Você também pode gostar
- Relatório de intervenção de manutenção em bomba de alimentaçãoDocumento7 páginasRelatório de intervenção de manutenção em bomba de alimentaçãoielvis souza100% (2)
- Análise de vibrações em máquinas rotativasDocumento52 páginasAnálise de vibrações em máquinas rotativasSamuel CostaAinda não há avaliações
- Análise de Vibrações Mecânicas 2.0Documento29 páginasAnálise de Vibrações Mecânicas 2.0Vanuti MascarenhasAinda não há avaliações
- 6) Vibração IIDocumento122 páginas6) Vibração IIJuliana Queiroz100% (1)
- 2.3 - Mancais de Rolamento + Estudo Dirigido IIDocumento47 páginas2.3 - Mancais de Rolamento + Estudo Dirigido IIGeraldo NatanaelAinda não há avaliações
- Inspeção detecta defeito em inversor de frequênciaDocumento4 páginasInspeção detecta defeito em inversor de frequênciaSamuel CostaAinda não há avaliações
- AGMA 6001 (1997) - Redutores Design - En.ptDocumento88 páginasAGMA 6001 (1997) - Redutores Design - En.ptGleisy CoserAinda não há avaliações
- Vibração Nivel I - Manuel CaoDocumento29 páginasVibração Nivel I - Manuel CaoPedro RosaAinda não há avaliações
- Aprendizado de Análise de VibraçãoDocumento87 páginasAprendizado de Análise de VibraçãoWillian LimaAinda não há avaliações
- Aula 12 - Diagnostico de Falhas - Parte 2Documento15 páginasAula 12 - Diagnostico de Falhas - Parte 2Nelson Antonio De Souza MendesAinda não há avaliações
- Balanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFDocumento6 páginasBalanceamento de Maquinas Rotativas Com 1 Ou 2 Planos de Correcao PDFset_ltdaAinda não há avaliações
- Preditiva de Compressores ParafusosDocumento13 páginasPreditiva de Compressores ParafusosMauro S CabralAinda não há avaliações
- Mancais de Rolamento e Deslizamento, Seleção e DimensionamentoDocumento33 páginasMancais de Rolamento e Deslizamento, Seleção e DimensionamentoJoão Vitor WittAinda não há avaliações
- Weg Cestari Motorredutor Wcg20 2Documento164 páginasWeg Cestari Motorredutor Wcg20 2TIPAZOAinda não há avaliações
- Transmissão por engrenagensDocumento11 páginasTransmissão por engrenagensJadde CarolineAinda não há avaliações
- Redutor Falk - 505 Abxu4Documento1 páginaRedutor Falk - 505 Abxu4Solver Manutenção IndustrialAinda não há avaliações
- Padrão de alarme vibraçãoDocumento2 páginasPadrão de alarme vibraçãowellingtonAinda não há avaliações
- Redutor de Rosca Sem Fim e Coroa 2Documento36 páginasRedutor de Rosca Sem Fim e Coroa 2Marcos RodriguesAinda não há avaliações
- Análise de Vibrações em Equipamentos MecânicosDocumento40 páginasAnálise de Vibrações em Equipamentos MecânicosalexandrelymaAinda não há avaliações
- ANÁLISE VIBRAÇÃO-REVISÃO APLICAÇÕESDocumento9 páginasANÁLISE VIBRAÇÃO-REVISÃO APLICAÇÕESMarcio Souza de CarvalhoAinda não há avaliações
- Monitoramento de condições e inspeção de máquinas para manutenção preditivaDocumento12 páginasMonitoramento de condições e inspeção de máquinas para manutenção preditivaRaphael OliveiraAinda não há avaliações
- FMEA para Plano de Manutenção de RedutorDocumento13 páginasFMEA para Plano de Manutenção de RedutorDavid Ferreira SilvnoAinda não há avaliações
- ISO 1940 BalanceamentoDocumento11 páginasISO 1940 BalanceamentoViviane Alves Loureiro de SousaAinda não há avaliações
- Balanceamento de Rotores PDFDocumento10 páginasBalanceamento de Rotores PDFMauro LobatoAinda não há avaliações
- Tecnologia de Ligação Mais Inteligente para o Turboacoplamento Voith. GPKDocumento2 páginasTecnologia de Ligação Mais Inteligente para o Turboacoplamento Voith. GPKArthur CunhaAinda não há avaliações
- Análise Vibração Manutenção PreditivaDocumento23 páginasAnálise Vibração Manutenção PreditivaManinthebox ManAinda não há avaliações
- Transmissão Por Correntes de RolosDocumento16 páginasTransmissão Por Correntes de RolospaulohkAinda não há avaliações
- Tipos de rolamentos e suas característicasDocumento34 páginasTipos de rolamentos e suas característicasRaylan Amancio0% (1)
- Ruido e Vibracao em Redutores PDFDocumento47 páginasRuido e Vibracao em Redutores PDFcardozoedmAinda não há avaliações
- Balanceamento de rotores: técnicas e instrumentaçãoDocumento34 páginasBalanceamento de rotores: técnicas e instrumentaçãoAe Mente100% (1)
- Balanceamento de rotores rígidosDocumento30 páginasBalanceamento de rotores rígidosHelena Silva100% (2)
- Análise de VibraçõesDocumento91 páginasAnálise de VibraçõesDeise Tatiana ArgoloAinda não há avaliações
- Momento de uma força e equilíbrio de corposDocumento8 páginasMomento de uma força e equilíbrio de corpospcbatera_18Ainda não há avaliações
- Planetários: potentes redutores para indústriasDocumento20 páginasPlanetários: potentes redutores para indústriasJonasAinda não há avaliações
- Apostila sobre alinhamento de máquinas rotativasDocumento43 páginasApostila sobre alinhamento de máquinas rotativasalexandre costaAinda não há avaliações
- Análise de VibraçõesDocumento43 páginasAnálise de VibraçõesWillian Ricardo SantosAinda não há avaliações
- Balanceamento - Método de 3 PontosDocumento8 páginasBalanceamento - Método de 3 PontosLuis Philipe Seles AlvesAinda não há avaliações
- Análise de Vibrações em Sistemas Com EngrenagensDocumento39 páginasAnálise de Vibrações em Sistemas Com EngrenagensSérgio Soares100% (1)
- Engrenagem PlanetariaDocumento53 páginasEngrenagem PlanetariaGuilherme HenriqueAinda não há avaliações
- ANÁLISE DE VIBRAÇÃO DE CAIXAS DE ENGRENAGENSDocumento56 páginasANÁLISE DE VIBRAÇÃO DE CAIXAS DE ENGRENAGENSManoel CosmeAinda não há avaliações
- Guia de Bolso Termografia TestoDocumento56 páginasGuia de Bolso Termografia TestoErivaldo Cristiano AquinoAinda não há avaliações
- Diagnóstico Rápido RolamentosDocumento36 páginasDiagnóstico Rápido RolamentosaukanaiiAinda não há avaliações
- Volante de InérciaDocumento5 páginasVolante de InérciaGabriel MAinda não há avaliações
- Tabela de FrequênciaDocumento94 páginasTabela de FrequênciaDouglas Cristiano ReisAinda não há avaliações
- Apostila Utfpr Vibracao Mi P1Documento47 páginasApostila Utfpr Vibracao Mi P1Alexsson SantosAinda não há avaliações
- Treinamento de Balanceamento de CampoDocumento39 páginasTreinamento de Balanceamento de Campomauricio duberger lopesAinda não há avaliações
- RedutoresDocumento132 páginasRedutoresdilsonramosAinda não há avaliações
- Análise Global Rotodinâmica MFE AutovetoresDocumento393 páginasAnálise Global Rotodinâmica MFE AutovetoresSérgio SoaresAinda não há avaliações
- 2 Analise de Vibrações em Engrenagens - Vibrações em EngrenagensDocumento44 páginas2 Analise de Vibrações em Engrenagens - Vibrações em EngrenagensCarlos AroeiraAinda não há avaliações
- Artigo o Uso de Órbitas Na Análise de Vibrações de Peneiras VibratóriasDocumento3 páginasArtigo o Uso de Órbitas Na Análise de Vibrações de Peneiras VibratóriasRonivonOliveira100% (1)
- Analise de Falha Nos Redutores de Velocidade Benzlers PDFDocumento95 páginasAnalise de Falha Nos Redutores de Velocidade Benzlers PDFsyrAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Estudo de Caso - Parte 2 FinalDocumento23 páginasEstudo de Caso - Parte 2 FinalCARLOS AUGUSTO LOPEZ Y LOPEZAinda não há avaliações
- Cargas de fadiga em eixos de máquinasDocumento14 páginasCargas de fadiga em eixos de máquinaspriscilamoraissAinda não há avaliações
- Automatize processos com interface webDocumento40 páginasAutomatize processos com interface webPaulo MyckaelAinda não há avaliações
- Automatize processos com interface webDocumento40 páginasAutomatize processos com interface webPaulo MyckaelAinda não há avaliações
- 2017 TCC LrtimboDocumento46 páginas2017 TCC LrtimboSérgio SoaresAinda não há avaliações
- Datasheet DynaLogger TcA 1Documento2 páginasDatasheet DynaLogger TcA 1Sérgio SoaresAinda não há avaliações
- EbookfreemmsorgeffDocumento455 páginasEbookfreemmsorgeffSérgio SoaresAinda não há avaliações
- Bombas de Engrenagens 3-BE-D-40-REC-F/H: Folha 1 de 7 CódigoDocumento7 páginasBombas de Engrenagens 3-BE-D-40-REC-F/H: Folha 1 de 7 CódigoSérgio SoaresAinda não há avaliações
- Instruções para pagamento online ou em agência bancáriaDocumento1 páginaInstruções para pagamento online ou em agência bancáriaSérgio SoaresAinda não há avaliações
- Aquilino CI 555Documento157 páginasAquilino CI 555Jonas BoiarskiAinda não há avaliações
- Seg Aula02 TransdutoresDocumento33 páginasSeg Aula02 TransdutoresrenatofabAinda não há avaliações
- Análise de Vibrações em Motores de Corrente ContínuaDocumento20 páginasAnálise de Vibrações em Motores de Corrente ContínuaSérgio SoaresAinda não há avaliações
- Folga nos dentes e backlash: o que é e como calcularDocumento16 páginasFolga nos dentes e backlash: o que é e como calcularAbelio TavaresAinda não há avaliações
- Análise de Vibrações em Sistemas Com EngrenagensDocumento39 páginasAnálise de Vibrações em Sistemas Com EngrenagensSérgio Soares100% (1)
- 18405-NR Portuguese-BrazilDocumento12 páginas18405-NR Portuguese-BrazilSérgio SoaresAinda não há avaliações
- A Nova Geração Na ManutençãoDocumento4 páginasA Nova Geração Na ManutençãoSérgio SoaresAinda não há avaliações
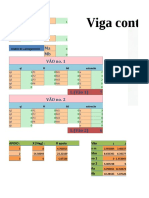
- Calculos de VIgas em Dois VãosDocumento14 páginasCalculos de VIgas em Dois VãosSérgio SoaresAinda não há avaliações
- Manual MaintraqDocumento25 páginasManual MaintraqSérgio SoaresAinda não há avaliações
- Hidraulicos Controle de NivelDocumento4 páginasHidraulicos Controle de NivelSérgio SoaresAinda não há avaliações
- O ódio e seus males segundo o Testamento de GadDocumento5 páginasO ódio e seus males segundo o Testamento de GadAna Claudia Araujo QuesadoAinda não há avaliações
- Pontos de MotoresDocumento76 páginasPontos de MotoresSérgio SoaresAinda não há avaliações
- Compressores Controle de NivelDocumento2 páginasCompressores Controle de NivelSérgio SoaresAinda não há avaliações
- Trabalhar em Home Office - Jeferson MoraisDocumento46 páginasTrabalhar em Home Office - Jeferson MoraisAntonio Erinaldo Araujo CostaAinda não há avaliações
- Lubrificantes AlternativosDocumento5 páginasLubrificantes AlternativosSérgio SoaresAinda não há avaliações
- Cronograma Lubrificação Anual Revisado Proposta WagnerDocumento112 páginasCronograma Lubrificação Anual Revisado Proposta WagnerSérgio SoaresAinda não há avaliações
- Reservatorios Troca OleoDocumento2 páginasReservatorios Troca OleoSérgio SoaresAinda não há avaliações
- EVENTOSDocumento10 páginasEVENTOSSérgio SoaresAinda não há avaliações
- Compressor NivelDocumento2 páginasCompressor NivelSérgio SoaresAinda não há avaliações
- O Exterminador Do Futuro - James CameronDocumento199 páginasO Exterminador Do Futuro - James CameronSérgio SoaresAinda não há avaliações
- Curso Básico de IllustratorDocumento100 páginasCurso Básico de IllustratorVeronikaSantosAinda não há avaliações
- Equip Moveis Controle de NivelDocumento2 páginasEquip Moveis Controle de NivelSérgio SoaresAinda não há avaliações
- Mapas EstruturasDocumento24 páginasMapas EstruturasArkSergeGarSaAinda não há avaliações
- AULA 5 - LAJES PLANAS - DimensionamentoDocumento24 páginasAULA 5 - LAJES PLANAS - DimensionamentoDOUGLAS TIMÓTEO BEZERRAAinda não há avaliações
- 48mini Mig 250Documento10 páginas48mini Mig 250Dantes Alves de SantanaAinda não há avaliações
- APRESENTAÇÃO MATERIAIS ALTERNATIVOS PARA CONSTRUÇÕES CIVIS E RURAIS - Daniel MaxDocumento68 páginasAPRESENTAÇÃO MATERIAIS ALTERNATIVOS PARA CONSTRUÇÕES CIVIS E RURAIS - Daniel MaxDaniel Max Leonidio58% (12)
- Engenharia Mecânica: Hidráulica e Máquinas HidráulicasDocumento5 páginasEngenharia Mecânica: Hidráulica e Máquinas HidráulicasNaldo ChicumaAinda não há avaliações
- N 2566Documento9 páginasN 2566rfelippe8733Ainda não há avaliações
- Netkit ensino redesDocumento10 páginasNetkit ensino redesGabriel MarchesanAinda não há avaliações
- Catalogo 2011-NEODENTDocumento164 páginasCatalogo 2011-NEODENTrodolfoanchieta29853Ainda não há avaliações
- Siena - CONEXÕESDocumento8 páginasSiena - CONEXÕESvin_mpAinda não há avaliações
- Projeto estrutura madeira telhadoDocumento6 páginasProjeto estrutura madeira telhadoalunociivilAinda não há avaliações
- Engenharia de Tráfego - Aula 2 Elementos Do Sistema de TrafegoDocumento57 páginasEngenharia de Tráfego - Aula 2 Elementos Do Sistema de TrafegoJonatas Felipe CandidoAinda não há avaliações
- Abordagem Da Tartaruga - Gestao de Risco - Matriz GUT - ForMDocumento4 páginasAbordagem Da Tartaruga - Gestao de Risco - Matriz GUT - ForMGracihelem Azevedo RochaAinda não há avaliações
- Calibração de embreagens e sincronizadores de trator MaxxumDocumento72 páginasCalibração de embreagens e sincronizadores de trator MaxxumYerson Sanjinez Rodriguez100% (5)
- Relatório 5 - Fisica Exp II - Davi de Oliveira Arruda & Talita Da SilvaDocumento13 páginasRelatório 5 - Fisica Exp II - Davi de Oliveira Arruda & Talita Da SilvaJulio FilhoAinda não há avaliações
- Apresentação Subestações PDFDocumento15 páginasApresentação Subestações PDFNilson Cesar ColettaAinda não há avaliações
- Conectores e acessórios para instalações elétricasDocumento40 páginasConectores e acessórios para instalações elétricasclaudioandrevalverdeAinda não há avaliações
- Catalogo SF Sulcador 2 Linhas MHDocumento7 páginasCatalogo SF Sulcador 2 Linhas MHwiliam domingosAinda não há avaliações
- DF 01-2017 Relatório Sintético de Composições de Custos PDFDocumento102 páginasDF 01-2017 Relatório Sintético de Composições de Custos PDFThaís LealAinda não há avaliações
- PCI prevenção combate incêndioDocumento24 páginasPCI prevenção combate incêndioAlanDeivisAinda não há avaliações
- Artigo Maquete SoloDocumento10 páginasArtigo Maquete SoloJosilda DamascenoAinda não há avaliações
- Nagios Manual Do UsuarioDocumento3 páginasNagios Manual Do UsuarioFrancisco Edilberto Santos SilvaAinda não há avaliações
- Terminologia Naval NAVSOFTDocumento33 páginasTerminologia Naval NAVSOFTDayse BatistaAinda não há avaliações
- Manual Aparelho de Pressão Digital de Pulso Bioland 3001Documento20 páginasManual Aparelho de Pressão Digital de Pulso Bioland 3001permed_100% (5)
- Propostas de empresas COTEC para projetos de investigação em mestradosDocumento42 páginasPropostas de empresas COTEC para projetos de investigação em mestradosJoão CunhaAinda não há avaliações
- Planejamento e Controle de Produção - Plano de EnsinoDocumento5 páginasPlanejamento e Controle de Produção - Plano de EnsinoJose agustinho50% (2)
- Aços Inoxidáveis: Propriedades e AplicaçõesDocumento10 páginasAços Inoxidáveis: Propriedades e AplicaçõesRafael SalvagniAinda não há avaliações
- Teste vazão hidrantesDocumento2 páginasTeste vazão hidrantesGustavo Antonio da SilvaAinda não há avaliações
- Q02 - Questionário Aula 02 - Fev - Mar - Abri - Obras de Terra (52587) - Eng. CivilDocumento3 páginasQ02 - Questionário Aula 02 - Fev - Mar - Abri - Obras de Terra (52587) - Eng. CivilEverton MarrichiAinda não há avaliações
- Pdtic - UfrjDocumento39 páginasPdtic - UfrjEdilonAinda não há avaliações
- Erros $210D e $2501 no BDE e soluçõesDocumento2 páginasErros $210D e $2501 no BDE e soluçõesWilson JuniorAinda não há avaliações