Você também pode gostar
- Aula 4 - Mecanismo de Formação Do CavacoDocumento23 páginasAula 4 - Mecanismo de Formação Do CavacoIgor AraujoAinda não há avaliações
- Cap. 3-Mecanismo de Formação Do Cavaco Mota (11.1)Documento41 páginasCap. 3-Mecanismo de Formação Do Cavaco Mota (11.1)Tulismar LacerdaAinda não há avaliações
- Usinagem - Formação do Cavaco e Fatores InfluentesDocumento10 páginasUsinagem - Formação do Cavaco e Fatores InfluentesAnderson VertuanAinda não há avaliações
- Cap. 3-Mecanismo de Formação Do Cavaco 13.1Documento50 páginasCap. 3-Mecanismo de Formação Do Cavaco 13.1gaborinAinda não há avaliações
- Mecanismo de Formação Do CavacoDocumento12 páginasMecanismo de Formação Do CavacoJúlia MelloAinda não há avaliações
- Sistema de referência e ângulos da ferramentaDocumento15 páginasSistema de referência e ângulos da ferramentasalomao lucio dos santosAinda não há avaliações
- Fundamentos da Usinagem: Processos, Grandezas e Formação de CavacosDocumento34 páginasFundamentos da Usinagem: Processos, Grandezas e Formação de CavacosLula Lele100% (1)
- Cap.7 - Desgaste e VidaDocumento70 páginasCap.7 - Desgaste e VidagaborinAinda não há avaliações
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem Completarusmn4100% (3)
- Apostila de Usinagem CompletaDocumento160 páginasApostila de Usinagem CompletaamorimmarianaAinda não há avaliações
- Fatores na seleção de processos de fabricaçãoDocumento6 páginasFatores na seleção de processos de fabricaçãoLucas FernandesAinda não há avaliações
- Apostila de Tecnologia Da Usinagem II 5° Fabricação MecânicaDocumento45 páginasApostila de Tecnologia Da Usinagem II 5° Fabricação MecânicaVanessa MantovaniAinda não há avaliações
- Isaque Silva Monteiro-2022001483-Lista 3Documento4 páginasIsaque Silva Monteiro-2022001483-Lista 3Isaque SilvaAinda não há avaliações
- CavavoDocumento15 páginasCavavodinnAinda não há avaliações
- Fundamentos de UsinagemDocumento23 páginasFundamentos de UsinagemCleverton LopesAinda não há avaliações
- Relatorio Usinagem FinalDocumento13 páginasRelatorio Usinagem FinalMichel AmbrosioAinda não há avaliações
- Processos de usinagem: formação de cavacosDocumento21 páginasProcessos de usinagem: formação de cavacosOrtega CristianoAinda não há avaliações
- Apostila de Processos de UsinagemDocumento192 páginasApostila de Processos de Usinagemmachsilva100% (2)
- Aula 2 - UsinabilidadeDocumento50 páginasAula 2 - UsinabilidadeLayzza Tardin da Silva SoffnerAinda não há avaliações
- Formação do Cavaco em UsinagemDocumento19 páginasFormação do Cavaco em UsinagemPablo PintoAinda não há avaliações
- Resumo sobre usinagem e tipos de cavacoDocumento11 páginasResumo sobre usinagem e tipos de cavacoLucas FernandesAinda não há avaliações
- Princípios de Tecnologia de Corte de MetaisDocumento86 páginasPrincípios de Tecnologia de Corte de MetaisAlessandro Caetano100% (1)
- Questões 27 À 39 UsinagemDocumento7 páginasQuestões 27 À 39 UsinagemFelipe GomesAinda não há avaliações
- 9 - Desgaste em Ferramentas de UsinagemDocumento22 páginas9 - Desgaste em Ferramentas de UsinagemFELIPE ALMEIDAAinda não há avaliações
- Parâmetros e ângulos de ferramentas de usinagemDocumento5 páginasParâmetros e ângulos de ferramentas de usinagemLuciano PintoAinda não há avaliações
- Telecurso Aula BrochamentoDocumento5 páginasTelecurso Aula BrochamentoDanilo Santos CunhaAinda não há avaliações
- Usinagem Convencional: Geometria Da Parte Ativa Das Ferramentas de CorteDocumento69 páginasUsinagem Convencional: Geometria Da Parte Ativa Das Ferramentas de CorteIvã LucasAinda não há avaliações
- Tipos de CavacosDocumento8 páginasTipos de CavacosQuelton NgulubeAinda não há avaliações
- A Ferramenta de CorteDocumento19 páginasA Ferramenta de CorteAlessandra AzevedoAinda não há avaliações
- Processos de usinagem e materiais para ferramentas de corteDocumento85 páginasProcessos de usinagem e materiais para ferramentas de corteassemilAinda não há avaliações
- Usinagem Aula 2Documento74 páginasUsinagem Aula 2Rodrigo TrindadeAinda não há avaliações
- Aula 4 - Parte 2 - UsinagemDocumento11 páginasAula 4 - Parte 2 - UsinagemLatícia AraujoAinda não há avaliações
- Processos de Usinagem: Formação de CavacoDocumento35 páginasProcessos de Usinagem: Formação de CavacoranisearamiugAinda não há avaliações
- RELATÓRIO - Fabricação de Peça Por TorneamentoDocumento20 páginasRELATÓRIO - Fabricação de Peça Por TorneamentoEdflávio Calavort60% (5)
- Listas UsinagemDocumento24 páginasListas UsinagemJonatas Rangel dos SantosAinda não há avaliações
- ForjaDocumento46 páginasForjalewisprotecAinda não há avaliações
- ForjamentoDocumento58 páginasForjamentotassioAinda não há avaliações
- Fresamento: tipos de fresas e operaçõesDocumento14 páginasFresamento: tipos de fresas e operaçõesromao10Ainda não há avaliações
- ESTAMPAGEM Rev.01 (Modo de Compatibilidade)Documento88 páginasESTAMPAGEM Rev.01 (Modo de Compatibilidade)Aldo CarvalhoAinda não há avaliações
- Relatório Da Prática de FRESAMENTO-ArianaDocumento23 páginasRelatório Da Prática de FRESAMENTO-ArianaAriana SilvaAinda não há avaliações
- Processos de Furação IIDocumento20 páginasProcessos de Furação IIMateus Suassuna MedradoAinda não há avaliações
- ForjamentodemoDocumento35 páginasForjamentodemoitaloscarpattiAinda não há avaliações
- Tipos de CavacosDocumento11 páginasTipos de CavacosPaulo Henrique BertucciAinda não há avaliações
- Processos de usinagem: torneamento, furação, fresamento e maisDocumento104 páginasProcessos de usinagem: torneamento, furação, fresamento e maiseinsteinmobiAinda não há avaliações
- Ferramentas de CorteDocumento50 páginasFerramentas de CortejonathasAinda não há avaliações
- ForjamentoDocumento34 páginasForjamentoAldo CarvalhoAinda não há avaliações
- Usinagem Por AbrasãoDocumento41 páginasUsinagem Por AbrasãochikincvoAinda não há avaliações
- 06 Avarias e Desgastes Da Ferramenta PDFDocumento11 páginas06 Avarias e Desgastes Da Ferramenta PDFValdenir Dos SantosAinda não há avaliações
- Forças e Potências de CorteDocumento16 páginasForças e Potências de Cortematheus medeiros cesar CesarAinda não há avaliações
- Parâmetros de UsinagemDocumento60 páginasParâmetros de UsinagemturmacharliecfsdAinda não há avaliações
- Relatorio Usinagem - CavacosDocumento13 páginasRelatorio Usinagem - CavacosMichel AmbrosioAinda não há avaliações
- Usinagem - Relatório 1Documento9 páginasUsinagem - Relatório 1Felipe GomesAinda não há avaliações
- Exercicios de Usinagem 1-13Documento3 páginasExercicios de Usinagem 1-13Felipe GomesAinda não há avaliações
- Processo de Fabricação MecânicaDocumento7 páginasProcesso de Fabricação MecânicaTati_MFAinda não há avaliações
- Processo de Estampagem FinalDocumento74 páginasProcesso de Estampagem FinalhamiltonnovaisAinda não há avaliações
- EXP MEC 3 Apostila PlainaDocumento10 páginasEXP MEC 3 Apostila PlainabelmeirelesAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- 1a - Exercício Dre EvoluçãoDocumento17 páginas1a - Exercício Dre EvoluçãoGuilherme Moroni WindmullerAinda não há avaliações
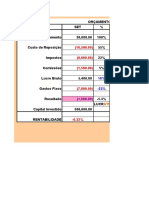
- 1 - Orçamento Curso ExercícioDocumento9 páginas1 - Orçamento Curso ExercícioGuilherme Moroni WindmullerAinda não há avaliações
- Modelo de Decisão Pelo Fator Limitante MCDocumento4 páginasModelo de Decisão Pelo Fator Limitante MCGuilherme Moroni WindmullerAinda não há avaliações
- Fluxo de Caixa Descontado VALUATION - A3Documento16 páginasFluxo de Caixa Descontado VALUATION - A3Guilherme Moroni WindmullerAinda não há avaliações
- Aula 3 - Fundamentos Da Usinagem 2015Documento32 páginasAula 3 - Fundamentos Da Usinagem 2015Guilherme Moroni WindmullerAinda não há avaliações
- Trabalho PFMDocumento9 páginasTrabalho PFMGuilherme Moroni WindmullerAinda não há avaliações
- Aula 5 Equilíbrio de Um Corpo RígidoDocumento42 páginasAula 5 Equilíbrio de Um Corpo RígidoDaniel GaldinoAinda não há avaliações
- Complexos com Ligantes π ReceptoresDocumento166 páginasComplexos com Ligantes π ReceptoresStephanieRodriguesAinda não há avaliações
- Explicador de Arithmetica Segunda EdiçDocumento356 páginasExplicador de Arithmetica Segunda EdiçAnnalyAinda não há avaliações
- Reforma Social ou Revolução? Análise da obra de Rosa Luxemburg sobre o revisionismo de Eduard BernsteinDocumento75 páginasReforma Social ou Revolução? Análise da obra de Rosa Luxemburg sobre o revisionismo de Eduard BernsteinAnastácia SolaneAinda não há avaliações
- Como Não Perder A Cabeça - Deal Wyatt HudsonDocumento310 páginasComo Não Perder A Cabeça - Deal Wyatt HudsonjvogaAinda não há avaliações
- Baixe TODAS as listas do projeto Medicina de UMA VEZDocumento60 páginasBaixe TODAS as listas do projeto Medicina de UMA VEZFeerMartinsAinda não há avaliações
- Curso Informática Básica - Windows Aula 05Documento35 páginasCurso Informática Básica - Windows Aula 05Walcivan MontenegroAinda não há avaliações
- Avaliação da contaminação parasitológica em alfaces no Sul do BrasilDocumento14 páginasAvaliação da contaminação parasitológica em alfaces no Sul do Brasilrodrigoamorim123Ainda não há avaliações
- Trabalho de Conclusão de Curso - Lilian de Lima SantosDocumento60 páginasTrabalho de Conclusão de Curso - Lilian de Lima SantosMárcia JorgeAinda não há avaliações
- A arbitragem internacional como método de resolução de disputas comerciaisDocumento26 páginasA arbitragem internacional como método de resolução de disputas comerciaisFilipe Gomes MenossiAinda não há avaliações
- Execicio 2a ProvaDocumento4 páginasExecicio 2a ProvaBruno HaackAinda não há avaliações
- Relação Professor Aluno Ensino AprendizagemDocumento15 páginasRelação Professor Aluno Ensino AprendizagemRoseOliverAinda não há avaliações
- Escrita Persuasiva - Samer AgiDocumento17 páginasEscrita Persuasiva - Samer AgiJoão ToméAinda não há avaliações
- Hidráulica Agrícola e BarragensDocumento37 páginasHidráulica Agrícola e BarragensGabriel Bressiani MeloAinda não há avaliações
- Manual Módulo 6Documento73 páginasManual Módulo 6mguedest GuedesAinda não há avaliações
- Manual Fundo RotativoDocumento41 páginasManual Fundo Rotativodemetrio lezanAinda não há avaliações
- Manual do Usuário do Telefone - Guia CompletoDocumento24 páginasManual do Usuário do Telefone - Guia CompletoDebora Cristina ChinagliaAinda não há avaliações
- Exercícios de fixação de encontros vocálicos e consonantaisDocumento5 páginasExercícios de fixação de encontros vocálicos e consonantaisSimony SoutoAinda não há avaliações
- 10 Alimentos Fontes de Ferro SaudáveisDocumento12 páginas10 Alimentos Fontes de Ferro SaudáveisTookmed Doctor ́sAinda não há avaliações
- Manual-de-Ferramentas para Aulas de ARTE - CEPIADocumento213 páginasManual-de-Ferramentas para Aulas de ARTE - CEPIARogéria FemininoAinda não há avaliações
- 10 Exercícios de Conjunções para ConcursoDocumento8 páginas10 Exercícios de Conjunções para ConcursoJoão Rocha50% (2)
- Estudo 19Documento5 páginasEstudo 19Erica CortesiniAinda não há avaliações
- Fast Shop Cresce Com Lojas Premium, Preço Competitivo e TreinamentoDocumento2 páginasFast Shop Cresce Com Lojas Premium, Preço Competitivo e TreinamentoThiago MascarenhasAinda não há avaliações
- Arquitetura e representação da paisagem urbana no Centro Cultural São PauloDocumento14 páginasArquitetura e representação da paisagem urbana no Centro Cultural São PauloArrowAinda não há avaliações
- A Aprendizagem Na Teoria Genético-Cognitiva de PIAGET E VYGOTSKIDocumento17 páginasA Aprendizagem Na Teoria Genético-Cognitiva de PIAGET E VYGOTSKIfabricaosAinda não há avaliações
- INTRODUÇÃO CorrigidoDocumento11 páginasINTRODUÇÃO CorrigidoRuberlan EvaristoAinda não há avaliações
- Oração Da LimpezaDocumento3 páginasOração Da LimpezaFranco Guizzetti100% (1)
- Vetrores 1Documento17 páginasVetrores 1Emerson RochaAinda não há avaliações
- Tipos de Óleos Isolantes em TransformadoresDocumento8 páginasTipos de Óleos Isolantes em TransformadoresrafaelAinda não há avaliações
- A cultura e as leis naturais e culturaisDocumento10 páginasA cultura e as leis naturais e culturaisDiego NatanAinda não há avaliações
- Algebra II - Oscar Ricardo JaneschDocumento216 páginasAlgebra II - Oscar Ricardo JaneschLucius Thales da SilvaAinda não há avaliações