Você também pode gostar
- Análisis de los problemas de producción de Toyota y recomendaciones para optimizar sus operacionesDocumento6 páginasAnálisis de los problemas de producción de Toyota y recomendaciones para optimizar sus operacionesLucy Otañe RamosAinda não há avaliações
- Lean Manufacturing PDFDocumento79 páginasLean Manufacturing PDFTeolomeo PatinacusAinda não há avaliações
- Caso EstarbucksDocumento2 páginasCaso EstarbucksAgustín JackmanAinda não há avaliações
- Caso Benihana of TokioDocumento6 páginasCaso Benihana of TokioJairo Nilton Via De OsambelaAinda não há avaliações
- Lean Manufacturing en Una PYMEDocumento28 páginasLean Manufacturing en Una PYMEJuan Manuel Valentin DiazAinda não há avaliações
- Tesis Lean Serv Hospitalarios PDFDocumento83 páginasTesis Lean Serv Hospitalarios PDFAnonymous g3rSNUF100% (1)
- Proyecto CocaCola Seis SigmaDocumento37 páginasProyecto CocaCola Seis SigmaPedro García P33% (3)
- Fase Definir Six SigmaDocumento16 páginasFase Definir Six SigmaChristian Ovalle PaulinoAinda não há avaliações
- Implementador Lider 5sDocumento9 páginasImplementador Lider 5sjabibialfaAinda não há avaliações
- Definición de TrazabilidadDocumento11 páginasDefinición de TrazabilidadjuanAinda não há avaliações
- Historia WhirlpoolDocumento3 páginasHistoria WhirlpoolGincoAinda não há avaliações
- Caso Práctico Nancy 3Documento4 páginasCaso Práctico Nancy 3Nancy CifuentesAinda não há avaliações
- FIDEOSDocumento26 páginasFIDEOSCesarRamirezAinda não há avaliações
- Distribución de Las InstalacionesDocumento11 páginasDistribución de Las InstalacionesJanotove JanotoveAinda não há avaliações
- Inicios de La Corporacion de Industrias Plasticas SDocumento6 páginasInicios de La Corporacion de Industrias Plasticas SLeslysita KimAinda não há avaliações
- Lean logística UCCDocumento8 páginasLean logística UCCJusse Garca0% (1)
- Historia Gloria S.ADocumento17 páginasHistoria Gloria S.ABetoCoronelVallejosAinda não há avaliações
- Implementacion de Las 5 SDocumento36 páginasImplementacion de Las 5 SRamon Valerio AAinda não há avaliações
- Diplomado en Control de GestiónDocumento9 páginasDiplomado en Control de Gestiónc_correa_melendez100% (1)
- Hoshin Kanri Planeación Estratégica Japonesa para TodosDocumento3 páginasHoshin Kanri Planeación Estratégica Japonesa para TodosCésar IzazolaAinda não há avaliações
- Introducción a la Manufactura Esbelta y VSMDocumento30 páginasIntroducción a la Manufactura Esbelta y VSMYesica Jesus100% (1)
- Optimizar procesos con QFDDocumento270 páginasOptimizar procesos con QFDCristican17847971Ainda não há avaliações
- Produccion 1 - ProyectoDocumento30 páginasProduccion 1 - ProyectoIveth Villatoro100% (1)
- Iso-14001 Icontec PDFDocumento26 páginasIso-14001 Icontec PDFلاك يشة حشAinda não há avaliações
- Kaizen en EspañolDocumento23 páginasKaizen en EspañolFrancixco CanalesAinda não há avaliações
- Lean Six Sigma en Pequeñas y Medianas Empresas - Un Enfoque MetodológicoDocumento4 páginasLean Six Sigma en Pequeñas y Medianas Empresas - Un Enfoque MetodológicoAlexandra SaleAinda não há avaliações
- Herramientas Básicas para Seis SigmaDocumento41 páginasHerramientas Básicas para Seis SigmaAyleen MayorgaAinda não há avaliações
- Tesis Proyecto - Profesional - Estructura Cobranza S LimaDocumento201 páginasTesis Proyecto - Profesional - Estructura Cobranza S LimaalfredoAinda não há avaliações
- Analisis Interno Cadena de ValorDocumento21 páginasAnalisis Interno Cadena de ValorANA VILAAinda não há avaliações
- Modelo de Excelencia MALCOLM BALDRIGEDocumento13 páginasModelo de Excelencia MALCOLM BALDRIGEDaniela Alejandra100% (1)
- Qué Es Un Perfil de ClienteDocumento3 páginasQué Es Un Perfil de ClienteDiana Pulgarin OssaAinda não há avaliações
- Parcial 2 Gestion de CalidadDocumento10 páginasParcial 2 Gestion de CalidadFundacion Jegume CondeAinda não há avaliações
- Iso 14001Documento11 páginasIso 14001YaniAlessanAinda não há avaliações
- EAE-Retos-En-Supply-Chain-Evaluación y Gestión de Riesgos en Cadena de SuministroDocumento12 páginasEAE-Retos-En-Supply-Chain-Evaluación y Gestión de Riesgos en Cadena de SuministroEd RuizAinda não há avaliações
- Worldwide Chemical Company (Maitenence and Reliability)Documento1 páginaWorldwide Chemical Company (Maitenence and Reliability)Jorge ManuelAinda não há avaliações
- S11.s1 - Material - Lean Manufacturing - TPS - JIT PDFDocumento50 páginasS11.s1 - Material - Lean Manufacturing - TPS - JIT PDFAlexander Gil Santa CruzAinda não há avaliações
- Administracion de La Calidad PDFDocumento85 páginasAdministracion de La Calidad PDFdaniela RdzAinda não há avaliações
- Análisis PESTEL y matriz Porter de la empresa Productos MijitayoDocumento7 páginasAnálisis PESTEL y matriz Porter de la empresa Productos MijitayoKaterineyamileth BastidasAinda não há avaliações
- Implementación de 5SDocumento445 páginasImplementación de 5Smichel100% (1)
- Cero DesercionesDocumento30 páginasCero DesercionesIronellys PerezAinda não há avaliações
- Que Es El Lean Six SigmaDocumento2 páginasQue Es El Lean Six Sigmajorge mormarAinda não há avaliações
- Lista de ChequeoDocumento2 páginasLista de ChequeoWilmer ArevaloAinda não há avaliações
- VSM y Lean SigmaDocumento51 páginasVSM y Lean SigmaJulian Andres Osorio LopezAinda não há avaliações
- La Estrategia Empresarial y El Entorno en Los Países en Desarrollo - 10225Documento23 páginasLa Estrategia Empresarial y El Entorno en Los Países en Desarrollo - 10225Carlos Daniel ArguetaAinda não há avaliações
- Sílabo LSSBBDocumento4 páginasSílabo LSSBBRichard ChavezAinda não há avaliações
- Herramientas Creativas Lean ManufacturingDocumento21 páginasHerramientas Creativas Lean ManufacturingMelissaAinda não há avaliações
- El Kaizen y Su Meta EstrategicaDocumento6 páginasEl Kaizen y Su Meta EstrategicaEliuth RiVeAinda não há avaliações
- Mapa ConceptualDocumento1 páginaMapa ConceptualRouse MsmAinda não há avaliações
- Lectura 2 - La Casa Del Lean Manufacturing, La Eficiencia y El DespilfarroDocumento10 páginasLectura 2 - La Casa Del Lean Manufacturing, La Eficiencia y El DespilfarroSofia Vega SotoAinda não há avaliações
- Que Es VSMDocumento13 páginasQue Es VSMevelyn gwAinda não há avaliações
- Herramientas de Calidad (Pareto e Histograma)Documento15 páginasHerramientas de Calidad (Pareto e Histograma)Bary BassAinda não há avaliações
- Caso de Estudio Larosa's PizzeríasDocumento1 páginaCaso de Estudio Larosa's PizzeríasRunyAinda não há avaliações
- Campo de Aplicacion de Las 5 SDocumento4 páginasCampo de Aplicacion de Las 5 SBeltran H BladeAinda não há avaliações
- Six SigmaDocumento17 páginasSix SigmaLuis BarrenecheaAinda não há avaliações
- Herramientas de CalidadDocumento14 páginasHerramientas de CalidadGONZALOMOISES0% (1)
- Las Fases Del Flujo de Materiales Son Actividades deDocumento8 páginasLas Fases Del Flujo de Materiales Son Actividades deAlex FarkAinda não há avaliações
- Trabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021Documento22 páginasTrabajo Final Lean Manufacturing - PEE Operaciones y Logistica 2021cynthia quintanilla ingaAinda não há avaliações
- Proceso ProductivoDocumento9 páginasProceso ProductivorichardAinda não há avaliações
- Semana 4 Informe 1modificadoDocumento18 páginasSemana 4 Informe 1modificadoIsai Ulloa CabezasAinda não há avaliações
- Guia 1 de Ejercicios 2012 1Documento14 páginasGuia 1 de Ejercicios 2012 1Camila Fernanda Blamey Santelices100% (1)
- Comisiones y Consignaciones ComercialesDocumento11 páginasComisiones y Consignaciones ComercialescatalinaAinda não há avaliações
- Interpretacion de Ley de Aduanas PDFDocumento14 páginasInterpretacion de Ley de Aduanas PDFJose TacuriAinda não há avaliações
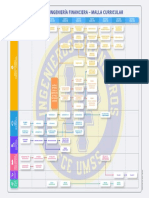
- Malla Curricular - Ingeniería Financiera - FCE - UMSS-1Documento1 páginaMalla Curricular - Ingeniería Financiera - FCE - UMSS-1Isabel Via CalaniAinda não há avaliações
- Gestion de Calidad Cuadro FodaDocumento2 páginasGestion de Calidad Cuadro FodaRonald PaulAinda não há avaliações
- RAP5 - EV03 Propuesta Escrita de Acciones Preventivas y CorrectivasDocumento1 páginaRAP5 - EV03 Propuesta Escrita de Acciones Preventivas y CorrectivasAna Cristina MartinezAinda não há avaliações
- Logistica U1 Caso PracticoDocumento9 páginasLogistica U1 Caso PracticoMILENA ROJASAinda não há avaliações
- 3er Examen de Cont AvanzadaDocumento3 páginas3er Examen de Cont AvanzadaYEIMY NAUCAAinda não há avaliações
- Informe de Hallazgos Financieros ZOLICDocumento6 páginasInforme de Hallazgos Financieros ZOLICbyron geovany martinez gironAinda não há avaliações
- Unidad 1 Introducción A Las Habilidades DigitalesDocumento29 páginasUnidad 1 Introducción A Las Habilidades DigitalesPedro ChavarriaAinda não há avaliações
- Calzado Triple A: estrategia para crecerDocumento16 páginasCalzado Triple A: estrategia para crecerJose Luis CastillaAinda não há avaliações
- ModelosCosteoDocumento10 páginasModelosCosteoNatyAinda não há avaliações
- Dictamen Examen InchiDocumento2 páginasDictamen Examen InchiMelissaValdezCangoAinda não há avaliações
- Estrategias de Marketing para Etapas Del Ciclo Del Vida Del ProductoDocumento7 páginasEstrategias de Marketing para Etapas Del Ciclo Del Vida Del ProductoCarlos CarrilloAinda não há avaliações
- Decreto 2000 N-11771Documento3 páginasDecreto 2000 N-11771oscarAinda não há avaliações
- Silabo Contabilidad para La Toma de Decisiones MBA XDocumento8 páginasSilabo Contabilidad para La Toma de Decisiones MBA XHugoValdezCaldas50% (2)
- ACTIVIDAD 2-Marcianos en La AdminsitraciónDocumento4 páginasACTIVIDAD 2-Marcianos en La AdminsitraciónWILLIAM FERNANDO GUZMAN BERMUDEZAinda não há avaliações
- Filete de Tilapia Hondureño: Estudio de Factibilidad para Hondupez S. de R. LDocumento159 páginasFilete de Tilapia Hondureño: Estudio de Factibilidad para Hondupez S. de R. LNohemy PAinda não há avaliações
- Examen - Gestion de Procesos y Calidad - Gestion de CalidadDocumento19 páginasExamen - Gestion de Procesos y Calidad - Gestion de CalidadmariosolorzanoAinda não há avaliações
- Plantilla de Proyecto Final Mario GiuffraDocumento12 páginasPlantilla de Proyecto Final Mario GiuffraPepita PerezAinda não há avaliações
- Semana 4Documento69 páginasSemana 4anthony fernandezAinda não há avaliações
- fASE 5 GRUPO - 11Documento45 páginasfASE 5 GRUPO - 11maganguecolAinda não há avaliações
- Ecun ProcesosDocumento9 páginasEcun ProcesosNick stevenAinda não há avaliações
- Examen Parcial UPN Geesop VirtualDocumento16 páginasExamen Parcial UPN Geesop VirtualFidO CarlosAinda não há avaliações
- Planeación de La Auditoria Administrativa 5Documento3 páginasPlaneación de La Auditoria Administrativa 5Monabel LadinoAinda não há avaliações
- FF-SEDESOL-002 - Proyecto Simplificado para La Modalidad de Impulso ProductivoDocumento6 páginasFF-SEDESOL-002 - Proyecto Simplificado para La Modalidad de Impulso ProductivovladisseAinda não há avaliações
- Copia de Estructura Del Plan de MarketingDocumento34 páginasCopia de Estructura Del Plan de MarketingAlexa Fernanda Siu RivasAinda não há avaliações
- Experiencia Final TotalDocumento22 páginasExperiencia Final TotalBrian O'Byrne JuradoAinda não há avaliações
- Proyecto Ramp PeruDocumento22 páginasProyecto Ramp PeruRoosevelt RamosAinda não há avaliações
- Proyecto Final Comportamiento OrganizacionalDocumento19 páginasProyecto Final Comportamiento OrganizacionalFaviana TejedaAinda não há avaliações
- Directiva para La Ejecuciòn de Obras X Adm. DirectaDocumento9 páginasDirectiva para La Ejecuciòn de Obras X Adm. DirectaJOSE ANTONIOAinda não há avaliações