Você também pode gostar
- Delfino JLC Me Araca SubDocumento55 páginasDelfino JLC Me Araca SubVitória SouzaAinda não há avaliações
- Processo de Industrialização Do Leite PasteurizadoDocumento8 páginasProcesso de Industrialização Do Leite PasteurizadoVitória SouzaAinda não há avaliações
- Processamento de LeiteDocumento172 páginasProcessamento de LeiteGrace FernandesAinda não há avaliações
- b022 Processamento BovinoleiteDocumento7 páginasb022 Processamento BovinoleiteManuel VCAinda não há avaliações
- Leis de Newton e ForçasDocumento31 páginasLeis de Newton e ForçasVitória SouzaAinda não há avaliações
- Processo de Industrialização Do Leite PasteurizadoDocumento8 páginasProcesso de Industrialização Do Leite PasteurizadoVitória SouzaAinda não há avaliações
- DownloadDocumento6 páginasDownloadVitória SouzaAinda não há avaliações
- b022 Processamento BovinoleiteDocumento7 páginasb022 Processamento BovinoleiteManuel VCAinda não há avaliações
- Leis de Newton e ForçasDocumento31 páginasLeis de Newton e ForçasVitória SouzaAinda não há avaliações
- Per103730 1917 00197Documento8 páginasPer103730 1917 00197Scribd PersonAinda não há avaliações
- Vantagens e Desvantagens Da Irradiação Na Conservação de AlimentosDocumento3 páginasVantagens e Desvantagens Da Irradiação Na Conservação de AlimentosEzaú Pereira de MouraAinda não há avaliações
- Trigo e PanificacaoDocumento11 páginasTrigo e PanificacaoEvangeline de Albuquerque AlvesAinda não há avaliações
- Cadernetas agroecológicas fortalecem mulheres do semiáridoDocumento234 páginasCadernetas agroecológicas fortalecem mulheres do semiáridoCri MarinhoAinda não há avaliações
- 269 Brilha Seu SorrisoDocumento13 páginas269 Brilha Seu SorrisoRaissa SantosAinda não há avaliações
- Análise de Matérias Estranhas - MarciaDocumento7 páginasAnálise de Matérias Estranhas - MarciaGleyce Monteiro GomesAinda não há avaliações
- POP - 05 - Seleção de Matérias-Primas e Ingredientes - RevisaoDocumento6 páginasPOP - 05 - Seleção de Matérias-Primas e Ingredientes - RevisaoLeandro da Costa VeigaAinda não há avaliações
- Guia da Semana Rama de Agricultura OrgânicaDocumento25 páginasGuia da Semana Rama de Agricultura OrgânicaMahalakshmi Devi DasiAinda não há avaliações
- Instruções Produção de Cogumelos em Troncos Nível 1Documento8 páginasInstruções Produção de Cogumelos em Troncos Nível 1nasattobrunoAinda não há avaliações
- A sopa do TóDocumento2 páginasA sopa do TóJorge RodriguesAinda não há avaliações
- Cardapio San WhatsappDocumento7 páginasCardapio San WhatsappLananda ModaAinda não há avaliações
- Colmeia Top Bar - Uma das mais antigas colmeias ainda em usoDocumento8 páginasColmeia Top Bar - Uma das mais antigas colmeias ainda em usoPedro FolhaAinda não há avaliações
- Características dos Reinos Animalia e PlantaeDocumento3 páginasCaracterísticas dos Reinos Animalia e PlantaeLucivânia Moreira de HolandaAinda não há avaliações
- Cartilha 2015 Tartarugas Marinhas CiclosDocumento8 páginasCartilha 2015 Tartarugas Marinhas CiclosGabriel HortaAinda não há avaliações
- Engenharia de produto refrigerador manualDocumento2 páginasEngenharia de produto refrigerador manualEdAinda não há avaliações
- Instrução Normativa - in #66, de 1º de Setembro de 2020 - Instrução Normativa - in #66, de 1º de Setembro de 2020 - Dou - Imprensa NacionalDocumento11 páginasInstrução Normativa - in #66, de 1º de Setembro de 2020 - Instrução Normativa - in #66, de 1º de Setembro de 2020 - Dou - Imprensa NacionalCristiano S. SorvaAinda não há avaliações
- Manual de Prevenção e Controle de Salmonela Na Produção de Aves - 2018 - ABPADocumento6 páginasManual de Prevenção e Controle de Salmonela Na Produção de Aves - 2018 - ABPASandro Eduardo BonfantiAinda não há avaliações
- Comidas Festas JuninasDocumento11 páginasComidas Festas JuninasCristiane Paula Czepak CrisAinda não há avaliações
- 9E2.4Documento7 páginas9E2.4cassio.vargasAinda não há avaliações
- Manual BritaniaDocumento14 páginasManual Britania902120Ainda não há avaliações
- (20230700-PT) Paixão Pelo VinhoDocumento130 páginas(20230700-PT) Paixão Pelo VinhoJoão SilvaAinda não há avaliações
- Aula 10 - PeixesDocumento103 páginasAula 10 - PeixesJunior Lagoa100% (1)
- Glauco Mattoso - Cara e CoroaDocumento56 páginasGlauco Mattoso - Cara e Coroamaximus93Ainda não há avaliações
- 1400kcal - Uso DiárioDocumento10 páginas1400kcal - Uso DiárioCarlosAinda não há avaliações
- Comparação de cortes de carne bovina no Brasil, Austrália e EUADocumento3 páginasComparação de cortes de carne bovina no Brasil, Austrália e EUAnislei cassioAinda não há avaliações
- Ficha 7Documento5 páginasFicha 7Sandra FerreiraAinda não há avaliações
- Diversidade cultural regionalDocumento3 páginasDiversidade cultural regionalZezimara Ferrete0% (1)
- Programa de Experiencia Profissional Na NoruegaDocumento11 páginasPrograma de Experiencia Profissional Na NoruegaOsvaldo DelgadoAinda não há avaliações
- Provas Gincana Boas Práticas de ManipulaçãoDocumento2 páginasProvas Gincana Boas Práticas de ManipulaçãoAretha Pires De OliveiraAinda não há avaliações
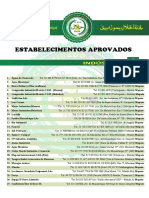
- Estabelecimentos Aprovados MoçambiqueDocumento10 páginasEstabelecimentos Aprovados MoçambiqueSulayman Kameny BayoAinda não há avaliações