinda não há avaliações
- Bridgestone tyre manufacturing process overviewDocumento2 páginasBridgestone tyre manufacturing process overviewAhamed Shareef S A0% (1)
- Humidity-Aging Resistant Steel Cord: Tetsuya NAKAJIMA, Akifumi MATSUOKA, Kenichi YAMASHITA, and Hiroyuki FUJIOKADocumento5 páginasHumidity-Aging Resistant Steel Cord: Tetsuya NAKAJIMA, Akifumi MATSUOKA, Kenichi YAMASHITA, and Hiroyuki FUJIOKAAnkurAinda não há avaliações
- How To Emilminate Connecting Rod Failure Circle Track Eprint PDFDocumento4 páginasHow To Emilminate Connecting Rod Failure Circle Track Eprint PDFCarlosManuelSilvaCorreiaAinda não há avaliações
- Manufacturing Process of a Tyre Explained in 30 StepsDocumento2 páginasManufacturing Process of a Tyre Explained in 30 StepsPravr SrivastavAinda não há avaliações
- X2543 enUS 2543 FlexLagRubber 021621Documento2 páginasX2543 enUS 2543 FlexLagRubber 021621German RestrepoAinda não há avaliações
- Piston RingDocumento3 páginasPiston RingArun SAinda não há avaliações
- Piston Ring PDFDocumento3 páginasPiston Ring PDFArun SAinda não há avaliações
- Large Bevel GearsDocumento4 páginasLarge Bevel GearsJitu InduAinda não há avaliações
- Batch 38 (Tweels-Airless Tyres)Documento21 páginasBatch 38 (Tweels-Airless Tyres)md zaidAinda não há avaliações
- Motor Cycle Tire Components and Manufacturing ProcessDocumento48 páginasMotor Cycle Tire Components and Manufacturing ProcessTgemunuAinda não há avaliações
- 12.solar Grinding MachineDocumento43 páginas12.solar Grinding Machinesathish33% (3)
- Bead Wire and Spring SteelDocumento11 páginasBead Wire and Spring SteelNilay JoshiAinda não há avaliações
- Struers - Discos de Corte (Cut - offWheelsBrochureEnglish)Documento4 páginasStruers - Discos de Corte (Cut - offWheelsBrochureEnglish)gerardcalabreseAinda não há avaliações
- Perquisite Tire Material Components IntroductionDocumento11 páginasPerquisite Tire Material Components IntroductionRajaram KamathAinda não há avaliações
- Rheology and Processing 2016Documento65 páginasRheology and Processing 2016Shailendra PatelAinda não há avaliações
- Ja12044 PDFDocumento3 páginasJa12044 PDFRex Sotelo BaltazarAinda não há avaliações
- Design, construction and testing of a dry sand sieving machineDocumento3 páginasDesign, construction and testing of a dry sand sieving machineRex Sotelo BaltazarAinda não há avaliações
- Irjet V8i153Documento3 páginasIrjet V8i153FAB squadAinda não há avaliações
- Properties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounDocumento4 páginasProperties of Waste Tire Rubber Powder: Melik Bekhiti Habib Trouzine Aissa AsrounIgbinwole Kehinde SolomonAinda não há avaliações
- Asamblari ElasticeDocumento4 páginasAsamblari ElasticetonyAinda não há avaliações
- Uniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingDocumento4 páginasUniform Structure Vitrified Wheel Enabling "Difficult To Cut" Materials and High Efficiency GrindingM. AguiarAinda não há avaliações
- Wheel and Tires-Notes PDFDocumento30 páginasWheel and Tires-Notes PDFNah Sr AdAinda não há avaliações
- Whitepaper Tyre PDFDocumento24 páginasWhitepaper Tyre PDFVasant Jadhav100% (1)
- GRINDING TechnologyDocumento7 páginasGRINDING TechnologyMifzal IzzaniAinda não há avaliações
- Home Made Metal Spinning LatheDocumento7 páginasHome Made Metal Spinning Latheuragunbaga75% (4)
- Ceramic PPT 2Documento37 páginasCeramic PPT 2Eduardo ampuero oviedoAinda não há avaliações
- Industrial Training at General Tyre Pakistan: Presented by Muhammad Saad Qureshi H0401063Documento34 páginasIndustrial Training at General Tyre Pakistan: Presented by Muhammad Saad Qureshi H0401063Muhammad Saad Qureshi100% (1)
- Sae 44579640 Silent ChainsDocumento48 páginasSae 44579640 Silent ChainsWohlenberg MonicaAinda não há avaliações
- Como Crear SoldadurasDocumento3 páginasComo Crear SoldadurasMarcelo ChoquiAinda não há avaliações
- Trabajando y Modelando Con ResinasDocumento4 páginasTrabajando y Modelando Con ResinasFatrain FerromodelismoAinda não há avaliações
- Installing Alloy WheelsDocumento10 páginasInstalling Alloy Wheelshassan eijyAinda não há avaliações
- Engineering Studies Brakes Report - Yr11 2017Documento5 páginasEngineering Studies Brakes Report - Yr11 2017Three Went DownAinda não há avaliações
- Science ProjectDocumento12 páginasScience Projectapi-319653275Ainda não há avaliações
- Art Perline FinDocumento14 páginasArt Perline Finreworksystems1Ainda não há avaliações
- The Failure Analysis of Worm Wheel For Ash Brick Factory - A Case StudyDocumento4 páginasThe Failure Analysis of Worm Wheel For Ash Brick Factory - A Case StudyMarlon TeveAinda não há avaliações
- EGR250 Survey of Tire TechnologyDocumento16 páginasEGR250 Survey of Tire TechnologyJayamina KodippiliAinda não há avaliações
- Detailed Report of EMSRDocumento40 páginasDetailed Report of EMSROfficialRF WRAinda não há avaliações
- CE 201 Engineering Materials AggregatesDocumento17 páginasCE 201 Engineering Materials AggregatesMahadi HasanAinda não há avaliações
- Why Tyre Is So ImportantDocumento35 páginasWhy Tyre Is So Importantabhishekjha100% (2)
- Plywood From Technology: PotentialDocumento8 páginasPlywood From Technology: PotentialAkash GoyalAinda não há avaliações
- Process and ManufacturingDocumento1 páginaProcess and ManufacturingOMAinda não há avaliações
- Build your own miter saw for under $40Documento96 páginasBuild your own miter saw for under $40FlorinAinda não há avaliações
- Agenda: - Tyre Industry - Product Description - Manufacturing Process - Miscellaneous InformationDocumento37 páginasAgenda: - Tyre Industry - Product Description - Manufacturing Process - Miscellaneous InformationJamesAinda não há avaliações
- Automobileengineering PDFDocumento161 páginasAutomobileengineering PDFSurulivelrajantAinda não há avaliações
- How A Tire Is MadeDocumento6 páginasHow A Tire Is MadeanushamohanAinda não há avaliações
- Terva2009 PDFDocumento11 páginasTerva2009 PDFLuis ChávezAinda não há avaliações
- Tyre Cord SRKDocumento33 páginasTyre Cord SRKMehmood Ahmed100% (1)
- Irjet V4i6386Documento7 páginasIrjet V4i6386MINDWORKZ MECHAinda não há avaliações
- Report FixDocumento32 páginasReport FixNI TomAinda não há avaliações
- Disclaimer: The Information On This Page Has Not Been Checked by An Independent Person. Use This Information at Your Own RiskDocumento11 páginasDisclaimer: The Information On This Page Has Not Been Checked by An Independent Person. Use This Information at Your Own RiskRavi SubramanianAinda não há avaliações
- Malawi Cart2Documento16 páginasMalawi Cart2Otis1964Ainda não há avaliações
- Saddle Design, Features and Materials: ShellDocumento6 páginasSaddle Design, Features and Materials: ShellAnonymous dJ7nOqZvAinda não há avaliações
- Engineering DesignDocumento26 páginasEngineering DesignAzri ZaidiAinda não há avaliações
- An Overview of Development of Fiber Reinforced Polymer Composite Coiled Spring For Automobile ApplicationsDocumento14 páginasAn Overview of Development of Fiber Reinforced Polymer Composite Coiled Spring For Automobile Applicationsbalaguru78Ainda não há avaliações
- 11 10K Double Cameron U BOPDocumento2 páginas11 10K Double Cameron U BOPbalaji baluAinda não há avaliações
- Mechanism and Robot Kinematics: Anirvan DasguptaDocumento122 páginasMechanism and Robot Kinematics: Anirvan Dasguptaसुमित शर्माAinda não há avaliações
- Draw WorkDocumento5 páginasDraw WorkriobmAinda não há avaliações
- Sheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsDocumento17 páginasSheet Metal Forming: Deep Drawing of Rectangular and Asymmetric PartsBachLeCaoAinda não há avaliações
- Fan Application GuidelineDocumento6 páginasFan Application GuidelineEdward SabedraAinda não há avaliações
- COLUMN DESIGN REPORTDocumento13 páginasCOLUMN DESIGN REPORTdongshengAinda não há avaliações
- 25.04 101490900101 101490900144 Hydr - Motor, VibrationDocumento15 páginas25.04 101490900101 101490900144 Hydr - Motor, Vibrationangga setyawanAinda não há avaliações
- WL 856H PDFDocumento16 páginasWL 856H PDFrusydi raushan fikriAinda não há avaliações
- Check Valves: Check Valve and Pre - LL Valve Type FDocumento2 páginasCheck Valves: Check Valve and Pre - LL Valve Type FSaeid MirAinda não há avaliações
- Technical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsDocumento16 páginasTechnical Report: Design of Metal Anchors For Use in Concrete Under Seismic ActionsJulioGoesAinda não há avaliações
- Catalogo Motor Parker TC, TB, TE, TJ, TF, TG, TH, TLDocumento56 páginasCatalogo Motor Parker TC, TB, TE, TJ, TF, TG, TH, TLg alves100% (1)
- HP Valve PDFDocumento48 páginasHP Valve PDFTuanTu NguyenTranAinda não há avaliações
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDocumento14 páginasY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosAinda não há avaliações
- SDFDSF PDFDocumento2 páginasSDFDSF PDFJohnny CcanchiAinda não há avaliações
- Biffi IS2000Documento16 páginasBiffi IS2000Kolbert ArpadAinda não há avaliações
- Wiring Diagram V7Documento1 páginaWiring Diagram V7NadeeshAinda não há avaliações
- Racor Oil Filtration Hydraulic Filter Cart 7768Documento2 páginasRacor Oil Filtration Hydraulic Filter Cart 7768sinter-musicAinda não há avaliações
- PsychrometricsDocumento32 páginasPsychrometricskdsahooAinda não há avaliações
- Honda GX 630 - 660 - 690Documento79 páginasHonda GX 630 - 660 - 690joao mariaAinda não há avaliações
- Memoria Muro Mamposteria Escalera QuickMasonryDocumento7 páginasMemoria Muro Mamposteria Escalera QuickMasonryJulio Marcial Ramos QuinteroAinda não há avaliações
- Shubham Gaikwad 163014 Seminar ReportDocumento21 páginasShubham Gaikwad 163014 Seminar ReportShubham GaikwadAinda não há avaliações
- Soil Mechanics Problems QBDocumento4 páginasSoil Mechanics Problems QBKalasekar M SwamyAinda não há avaliações
- DX SPLIT Acum L Cadx l50hzDocumento21 páginasDX SPLIT Acum L Cadx l50hzFARIDAinda não há avaliações
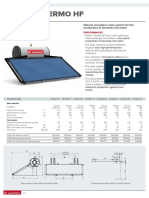
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocumento4 páginasKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADAinda não há avaliações
- 06 Instructions Manual Hagglunds Eximtec - CEI CollahuasiDocumento261 páginas06 Instructions Manual Hagglunds Eximtec - CEI CollahuasiJorge RiveraAinda não há avaliações
- Flushmate 501B Series Owners Service ManualDocumento6 páginasFlushmate 501B Series Owners Service ManualiloAinda não há avaliações
- Application of Stone Column For Ground Improvement: A ReviewDocumento12 páginasApplication of Stone Column For Ground Improvement: A ReviewRameshAinda não há avaliações
- Adjusting Max Displacement HPR-02Documento3 páginasAdjusting Max Displacement HPR-02ArleyTrujillo1224Ainda não há avaliações
- Bagatelle Showroom Structural AnalysisDocumento15 páginasBagatelle Showroom Structural AnalysisDhiraj BeechooAinda não há avaliações
- Sachin Solanki CNC/IPC/13 Summary SupportDocumento61 páginasSachin Solanki CNC/IPC/13 Summary Supportshivam modanwalAinda não há avaliações