Escolar Documentos
Profissional Documentos
Cultura Documentos
Calibração e medição industrial
Enviado por
rkdTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Calibração e medição industrial
Enviado por
rkdDireitos autorais:
Formatos disponíveis
..
.. Rua Dr. Mário Sacramento
.. 101-r/c
3810-106 Aveiro
..
..
www.giagi.pt
Metrologia Industrial,
Calibração e Gestão dos
Dispositivos de
Monitorização e Medição
. . . . . . . . . .
Em cada lua cheia, enfrentavam a pena de
morte todos aqueles que se esqueciam ou
negligenciavam o dever de calibrar o
padrão da unidade do comprimento. Tal
era a pena aplicada em 3000 AC, no
antigo Egipto, aos arquitectos reais,
responsáveis pela construção dos templos
dos Faraós.
Manual Formando
Edição 0-Fev. 2005
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE.
UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Índice
..
ÍNDICE
Prefácio e Objectivos.........................................................................................................1
Capítulo 0 - Metrologia Industrial, Calibração e Gestão dos DMM ..............................2
Capítulo 1 - Sistema Português da Qualidade................................................................6
1.1 As Categorias da Metrologia.......................................................................................6
1.2 Organização Internacional ..........................................................................................7
A convenção do Metro ..................................................................................................7
Laboratórios Primários ..................................................................................................8
Laboratórios de Referência...........................................................................................9
Laboratórios Acreditados ..............................................................................................9
1.3 Sistema Português da Qualidade...............................................................................9
O SPQ.........................................................................................................................10
Normalização ..............................................................................................................11
Participação europeia e internacional .........................................................................11
Laboratório Central de Metrologia...............................................................................12
Metrologia Legal..........................................................................................................13
Síntese do Capítulo 1.......................................................................................................14
Capítulo 2 - As Unidades Base do Sistema Internacional...........................................15
2.1 As Unidades Base do Sistema Internacional .........................................................15
Exemplos de Aplicação...............................................................................................17
Síntese do Capítulo 2.......................................................................................................19
Capítulo 3 - Termos e Definições ...................................................................................20
3.1 Termos e Definições - Vocabulário Internacional ..................................................20
Síntese do Capítulo 3.......................................................................................................30
Capítulo 4 - Exigências Gerais na Função Metrológica ..............................................31
4.1 Exigências Gerais na Função Metrológica .............................................................31
Guia de aplicação .......................................................................................................31
Síntese do Capítulo 4.......................................................................................................32
Capítulo 5 - Responsabilidade da Gestão Função Metrológica .................................33
5.1 Função Metrologia .....................................................................................................33
Guia de aplicação .......................................................................................................33
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado UNIÃO EUROPEIA
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. Fundo Social Europeu
..
..
.. MICGDMM
.. Índice
..
5.2 Escutar o cliente.........................................................................................................34
5.3 Objectivos da qualidade............................................................................................34
Guia de aplicação .......................................................................................................34
5.4 Revisão pela gestão...................................................................................................35
Síntese do Capítulo 5.......................................................................................................35
Capítulo 6 - Gestão de Recursos....................................................................................36
6.1 Competências.............................................................................................................36
6.1.1 Responsabilidade do Pessoal............................................................................36
6.1.2 Competência e Formação..................................................................................37
6.2 Informação ..................................................................................................................37
6.2.1 Procedimentos ...................................................................................................37
6.2.1.1 Procedimento de Calibração de um Paquímetro ............................................38
6.2.2 Ferramentas Informáticas ..................................................................................44
6.2.3 Registos .............................................................................................................45
6.2.4 Identificação .......................................................................................................45
6.3 Equipamentos e Materiais.........................................................................................45
6.3.1 Equipamentos de Medição.................................................................................45
6.3.2 Ambiente ............................................................................................................46
6.4 Gestão de Fornecedores Externos ..........................................................................47
Síntese do Capítulo 6.......................................................................................................48
Capítulo 7 - Confirmação Metrológica e Execução dos Processos de Medida .......49
7.1 Confirmação Metrológica..........................................................................................49
7.1.1 Modo de Funcionamento Geral..........................................................................49
7.1.2 Intervalos de Confirmação Metrológica..............................................................51
7.1.3 Controlo do Ajuste de Equipamentos.................................................................51
7.1.4 Registos do Processo de Confirmação Metrológica ..........................................52
7.1.5 Exercício Prático de Confirmação Metrológica ..................................................54
7.2 Processos de Medição ..............................................................................................56
7.2.1 Generalidades....................................................................................................56
7.2.2 Concepção de Processos de Medição...............................................................56
7.2.3 Execução do Processo de Medição...................................................................58
7.2.4 Registos dos Processos de Medição .................................................................59
7.2.5 Exercício de Medição/Utilização de Instrumentos .............................................60
7.2.6 Exercício de Medição e Interpretação de Resultados........................................65
7.3 Incerteza de Medida e Rastreabilidade....................................................................67
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado UNIÃO EUROPEIA
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. Fundo Social Europeu
..
..
.. MICGDMM
.. Índice
..
7.3.1 Incertezas de Medida.........................................................................................67
7.3.2 Rastreabilidade ..................................................................................................68
7.4 Exercícios Práticos de Incertezas de Medida:........................................................69
7.4.1 Paquímetro Analógico........................................................................................69
7.4.2 Durómetro ..........................................................................................................73
7.4.3 Termómetro........................................................................................................76
Síntese do Capítulo 7.......................................................................................................78
Capítulo 8 - Análise e Melhoria do Sistema de Gestão da Medida ............................79
8.1 Introdução ...................................................................................................................79
8.2 Auditorias e Monitorização .......................................................................................80
8.2.1 Introdução ..........................................................................................................80
8.2.2 Satisfação do Cliente .........................................................................................80
8.2.3 Auditoria ao Sistema de Gestão da Medição.....................................................80
8.2.4 Monitorização do Sistema de Gestão de Medição.............................................81
8.3 Controlo das Não Conformidades ...........................................................................81
8.3.1 Não Conformidades do Sistema de Gestão da Medição ...................................81
8.3.2 Processos de Medição Não Conformes.............................................................82
8.3.3 Equipamento de Medição Não Conforme ..........................................................82
8.4 Melhoria .......................................................................................................................84
8.4.1 Introdução ..........................................................................................................84
8.4.2 Acções Correctivas ............................................................................................84
8.4.3 Acções Preventivas............................................................................................84
Síntese do Capítulo 8.......................................................................................................86
BIBLIOGRAFIA..................................................................................................................87
ANEXO A – Vista Global do Processo de Confirmação Metrológica
ANEXO B – Princípio do Cálculo de Incertezas
ANEXO C – Exercícios
ANEXO D – Resolução de Exercícios
ANEXO E – Impressos
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado UNIÃO EUROPEIA
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. Fundo Social Europeu
..
..
.. MICGDMM
.. Prefácio
..
Prefácio
O presente Manual é um suporte didáctico às acções de formação
profissional para reciclagem, actualização e aperfeiçoamento de activos,
no domínio da Metrologia Industrial, Calibração e Gestão dos DMM.
Objectivos
Com o presente Manual Técnico pretende-se disponibilizar aos
formandos e aos formadores meios estruturados de apoio pedagógico ao
processo formativo na abordagem dos conceitos, técnicas, metodologias,
ferramentas e experiências do saber fazer e saber estar, no âmbito da
Metrologia Industrial, Calibração e Gestão dos DMM.
Autor
Eng. Víctor Pinto
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 0
Capítulo 0
..
Metrologia Industrial,
Calibração e Gestão dos
DMM
Introdução
Em cada lua cheia, enfrentavam a pena de morte todos aqueles que se
esqueciam ou negligenciavam o dever de calibrar o padrão da unidade
do comprimento. Tal era a pena aplicada em 3000 AC, no antigo Egipto,
aos arquitectos reais, responsáveis pela construção dos templos e
pirâmides dos Faraós. O primeiro cúbito real, foi definido como o
comprimento do antebraço do Faraó reinante, do cotovelo à ponta do
dedo médio, mais a largura da sua mão. A medida original era transferida
e gravada em granito negro. Os trabalhadores detinham, nos locais de
construção, cópias em granito ou em madeira e a sua manutenção era
da responsabilidade dos arquitectos.
Mesmo que nos sintamos afastados daquela situação, em distância e
tempo, os povos sempre puseram uma grande ênfase na realização de
medidas exactas. Mais recentemente, em Paris, no ano de 1799, foi
criado o Sistema Métrico Decimal pelo depósito de dois padrões de
platina, que representavam o metro e o quilograma – o início do actual
Sistema Internacional de Unidades (sistema SI).
Na Europa de hoje, as medições e as pesagens representam um valor
equivalente a 6% do Produto Interno Bruto! A metrologia tornou-se uma
actividade normal no nosso dia-a-dia. As tábuas de madeira e o café são
comprados pela sua dimensão e peso; a água e a electricidade são
medidas através de contadores. As balanças onde nos pesamos afectam
o nosso bom humor – tal como o controlo de velocidade efectuado pela
Brigada de Transito. A quantidade de substâncias activas em medicina, a
medição de amostras de sangue e o efeito laser do cirurgião, devem ser
exactos de modo a não pôr em causa a saúde dos pacientes. É
praticamente impossível descrever alguma coisa, hoje em dia, sem
referir os pesos e as medidas. A hora do nascer-do-sol, as medidas do
tórax, a percentagem de álcool, o peso de cartas, a temperatura
ambiente, a pressão dos pneus... e assim por diante.
Assim, o comércio e as autoridades, estão tanto uns como outros,
dependentes dos pesos e das medidas. O piloto lê com cuidado a
altitude, o percurso, o consumo de combustível e a velocidade, enquanto
a inspecção alimentar mede o teor de bactérias, as autoridades
marítimas a linha de água e as empresas adquirem as matérias-primas
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 0
..
por pesos e medidas, especificando os seus produtos usando as
mesmas unidades. Os processos de fabrico são regulados e os alarmes
são iniciados através de medições. A medição sistemática com graus de
incerteza conhecidos é um dos fundamentos do controlo da qualidade
industrial, representando os custos das medições, na maioria das
indústrias modernas, 10-15% dos custos de produção.
Finalmente, a ciência está completamente dependente da medição. Os
geólogos medem as ondas de choque quando as forças gigantescas que
provocam os terramotos se fazem sentir, os astrónomos medem
pacientemente a luz das estrelas distantes com o objectivo de determinar
a sua idade, os físicos atómicos regozijam quando realizam medições ao
milionésimo de segundo e confirmam a presença de uma partícula quase
infinitamente pequena. A disponibilidade de instrumentos de medição e a
capacidade de os utilizar são hoje essenciais, para que os cientistas
documentem objectivamente os resultados obtidos.
Consoante a grandeza em questão, a EUROMET define os seguintes
dez domínios técnicos da metrologia fundamental: massa, electricidade,
comprimento, tempo e frequência, termometria, radiações ionizantes e
radioactividade, fotometria e radiometria, caudal, acústica e quantidade
de matéria.
Sistemas de gestão da medição
Um sistema eficaz de gestão da medição permite garantir que os
equipamentos e os processos de medição são apropriados ao uso que
lhes é atribuído. Tal sistema tem um papel significativo na obtenção dos
objectivos da qualidade dos produtos e no controle do risco de obtenção
de resultados de medição incorrectos. O objectivo de um sistema de
gestão da medição é o de controlar o risco de os equipamentos e os
processos de medição gerarem resultados incorrectos perante um
incidente na qualidade dos produtos de uma organização. Os métodos
utilizados pelo sistema de gestão da medição vão desde a verificação
fundamental do equipamento de medição até à aplicação de técnicas
estatísticas aplicadas ao controlo do processo de medição.
Neste manual, o termo "processo de medição" aplica-se às actividades
de medição de grandezas físicas (nas fases de projecto, ensaio,
produção, controlo).
Um dos princípios estabelecidos na ISO 9000 reside na abordagem dita
como "orientação por processos". Os processos de medição devem ser
considerados como processos particulares destinados a suportar a
qualidade dos produtos fabricados pelo organismo.
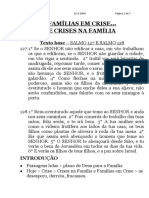
A figura 1 mostra um esquema de utilização do modelo do sistema de
gestão da medição especificado pela norma ISO 10012 de Setembro de
2003.
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 0
..
8.4 Melhoria
Capítulo 5
Responsabilidade da
direcção
Capítulo 8 Satisfação do
Exigências do Capítulo 6 Gestão Análise e melhoria do
cliente relativas à cliente
de Recursos sistema de gestão da
medição medição
Capítulo 7 Confirmação metrológica e
execução dos processos de medição
7.1 7.2
Confirmação Processo de
metrológica medição Resultados de
medição
Modelo do sistema de gestão da medição
Este manual contém tanto exigências como conselhos da norma ISO
10012 para a execução de sistemas de gestão da medição e pode
contribuir para melhorar as actividades de medição e a qualidade dos
produtos. São dados unicamente a título informativo e não devem ser
interpretados como aditamentos, restrições ou modificações de uma
qualquer exigência.
Os organismos têm a responsabilidade de determinar o nível do controlo
que necessitam e de estabelecer as especificações do sistema de gestão
de medição de acordo com a estrutura do seu sistema geral de gestão.
O respeito destas exigências facilitará a conformidade com as exigências
relativas às medição e ao controle dos processos de medição
estabelecidos noutras normas, como por ex., ISO 9001:2000, 7.6 e ISO
14001:1996, 4.5.1
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 0
..
Domínio de aplicação
Este manual pretende fornecer exigências genéricas e guias de
aplicação para a gestão dos processos de medição e para a confirmação
dos equipamentos de medição utilizados para demonstrar a
conformidade de exigências metrológicas. Especifica as exigências de
qualidade relativas ao sistema de gestão de medição que um organismo
que efectue medições possa utilizar e integrar no quadro do sistema de
gestão geral e que é destinado a garantir que as exigências metrológicas
sejam satisfeitas.
Estas exigências e guias de aplicação não estão destinadas a ser
substituídas nem adicionadas às exigências da ISO/IEC 17025.
Requisitos gerais de competência para laboratórios de ensaio e
calibração.
NOTA: Existem normas e guias para tratar de factores particulares
susceptíveis de influenciar os resultados de medição, tais como, por
exemplo, o método de medição, as competências do pessoal e os
ensaios de comparação interlaboratoriais.
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 1
Capítulo 1
..
O Sistema Português da
Qualidade
Objectivos Específicos
¾ Dar a conhecer os 3 subsistemas: Qualificação; Normalização e
Metrologia do Sistema Português da Qualidade
1.1 As Categorias da Metrologia
Na metrologia definem-se três categorias com características afins às
quais correspondem instituições próprias, por vezes com estatutos
completamente distintos. Estas categorias, com níveis de complexidade
e exactidão distintos, são designadas na União Europeia de:
Resolução
Metrologia
cientifica
Metrologia
industrial
Metrologia
legal
Exactidão
Custo / benefício
Podem apontar-se, resumidamente, os objectivos de cada uma:
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Metrologia Legal – controlo metrológico dos instrumentos de medição
regulamentados, mediante o seu acompanhamento desde a concepção
e fabrico até à sua utilização, em domínios como as transacções
comerciais, saúde, segurança, defesa do consumidor, fiscalização,
protecção do ambiente, economia de energia, etc.
Metrologia Industrial – apoio às actividades de controlo de processo e
de produtos, mediante a integração em cadeias hierarquizadas de
padrões dos meios metrológicos existentes nas empresas, laboratórios e
outros organismos e à definição dos sistemas de calibração internos. É
sobre este domínio da metrologia que iremos incidir a nossa
consideração.
Metrologia Científica – realização física das unidades de medida e das
constantes fundamentais, mediante a conservação e desenvolvimento de
padrões e instrumentação em laboratórios adequados.
Além das três categorias de metrologia caracterizadas anteriormente,
considera-se também a Metrologia Fundamental, a qual apesar de não
ter nenhuma definição internacional, pode ser descrita como a metrologia
científica, complementada pelas partes da metrologia legal e industrial
que requerem competência científica.
1.2 Organização Internacional
A convenção do Metro
Em meados do século XIX, e particularmente durante a primeira
exposição universal, tornou-se necessária a adopção de um sistema
métrico universal. Em 1875 decorreu em Paris a Conferência Diplomática
sobre o metro, onde 17 governos assinaram o tratado “A Convenção do
Metro”. Os signatários decidiram então criar um instituto científico
permanente, o “Bureau International des Poids et Mesures” (BIPM).
Actualmente, a “Conférence Général des Poids et Mesures” (CGPM) tem
como incumbência a analise e discussão do trabalho executado pelos
Laboratórios Nacionais de Metrologia, enquanto que o BIPM faz
recomendações sobre novas determinações da metrologia fundamental,
além de outros domínios de actuação.
Hoje em dia, o número de Estados signatários da Convenção do Metro
ascende a 48 membros.
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Laboratórios Nacionais de Metrologia
Para cada país, o Laboratório Nacional de Metrologia (LNM) é definido
pelo EUROMET como o laboratório considerado por decisão nacional
para desenvolver e manter os padrões nacionais para uma ou várias
grandezas.
A organização do LNM pode estar estruturada de forma centralizada,
com apenas um LNM no país, ou com base numa opção pela
descentralização, com uma multiplicidade de laboratórios, possuindo
todos, o estatuto de LNM.
Um LNM representa internacionalmente o seu país nas relações com os
laboratórios nacionais de metrologia de outros países, nas organizações
regionais de metrologia (ORM), e junto do BIPM. Portanto, os LNMs são
a espinha dorsal da organização internacional da Convenção do Metro.
Laboratórios Primários
Um laboratório é considerado como primário quando:
- For reconhecido internacionalmente pela realização metrológica de
uma unidade de base do SI ao nível primário, ou pela realização de
uma unidade derivada do SI ao mais alto nível internacional possível;
- Realiza investigação reconhecida internacionalmente em sub
domínios específicos;
- Mantém e desenvolve uma determinada unidade através da
correspondente manutenção e desenvolvimento dos padrões
primários;
- For membro participante nas comparações ao mais alto nível
internacional.
Os laboratórios primários são nomeados pelo LNM de acordo com o
plano de acção metrológico para os diversos domínios e de acordo com
a política metrológica do país.
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Laboratórios de Referência
Um laboratório é considerado de referência quando seja capaz de
executar calibrações de uma grandeza ao mais elevado nível de
exactidão no país, sendo rastreado a um laboratório primário.
Laboratórios Acreditados
Um laboratório acreditado é reconhecido pela sua competência,
respectivo sistema de gestão da qualidade, e sua imparcialidade por um
organismo independente. A acreditação é voluntária e é concedida pelo
Organismo de Acreditação de cada país, tendo por base a avaliação do
laboratório e auditorias regulares. A acreditação é geralmente efectuada
de acordo com a norma europeia NP EN ISO/IEC 17025, além de um
conjunto de especificações e guias técnicos.
1.3 Sistema Português da Qualidade
O Instituto Português da Qualidade (IPQ) é o organismo nacional que
gere e desenvolve o Sistema Português da Qualidade (SPQ) -
enquadramento legal de adesão voluntária para os assuntos da
qualidade em Portugal. Assim, o IPQ assegura a representação
portuguesa a nível internacional no domínio da Qualidade, mantendo
estreito contacto com os seus congéneres europeus.
No âmbito do SPQ, o IPQ é responsável em Portugal pela acreditação de
entidades, pela normalização nacional, assegurando a articulação com
os organismos europeus e internacionais de normalização, pelo
Laboratório Central de Metrologia, pela informação técnica na área da
qualidade. O Instituto também assegura a gestão de programas de apoio
financeiro e intervém na cooperação com outros países, no domínio da
Qualidade.
No âmbito regulamentar, o IPQ é ainda responsável pelo controle
metrológico em Portugal e pelo processo comunitário de notificação
prévia de normas e regras técnicas.
Na sua acção, o IPQ orienta a actividade de numerosos organismos que
com ele colaboram, aplicando os procedimentos definidos a nível
europeu e internacional.
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
O SPQ
Estabelecido em 1983, o SPQ, foi posteriormente actualizado pelo DL
234/93, de 2 de Julho, sendo organizado em três subsistemas -
Metrologia, Normalização e Qualificação, e por cujas actividades o IPQ é
responsável.
O SPQ assenta nos seguintes princípios:
- Credibilidade: O SPQ baseia o seu funcionamento em regras e
métodos conhecidos e estabelecidos por consenso internacional; a
supervisão do SPQ está sob responsabilidade de entidades
representativas.
- Adesão voluntária: Cada entidade decide sobre a sua adesão ao
SPQ.
- Abertura: Qualquer entidade poderá integrar o SPQ, desde que
demonstre cumprir as exigências estabelecidas.
- Aplicação geral: O SPQ pode abranger qualquer tipo de entidade,
de produto ou de serviço.
- Não exclusividade: O SPQ pode coexistir com outros sistemas de
apoio à qualidade já existentes ou previstos.
- Gestão integrada: A coordenação geral do SPQ é atribuída a uma
única entidade.
- Descentralização: O funcionamento do SPQ é baseado na
autonomia das entidades que o compõem, seguindo procedimentos
escritos rigorosos.
As entidades que integram o SPQ são as seguintes:
- Instituto Português da Qualidade (IPQ)
- As entidades acreditadas e qualificadas para tal no âmbito dos
subsistemas da Metrologia, da Normalização e da Qualificação.
10
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Normalização
A Normalização é uma actividade conducente à obtenção de soluções
para problemas de carácter repetitivo, essencialmente no âmbito da
ciência da técnica e da economia, com vista à realização do grau óptimo
de organização num dado domínio.
Consiste em geral, da elaboração, publicação e promoção do emprego
das normas.
A elaboração e aprovação de normas tem por finalidade a racionalização
e a simplificação de processos, componentes, produtos e serviços.
Permite uma maior facilidade de entendimento e visa o estabelecimento
de parâmetros a utilizar em acções de avaliação da conformidade.
O IPQ, directamente ou por representação delegada em outras entidades
públicas, privadas ou mistas, participa, ou promove a participação nos
trabalhos de normalização compreendidos nas instâncias europeias e
internacionais.
Participação europeia e internacional
Na sua qualidade de ONN (Organismo Nacional de Normalização), o IPQ é
membro das organizações internacionais e europeias de normalização
(ISO, IEC, CEN, CENELEC), competindo-lhe exprimir o voto nacional junto
dessas organizações, após consulta às entidades interessadas.
Igualmente na sua qualidade de ONN, o IPQ é responsável por exprimir o
voto nacional junto do ETSI (Instituto Europeu de Normalização para as
Telecomunicações).
O IPQ, directamente ou por representação delegada em outras entidades
públicas, privadas ou mistas, participa ou promove a participação nos
trabalhos de normalização empreendidos no seio das seguintes estruturas:
CEN - Comité Europeu de Normalização
CENELEC - Comité Europeu de Normalização Electrotécnica
ECISS - Comité Europeu para a Normalização do Ferro e do Aço
ETSI - Instituto Europeu de Normalização para as Telecomunicações
IEC - Comissão Electrotécnica Internacional
ISO - Organização Internacional de Normalização.
11
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Acreditação
A Acreditação de Entidades, gerida pelo IPQ insere-se no Subsistema da
Qualificação do Sistema Português da Qualidade (SPQ) Este
Subsistema visa a demonstração da conformidade de produtos, de
serviços e de sistemas da qualidade com requisitos previamente fixados,
assim como a acreditação de entidades para fins específicos.
Foi com base na série de normas EN 45000 e no respeito dos princípios
gerais que regem o SPQ que foram estabelecidos os procedimentos de
gestão do sistema de acreditação.
Laboratório Central de Metrologia
O LCM está estruturado por laboratórios que, além de realizarem, dentro
das gamas de medição e de determinadas incertezas os padrões nacionais
dessas grandezas, tem disponíveis um conjunto de calibrações de rotina
para o exterior nas diferentes áreas em que possui laboratórios:
- dimensional;
- massa;
- força;
- temperatura;
- tempo;
- volume;
- quantidade de matéria.
No que respeita às demais grandezas físicas, o IPQ tem estabelecido
protocolos de cooperação técnica com outras entidades. Esta cooperação
cobre actividades não apenas relativas às funções de laboratório primário,
que atrás foram referidas, como também de calibração e de ensaios cuja
12
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
implementação foi entendido dever ser descentralizada noutras entidades.
São os casos das seguintes grandezas:
- Electricidade - INETI
- Radiações Ionizantes - DGA
- Alta Tensão - LABELEC / EDP
- Acústica - LNEC
- Óptica - CETO (Universidade do Porto).
Metrologia Legal
A actividade da Metrologia Legal no nosso país é regulamentar e tem por
suporte uma estrutura bastante descentralizada que é constituída, para
além do Serviço de Metrologia Legal do Instituto Português da Qualidade,
pelas estruturas metrológicas ligadas às Delegações Regionais do
Ministério da Economia, pelos Serviços Municipais de Metrologia e pelos
Organismos de Verificação Metrológica, sendo estas últimas entidades
públicas ou privadas, devidamente acreditadas em domínios específicos, a
quem o Instituto concedeu autorização para o exercício da actividade
metrológica.
Com a crescente consciencialização das populações e dos agentes
económicos para os aspectos ligados à melhoria da qualidade de produtos
e de serviços prestados, o conjunto das entidades envolvidas no controle
metrológico passou a desempenhar um papel cada vez mais activo e
determinante na defesa do consumidor, em domínios tão vastos como
sejam, por exemplo, os das transacções comerciais, saúde, segurança e
fiscais.
Posicionado no topo do Sistema, o Serviço de Metrologia Legal do IPQ
desenvolve a sua actividade, exclusivamente, no campo regulamentar
Atendendo à multiplicidade de tarefas que lhe foram cometidas e ao elevado
número de entidades qualificadas para o exercício do controle metrológico,
este Serviço do IPQ dedica particular atenção às actividades de
coordenação do Sistema de Metrologia Legal e de preparação e
implementação de acções que visem uma permanente harmonização da
aplicação da regulamentação metrológica pelas diversas entidades e,
igualmente, a melhoria de qualidade da intervenção técnica destas.
Conservação do espólio metrológico do IPQ que se encontra inserido no
Museu de Metrologia instalado no próprio Instituto.
13
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 1
..
Síntese do Capítulo 1
Capítulo introdutório com referência às diferentes categorias de
metrologia – metrologia legal, metrologia industrial, metrologia científica e
metrologia fundamental.
Organização Internacional, Laboratórios nacionais, primários, de
referência, acreditados.
Sistema Portugês da Qualidade – quem o gere, o seu enquadramento
legal, suas funções e reponsabilidades e os seus princípios. Entidades
que o integram.
14
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 2
Capítulo 2
..
As Unidades Base do
Sistema Internacional
Objectivos Específicos
¾ Definição das diferentes unidades do SI.
¾ Saber as regras de escrita das unidades do SI
2.1 As Unidades Base do Sistema Internacional
O Sistema Internacional de Unidades é uma versão do Sistema Métrico
internacionalmente aceite. Tem 6 Unidades Primárias cujos nomes e
símbolos foram também aceites internacionalmente:
Grandezas Unidade Símbolo Definição
Primárias
• Distância percorrida pela luz no vazio,
Comprimento Metro m durante um intervalo de tempo de
1/299.792.458 do segundo
Quilo- • Unidade de Massa igual à Massa do
Massa grama kg Protótipo Internacional do Quilograma
• Duração de 9.192.631.770 Períodos
de Radiação, correspondentes à transição
Tempo Segundo s entre os 2 Níveis hiper finos do Estado
fundamental do Átomo de Césio 133.
• Intensidade de uma Corrente
constante que, mantida em 2 condutores
paralelos, rectilíneos, de comprimento
infinito, de secção circular desprezável e
Corrente Ampere A colocados à distância de 1 m um do outro
Eléctrica no vazio, produziria entre estes dois
condutores uma força igual a 0,000 000 2
N por metro de comprimento
• Fracção 1/273,16 da Temperatura ter-
Temperatura Kelvin K modinâmica do Ponto Triplo da Água (0ºC)
• Intensidade luminosa, numa dada
direcção, de uma fonte que emite uma
Intensidade Candela cd radiação monocromática de frequência
Luminosa 540.000.000 MHz e cuja intensidade
nessa direcção é de 1/683 W/sr.
15
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 2
..
Existem outras unidades muito utilizadas na Indústria em geral, que se
encontram relacionadas com as Unidades Primárias:
Grandezas Relação com a Grandeza
Unidade Símbolo
Primária
Comprimento Polegada “ 1” = 25.4mm = 0.0254m
Metro 1 m2 = 1m x 1m
Área, Superfície m2
Quadrado 1 km2 = 1.000.000 m2
Volume, Metro 1 m3 = 1m x 1m x 1m
m3
Capacidade Cúbico 1 m3 = 1000 dm3 = 1000 l
Grau 0 º C = 273 k
Temperatura ºC
Celsius T (º C) = T (K) -273
1 Pa = 1N/ m2
Pressão, 1 atm = 101.325 Pa
Pascal Pa
Tensão 1 psi =6.895 Pa
1 bar = 100.000 Pa
Para simplificar a escrita utilizam-se prefixos. O quadro seguinte mostra
os vários prefixos existentes para o Sistema Internacional de Unidades:
Múltiplos Submúltiplos
Factor Prefixo Símbolo Factor Prefixo Símbolo
24 -1
10 yota Y 10 deci d
21 -2
10 zeta Z 10 centi c
18 -3
10 exa E 10 mili m
15 -6
10 peta P 10 micro μ
12 -9
10 tera T 10 nano n
9 -12
10 giga G 10 pico p
6 -15
10 mega M 10 fento f
3 -18
10 quilo k 10 ato a
2 -21
10 hecto h 10 zepto z
1 -24
10 deca da 10 yocto y
16
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 2
..
Exemplos de Aplicação
Unidades de Comprimento:
1 km = 1000 m (1 quilómetro = 1000 metro);
1dm = 100 mm (1 decímetro = 100 milímetro);
1mm = 1000 μm (1 milímetro = 1000 micrómetro);
10 μm = 0,01 mm (10 micrómetro = 1 centésima de milímetro);
100 μm = 0,1 mm (100 micrómetro = 1 décima de milímetro);
1 m = 100 cm (1 metro = 100 centímetro);
1 dam = 10 m (1 decâmetro = 10 metro);
1 hm = 100 m (1 hectómetro = 100 metro).
Unidades de Superfície:
1 km2 = 1.000.000 m2 (1 quilómetro quadrado = 1 milhão de
metro quadrado);
1 ha = 10.000 m2 (1 hectar = 10 mil metro quadrado).
Regras para a escrita dos nomes e símbolos das unidades
Símbolos das unidades SI
•Os símbolos das unidades são impressos em caracteres romanos
(direitos). Em geral os símbolos das unidades são escritos em
minúsculas, mas, se o nome da unidade deriva de um nome próprio, a
primeira letra do símbolo é maiúscula. O nome da unidade propriamente
dita começa sempre por uma minúscula, salvo se se trata do primeiro
nome de uma frase ou do nome “grau Celsius”.
•Os símbolos das unidades ficam invariáveis no plural.
•Os símbolos das unidades não são seguidos de um ponto, salvo se
estão no fim de uma frase e o ponto tem a função habitual da pontuação.
17
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 2
..
Expressão algébrica dos símbolos das unidades SI
•Quando uma unidade derivada é formada pelo produto de duas ou mais
unidades, pode ser indicado com os símbolos das unidades separadas
por pontos a meia altura ou por um espaço.
Por exemplo: N m ou N · m
•Quando uma unidade derivada é formada dividindo uma unidade por
outra, pode utilizar-se uma barra oblíqua (/), uma barra horizontal ou
também expoentes negativos.
Por exemplo: m/s ou ou m · s-1
•Nunca deve ser utilizado na mesma linha mais que uma barra oblíqua, a
menos que sejam adicionados parêntesis, a fim de evitar qualquer
ambiguidade. Em casos complicados devem ser utilizados expoentes
negativos ou parênteses.
Por exemplo: m/s2 ou m · s-2 mas não: m/s/s
Regras de utilização dos prefixos SI
•Os símbolos dos prefixos são impressos em caracteres romanos
direitos, sem espaço entre o símbolo do prefixo e o símbolo da unidade.
•O conjunto formado pela junção do símbolo de um prefixo ao símbolo de
uma unidade constitui um novo símbolo inseparável, que pode ser
elevado a uma potência positiva ou negativa e que pode ser combinado
com outros símbolos de unidades para formar símbolos de unidades
compostas.
Por exemplo: 1 cm3 = (10-2 m)3 = 10-6 m3
1 cm-1 = (10-2 m)-1 = 102 m-1
•Não são empregues prefixos compostos, ou seja, formados pela
justaposição de vários prefixos.
Por exemplo: 1 nm mas não: 1 m m
•Um prefixo não pode ser empregue sem uma unidade a que se refira.
Por exemplo: 106/m3 mas não: M/m3
18
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 2
..
Síntese do Capítulo 2
Grandezas Primárias do Sistema Internacional de Unidades, sua
unidade, símbolo e definição.
Outras grandezas relacionadas e prefixos do Sistema Internacional de
Unidades.
19
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 3
Capítulo 3
..
Termos e Definições
Objectivos Específicos
¾ Dar a conhecer algumas definições do domínio da metrologia.
3.1 Termos e Definições - Vocabulário Internacional
Em todos os domínios da ciência e da tecnologia a terminologia deve ser
cuidadosamente escolhida. Cada termo deve ter o mesmo significado
para todos os utilizadores, deve exprimir um conceito definido, sem
entrar em conflito com a linguagem comum.
Para tentar resolver este problema a nível internacional, o Grupo de
Metrologia da ISO propôs às principais organizações internacionais que
se ocupam da Metrologia o Vocabulário Internacional de Metrologia
(VIM).
Os termos e as definições seguintes constam do VIM e das normas ISO
9000 e ISO 10012
Ajuste
Operação destinada a levar um instrumento de medição a um
funcionamento adequado à sua utilização.
NOTA: O ajuste pode ser automático, semi-automático ou manual.
Amplitude de medição
Módulo da diferença entre os dois limites da gama nominal.
Exemplo:
Para uma gama nominal -10 V a +10 V: a amplitude de medição é de 20
V.
20
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTA: Em certos domínios científicos, a diferença entre os valores
maior e menor é chamada gama.
Calibração
Conjunto de operações que estabelecem, em condições especificadas, a
relação entre valores de grandezas indicados por um instrumento de
medição ou sistema de medição, ou valores representados por uma
medida materializada ou um material de referência e os correspondentes
valores realizados por padrões.
NOTAS:
1. O resultado de uma calibração tanto permite a atribuição de
valores das mensurandas às indicações como a determinação de
correcções relativas às indicações.
2. A calibração pode também determinar outras propriedades
metrológicas, tal como o efeito das grandezas de influência.
O resultado da calibração pode ser registado num documento, por vezes
chamado certificado de calibração ou relatório de calibração.
Característica metrológica
Característica particular que pode influenciar os resultados da medição
NOTAS:
1. Um equipamento de medição tem geralmente várias características
metrológicas.
2. As características metrológicas podem ser sujeitas a calibração.
Confirmação metrológica
Conjunto de operações necessárias para assegurar que um
equipamento de medição responde às exigências correspondentes à
utilização prevista
21
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTAS:
1. A confirmação metrológica geralmente inclui a calibração e a
verificação, todo o ajuste necessário ou a reparação e nova
calibração, a comparação com as exigências metrológicas para a
utilização prevista do equipamento de medição, a colocação do
equipamento em local apropriado e com a documentação necessária.
2. A confirmação metrológica é considerada terminada somente a
partir do momento em que a aptidão do equipamento de medição para
a utilização prevista é demonstrada e documentada.
3. As exigências para a aptidão ao uso incluem considerações tais
como a amplitude da escala de medição, a resolução e os erros
máximos admitidos.
4. Normalmente as exigências metrológicas são distintas, e não
especificadas, das exigências do produto.
Correcção
Valor acrescentado algebricamente ao resultado bruto da medição, para
compensar o erro sistemático.
NOTAS:
1. A correcção é igual e de sinal contrário ao erro sistemático
estimado.
2. Dado que o erro sistemático não pode ser conhecido perfeitamente,
a compensação não é completa.
Desvio-padrão experimental
Parâmetro s que caracteriza a dispersão dos resultados obtidos numa
série de n medições da mesma mensuranda, dado pela formula:
∑ (x − x )
n
2
i
s= i =1
n −1
22
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTAS:
1. Considerando a série de x medições como amostra de uma
distribuição, x é um estimador não enviesado da média µ e s2 é um
estimador não enviesado da variância σ2 dessa distribuição.
2. A expressão s / n é uma estimativa do desvio padrão da
distribuição de x e é designada por desvio padrão experimental da
média.
3. O desvio padrão experimental da média é por vezes
incorrectamente chamado erro padrão da média.
Dimensão de uma grandeza
Expressão que representa uma grandeza de um sistema de grandezas
como um produto de potências de factores que representam as
grandezas de base desse sistema.
Exemplo:
a) LMF-2 é a dimensão da força no sistema de grandezas de base
comprimento, massa, tempo, cujas dimensões são representadas
respectivamente por L, M e T.
b) no mesmo sistema de grandezas, ML-3 é a dimensão da
concentração de massa bem como da massa volúmica.
NOTA: Os factores que representam as grandezas de base são
chamados “dimensões” destas grandezas de base.
Divisão
Parte de uma escala compreendida entre quaisquer duas referências
sucessivas.
Equipamento de medição
Instrumento de medição, ferramenta informática, padrão de medição,
material de referência, equipamento auxiliar ou uma combinação destes,
necessária para a realização de um processo de medição.
23
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
Erros Máximos Admissíveis (de um instrumento de medição)
Valores extremos de um erro admitido pelas especificações,
regulamentos, etc., relativos a um dado instrumento de medição.
Erro de medição
Diferença algébrica entre o resultado da medição e o valor verdadeiro da
mensuranda.
NOTAS:
1. Uma vez que o valor verdadeiro não pode ser determinado, na
prática é usado um valor convencionalmente verdadeiro.
2. Quando é necessário distinguir “erro” de “erro relativo”, o primeiro é
por vezes chamado “erro absoluto de medição”. Este não deve
confundir-se com valor absoluto do erro, que é o módulo do erro.
Exactidão (de um instrumento de medição)
Aptidão de um instrumento de medição para dar indicações próximas do
verdadeiro valor da grandeza medida.
NOTA: A exactidão é um conceito qualitativo.
Factor de correcção
Factor numérico pelo qual se multiplica o resultado bruto da medição
para compensar o erro sistemático.
NOTA: Dado que o erro sistemático não pode ser conhecido
perfeitamente, a compensação não é completa.
Fidelidade (de um instrumento de medição)
Aptidão de um instrumento de medição para dar indicações isentas de
erro sistemático.
24
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
Função metrologia
Função que tem a responsabilidade administrativa e técnica de definir e
implementar o sistema de gestão da medição.
Gama nominal
Gama de indicação obtida, para uma posição particular dos comandos
de um instrumento de medição.
NOTAS:
1. A gama nominal é normalmente especificada pelos seus limites inferior
e superior, por exemplo 100 ºC a 200 ºC. Quando o limite inferior é zero,
o alcance é habitualmente especificado apenas pelo limite superior; por
exemplo, uma gama nominal de 0 V a 100 V é designada de 100 V.
2. O termo alcance é também utilizado com o significado de gama
nominal.
Grandeza de influência
Grandeza que não é a mensuranda mas que influi no valor de medição.
Exemplos:
a) Temperatura de um micrómetro usado na medição de
comprimento;
b) Frequência na medição da amplitude de uma diferença do potencial
eléctrico alterna;
c) Concentração de bilirrubina na medição de concentração de
hemoglobina numa amostra de plasma sanguíneo humano.
Incerteza de medição
Parâmetro associado ao resultado da medição, que caracteriza a
dispersão dos valores que podem ser razoavelmente atribuídos à
mensuranda.
25
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTAS:
1. O parâmetro pode ser, por exemplo, um desvio padrão (ou um
dado múltiplo dele), ou a metade de um intervalo para um dado nível
de confiança.
2. A incerteza de medição compreende, em geral, muitos
componentes. Alguns destes componentes podem ser avaliados pela
distribuição estatística dos resultados de séries de medições e podem
ser caracterizados pelos desvios padrão experimentais. Os outros
componentes, que também podem ser caracterizados por desvio
padrão, são avaliados a partir da distribuição de probabilidades
assumida, baseada na experiência ou outra informação
3. Entende-se que o resultado da medição é a melhor estimativa do
valor da mensuranda e que todos os componentes da incerteza,
incluindo os resultados de efeitos sistemáticos, tais como os
componentes associados à correcção e aos padrões de referência,
contribuem para a dispersão.
Esta definição é idêntica à do “Guia para a expressão da incerteza na
medição” – GUM.
Material de Referência (MR)
Material ou substância com um ou mais valores das suas propriedades
suficientemente homogéneos e bem definidos para a calibração de um
instrumento, a avaliação de um método de medição, ou para a atribuição
de valores a materiais.
NOTA: Um material de referência pode apresentar-se sob a forma de um
gás, de um líquido ou um sólido puro ou composto. Exemplos são: água
para a calibração de viscosímetros, safira como calibrador de capacidade
calorífica em calorimetria e soluções usadas para calibração em análise
química.
Material de Referência Certificado (MRC)
Material de referência, acompanhado por um certificado, do qual uma ou
mais propriedades são certificadas por um procedimento que estabelece
a sua rastreabilidade a uma realização exacta da unidade na qual os
valores da propriedade se exprimem e para a qual cada um dos valores
certificados é acompanhado de uma incerteza para um dado intervalo de
confiança.
26
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
Medição
Conjunto de operações que tem por objectivo determinar o valor de uma
grandeza.
Mensuranda
Grandeza particular submetida a medição.
NOTA: A especificação de uma mensuranda pode requerer informações
acerca de grandezas como o tempo, temperatura e pressão.
Metrologia
Ciência da medição.
Nota: A metrologia compreende todos os aspectos, tanto teóricos como
práticos, relativos à medição, quaisquer que sejam a sua incerteza e o
domínio da ciência e da tecnologia a que se referem.
Padrão
Medida materializada, instrumento de medição, material de referência ou
sistema de medição destinado a definir, realizar, conservar ou reproduzir
uma unidade, ou um ou mais valores de uma grandeza para servirem de
referência.
Exemplos: padrão de massa de 1 kg; resistência padrão de 100 Ω; bloco
padrão de 1 mm.
Padrão de referência
Padrão, em geral da mais elevada qualidade metrológica disponível num
dado local, ou organização, do qual derivam as medições aí efectuadas.
Padrão de trabalho
Padrão que é utilizado correntemente para calibrar ou verificar medidas
materializadas, instrumentos de medição ou materiais de referência.
27
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTAS:
1. Um padrão de trabalho é usualmente calibrado por comparação
com um valor de referência.
2. Um padrão de trabalho utilizado correntemente para garantir que as
medições são efectuadas correctamente é chamado de padrão de
verificação.
Padrão de transferência
Padrão utilizado como intermediário na comparação de padrões.
NOTA: O termo dispositivo de transferência deverá ser utilizado quando
o intermediário não é um padrão.
Processo de medição
Conjunto de operações realizadas para determinar o valor de uma
quantidade.
Procedimento de medição
Conjunto das operações descritas pormenorizadamente, envolvidas na
execução de uma medição particular, segundo um dado método.
NOTA: Um procedimento de medição é usualmente registado num
documento, que por vezes se chama “procedimento de medição (ou
método de medição), e é habitualmente suficientemente detalhado para
permitir ao operador desempenhar a medição sem informação adicional.
Rastreabilidade
Propriedade do resultado de uma medição ou o valor de um padrão que
consiste em poder relacionar-se a referências determinadas, geralmente
padrões nacionais ou internacionais, por intermédio de uma cadeia
ininterrupta de comparações, tendo todas as incertezas determinadas.
28
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
NOTA:
1. O conceito é frequentemente expresso pelo adjectivo “rastreado”.
2. A cadeia ininterrupta de comparação é chamada de “cadeia de
rastreabilidade”.
Repetibilidade (de um instrumento de medição)
Aptidão de um instrumento de medição para dar, em condições de
utilização definidas, indicações muito próximas quando se aplica
repetidamente a mesma mensuranda.
Repetibilidade dos resultados (de uma medição)
Aproximação entre os resultados de medições sucessivas da mesma
mensuranda efectuadas nas mesmas condições de medição.
NOTAS:
1. Estas condições são chamadas condições de repetibilidade.
2. As condições de repetibilidade incluem: mesmo procedimento de
medição, mesmo observador, mesmo instrumento de medição, usado
nas mesmas condições, mesmo local e repetição num curto intervalo
de tempo.
3. A repetibilidade pode exprimir-se quantitativamente em termos das
características da dispersão dos resultados.
Reprodutibilidade dos resultados (de uma medição)
Aproximação entre os resultados das medições da mesma mensuranda
efectuada com alteração das condições de medição.
NOTAS:
1. Uma informação válida de reprodutibilidade exige a especificação
das condições alteradas.
2. As condições alteradas podem incluir: principio de medição, método
de medição, observador, instrumento de medição, padrão de
referência, local, condições de utilização ou tempo.
29
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 3
..
3. A reprodutibilidade pode exprimir-se quantitativamente em termos
das características da dispersão dos resultados.
4. Os resultados aqui são usualmente entendidos como resultados
corrigidos.
Resolução (de um dispositivo indicador)
Menor diferença entre indicações de um dispositivo indicador que se
podem distinguir significativamente.
NOTAS:
1. Para um dispositivo indicador digital, é a diferença de indicação que
corresponde à alteração de uma unidade do algarismo menos
significativo.
2. O conceito aplicado a dispositivos analógicos pode corresponder a
uma estimativa.
3. O conceito aplica-se também a um dispositivo registador.
Sistema de gestão da medição
Conjunto de elementos correlacionados ou interactivos, necessários para
efectuar uma confirmação metrológica e um controlo contínuo dos
processos de medição
Síntese do Capítulo 3
Termos e definições do VIM (Vocabulario Internacional de Metrologia) e
outros aplicados neste manual.
30
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 4
Capítulo 4
..
Exigências Gerais na
Função Metrológica
Objectivos Específicos
¾ Noções de base da função metrológica, como gerir um parque de
meios de medida e como garantir a qualidade da medida.
4.1 Exigências Gerais na Função Metrológica
O sistema de gestão da medição deve garantir que as exigências
metrológicas especificadas são satisfeitas.
Guia de aplicação
As exigências metrológicas especificadas resultam das exigências
relativas ao produto. Estas exigências são necessárias tanto para os
equipamentos de medição como para os processos da medição. Podem
ser expressas em termos de erro máximo admitido, incerteza de
medição, amplitude de medição, repetibilidade, resolução, condições
ambientais ou aptidão dos operadores.
A organização deve especificar quais os processos e os equipamentos
de medição sujeitos às disposições das normas internacionais. Aquando
da definição do campo de aplicação e da escala do sistema de gestão da
medição, os riscos e as consequências de uma falha no cumprimento
das exigências metrológicas devem ser tidos em conta.
O sistema de gestão da medição consiste no controle dos processos de
medição designados, na confirmação metrológica dos equipamentos de
medição e nos processos de suporte necessários. Os processos de
medição que fazem parte do sistema de gestão da medição devem ser
controlados (ver 7.2). Todos os equipamentos de medição que integram
o sistema de gestão da medição devem ser confirmados (ver 7.1).Toda a
modificação do sistema de gestão da medição deve obedecer aos
procedimentos da organização.
31
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 4
..
Síntese do Capítulo 4
Garantia de que o sistema de gestão da medição satisfaz as exigências
metrológicas.
Exigências da especificação das características metrológicas,
nomeadamente processos e equipamentos de medição. Controlo dos
processos de medição. Confirmação metrológica dos equipamentos de
medição.
32
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
..
.. 5
MICGDMM
.. Capítulo 5
Responsabilidade da
Gestão Função
Metrológica
Objectivos Específicos
¾ Conhecer as responsabilidades da função metrológica ao nível da
gestão de uma organização.
5.1 Função Metrologia
A função metrologia deve ser definida pela organização. A direcção da
organização deve garantir a disponibilização de recursos necessários de
forma a estabelecer e manter a função metrologia.
Guia de aplicação
A função metrologia pode ser assegurada por um único serviço ou
repartida no todo da organização.
O responsável pela função metrologia deve estabelecer, documentar e
manter o sistema de gestão da medição e melhorar permanentemente a
sua eficácia.
33
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
..
.. MICGDMM
.. Capítulo 5
5.2 Escutar o cliente
O responsável pela função metrologia deve assegurar que:
a) as exigências do cliente relativas à medição são determinadas e
convertidas em exigências metrológicas,
b) o sistema de gestão da medição satisfaz as exigências
metrológicas dos clientes,
c) a conformidade para com as exigências especificadas pelo cliente
pode ser demonstrada.
5.3 Objectivos da qualidade
O responsável pela função metrologia deve definir e estabelecer os
objectivos da qualidade mensuráveis para o sistema de gestão da
medição. Devem ser definidos critérios de desempenho objectivos e
procedimentos para os processos de medição e do seu controlo.
Guia de aplicação
Exemplos de objectivos da qualidade definidos a diferentes níveis de
organização:
- nenhum produto não conforme deve ser aceite, nem nenhum
produto conforme recusado, devido a medições incorrectas;
- nenhum processo de medição deve estar fora de controlo por mais
do que um dia sem detecção
- todas as confirmações metrológicas devem ser concluídas nas datas
previstas;
- os registos de confirmação metrológica nunca devem ser ilegíveis;
- os planos de formação técnica devem ser concluídos de acordo com
os calendários preestabelecidos;
- o tempo de indisponibilidade dos equipamentos de medição deve ser
reduzido numa determinada percentagem.
34
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
..
.. MICGDMM
.. Capítulo 5
5.4 Revisão pela gestão
A direcção da organização deve assegurar-se da realização de revisões
periódicas em intervalos planificados do sistema de gestão da medição,
para verificar que este se mantém adequado, eficaz e pertinente. A
direcção da organização deve assegurar a disponibilização dos recursos
necessários para a realização da revisão do sistema de gestão da
medição.
Os resultados das revisões da gestão devem ser usados pelo
responsável da função metrologia para modificar o sistema se
necessário, incluindo a melhoria dos processos de medição e a revisão
dos objectivos da qualidade. Os resultados de todas as revisões e de
todas as acções executadas devem ser registados.
Síntese do Capítulo 5
Definição das funções da metrologia, disponibilização de recursos e
documentação do sistema de gestão.
Escuta do cliente.
Estabelecimento dos objectivos da qualidade. Critérios de desempenho.
Revisão da direcção do sistema de gestão da medição e disponibilização
de recursos.
35
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 6
Capítulo 6
..
Gestão de Recursos
Objectivos Específicos
¾ Conhecer os recursos necessários e como gerir as competências
técnicas.
¾ Quais as formas de utilizar a informação, registos e procedimentos.
¾ Como gerir e validar os sistemas de informação.
¾ Conhecer os meios de gestão, conservação, calibração e utilização
dos meios de medida.
¾ Dar a conhecer como e porquê gerir os fornecedores externos.
6.1 Competências
6.1.1 Responsabilidade do Pessoal
O responsável pela função metrologia deve definir e documentar as
responsabilidades de todo o pessoal afecto ao sistema de gestão da
medição.
Guia de aplicação
Estas responsabilidades podem ser definidas sob a forma de
organigramas, descrições de posto, instruções de trabalho ou
procedimentos.
Não se exclui o recurso ao uso de pessoal especializado externo à
função metrologia.
36
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
6.1.2 Competência e Formação
O responsável pela função metrologia deve garantir que os membros do
pessoal implicados no sistema de gestão da medição demonstram
aptidão para desempenhar as tarefas que lhes são atribuídas. Qualquer
necessidade de competência especializada necessária deve ser
especificada. O responsável pela função metrologia deve verificar que a
formação necessária para responder às necessidades identificadas é
dada, que os registos das actividades de formação são mantidos e que a
eficácia da formação é avaliada e documentada. Os membros do pessoal
devem ser informados do alcance das suas responsabilidades e
obrigações, tal como do impacto das suas actividades na eficácia do
sistema de gestão da medição e na qualidade do produto.
Guia de aplicação
A competência pode ser adquirida pela formação inicial, pela formação
contínua e pela experiência adquirida; pode ser provada por testes ou
pela demonstração de desempenho.
Quando se recorre a pessoal em curso de formação, deve ser
providenciada supervisão adequada.
6.2 Informação
6.2.1 Procedimentos
Os procedimentos do sistema de gestão da medição devem estar
convenientemente documentados e validados, de forma a assegurar a
sua correcta implementação, coerência e validade dos resultados de
medição.
A edição de novos procedimentos ou a modificação de procedimentos
existentes deve ser autorizada e verificada. Os procedimentos devem
estar em dia, acessíveis e ser fornecidos sempre que solicitados.
37
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
Guia de aplicação
Os procedimentos técnicos podem ser baseados nas práticas
estandardizadas de medição publicadas ou nas instruções escritas pelos
clientes ou pelos fabricantes dos equipamentos.
A seguir mostra-se um exemplo de procedimento onde constam os
capítulos principais, exceptuando o capítulo de incertezas de medida que
vai ser tratado posteriormente.
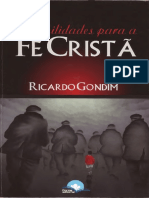
6.2.1.1 Procedimento de Calibração de um Paquímetro
6.2.1.1.1 Rastreabilidade
PADRÃO DE REFERÊNCIA
BLOCOS PADRÃO GRAU 2
BLOCOS PADRÃO ANEL PADRÃO
GRAU 2
PADRÃO DE REFERÊNCIA
BLOCOS PADRÃO GRAU 2
6.2.1.1.2 Introdução
Os paquímetros de relógio ou de nónio - com indicação analógica ou
digital são utilizados como instrumentos de medida de exteriores,
interiores e de profundidade.
6.2.1.1.3 Objectivo e Campo de Aplicação
Este procedimento aplica-se à calibração de paquímetros de nónio,
analógicos e de relógio, com alcance de 0 a 150 mm e menor divisão
0.1, 0.05, e 0.02 mm e paquímetros com indicação digital e incremento
de 0.01 mm.
Dado que um bloco padrão ou um anel padrão são medidas
materializadas de comprimento, comprimento esse que é conhecido até
38
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
às centésimas de μm, a calibração do paquímetro consiste na leitura,
pelo mesmo, desses comprimentos em condições de repetibilidade.
Este procedimento também se aplica a paquímetros que não tenham a
possibilidade de realizar medições de exteriores, interiores ou
profundidades.
6.2.1.1.4. Referências
Norma DIN 862
Norma ISO 3650
V.I.M.
6.2.1.1.5. Execução da Calibração
Execute a calibração do paquímetro obedecendo aos seguintes pontos:
6.2.1.1.5.1 Equipamento necessário
Blocos padrão Grau 2
Anel padrão de 25 mm
Plano de granito
6.2.1.1.5.2 Verificação de funcionamento
1. Retire os blocos padrão da respectiva caixa.
2. Verifique o estado de desgaste e o acabamento das faces de
medida do paquímetro, e certifique-se que a corrediça do mesmo se
desloca livremente ao longo do corpo do mesmo. Proceda à limpeza
do paquímetro se necessário.
3. Coloque os blocos padrão, o anel padrão e o paquímetro a calibrar
no plano de granito e deixe estabilizar, no mínimo, durante 6 horas, de
forma a garantir a equalização da temperatura entre os padrões e o
paquímetro.
Nota: Calce as luvas de algodão, para poder manusear os padrões e
o paquímetro.
39
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
6.2.1.1.5.3 Selecção do Padrão
Seleccione os blocos padrão a utilizar do conjunto de grau 2.
6.2.1.1.5.4 Faces para medição de exteriores
Apesar do paquímetro possuir faces para medição de exteriores,
interiores e de profundidade, as faces partilham a mesma escala (ou
indicação). Daí a opção de realizar o ensaio de linearidade da escala,
nas faces de medição para exteriores.
6.2.1.1.5.4.1 Ensaio de linearidade
1. Realize o encosto das faces de medição, lenta e cuidadosamente e
utilizando sensivelmente a mesma força. Seja ZERO, ou não, o valor
indicado pelo paquímetro, anote o valor na folha de registos.
Utilizando a corrediça afaste as maxilas uma da outra. Realize
novamente o encosto das faces e anote o valor obtido.
Torne a afastar as maxilas, encoste-as e anote o valor dado pelo
paquímetro.
2. Seleccione cinco blocos padrão ou empilhamento de blocos
padrão de modo a cobrir toda a gama de medição do paquímetro e
que envolva marcas de graduação diferentes do nónio ou do indicador
em cada medição.
Nota: A título de exemplo, e para um paquímetro de 100 mm, poderá
seleccionar os seguintes blocos padrão ou empilhamento de blocos
padrão :
10,3 20,6 50,2 75,8 100,0 mm
3. Escolha o bloco padrão ou empilhamento de blocos padrão de
valor mais baixo. Abra as maxilas até um obter um valor superior ao
comprimento nominal do bloco. Coloque o bloco perpendicularmente
e sensivelmente a meio das faces de medida das maxilas do
paquímetro (ver figura 1), e realize o encosto lenta e cuidadosamente.
Leia o valor dado pelo paquímetro, abra novamente as maxilas e
retire o bloco. Repita três vezes, retirando e colocando o bloco entre
as maxilas, registando as leituras dadas pelo paquímetro na folha de
registos.
40
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
4. Registe o valor nominal do bloco, ou do empilhamento de blocos,
na folha de registos e a respectiva correcção dada pelo certificado da
última calibração.
Nota: Se utilizar a colagem de 2 blocos, o valor total será a soma dos
valores parciais e a correcção total será a soma algébrica das
correcções.
5. Torne a afastar as maxilas, retirando o bloco. Continue a afastar as
maxilas até obter um valor superior ao comprimento nominal do
próximo bloco a utilizar. Coloque o bloco perpendicularmente e
sensivelmente a meio das faces de medida das maxilas do
paquímetro (ver figura 1), e realize o encosto lenta e cuidadosamente.
Repita três vezes, retirando e colocando o bloco e registando as
leituras dadas pelo paquímetro na folha de registos.
Figura 1: Diagrama esquemático da montagem do equipamento
6. Repita de 2 a 4 para os restantes blocos ou empilhamento de
blocos.
Nota: A força de encosto deve ser sensivelmente a mesma para todo o
ensaio.
Nota: Posicione-se em frente ao paquímetro de indicação analógica, de
modo a minimizar os erros de paralaxe.
41
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
6.2.1.1.5.5 Faces para medição de interiores
1. Seleccione um anel padrão cuja dimensão nominal esteja dentro da
gama de medição do paquímetro, por exemplo 25 mm.
2. Registe o valor nominal e a correcção de acordo com o certificado,
na folha de registos.
3. Com as "orelhas" a ''ZERO", aproxime o anel padrão
perpendicularmente às faces de medição (ver figura 2). Mova a
corrediça até que as duas faces de medição toquem no anel. Leia o
valor dado pelo paquímetro, volte a colocar a "ZERO" as "orelhas", e
retire o anel. Repita, colocando e retirando o anel, 3 vezes a medição
do valor do diâmetro do anel pelo paquímetro e registe as leituras
obtidas.
Figura 2: Diagrama esquemático da montagem do equipamento
6.2.1.1.5.6 Faces para Medição de Profundidades
1. Verifique, utilizando o plano de granito como base, que a lâmina de
medição de profundidades está à face da extremidade do paquímetro,
quando este marca ZERO.
2. Quer o paquímetro marque ZERO ou não, registe a leitura dada
pelo paquímetro, na folha de registos.
3. Coloque dois blocos de valor nominal 25 mm, lado a lado, sobre o
plano de granito, deixando um espaço entre eles (ver figura 3).
4. Registe o valor dos blocos e as respectivas correcções na folha de
registos. O valor real será a média dos valores reais dos dois blocos.
5. Insira, lentamente a lâmina de medição de profundidades do
paquímetro no espaço entre os blocos, até que a ponta da lâmina
toque no plano de granito e encostando a base do paquímetro às
faces superiores do empilhamento (ver figura 3).
6. Registe a leitura dada pelo paquímetro.
42
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
7. Retire a lâmina e repita 5 e 6, três vezes, registando os valores
obtidos na folha de registos.
Figura 3: Diagrama esquemático da montagem do equipamento.
43
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
6.2.1.1.5.7 Correcções com a Temperatura
Na metrologia dimensional, a temperatura é uma grandeza de influência
que deve ser tida em conta.
Daí a necessidade de tempos de estabilização longos, por forma a
garantir a equalização da temperatura entre as medidas materializadas e
os instrumentos de medição.
Uma regra a seguir é não expor aos instrumentos o calor que emana do
corpo, utilizando luvas de algodão e pinças.
6.2.2 Ferramentas Informáticas
As ferramentas informáticas usadas nos processos de medição e nos
cálculos dos resultados devem ser devidamente documentadas,
identificadas e controladas, de forma a assegurar a sua adequação
contínua. Todas as versões das ferramentas informáticas devem ser
submetidas a um teste e/ou validação antes da sua primeira utilização e
devem ser aprovadas para uso. Estes testes e validações, bem como a
aprovação final, devem ficar devidamente registados. Os testes devem
ser realizados até que a validade dos resultados da medição seja
garantida.
Guia de aplicação
As ferramentas informáticas podem apresentar-se de diferentes formas:
integradas, programáveis ou do tipo comercial.
As ferramentas informáticas comerciais podem não necessitar de ser
submetidas a testes.
O teste de uma ferramenta informática pode incluir as seguintes
operações: teste antivírus, verificação dos algoritmos programados pelo
utilizador, ou uma combinação destas operações para alcançar o
resultado da medição esperado.
O controle da configuração da ferramenta informática pode ajudar a
manter a integridade e a validade dos processos da medição que utilizam
ferramentas informáticas. O registo pode ser feito em cópias de
segurança, através do armazenamento em lugar diferente ou através de
qualquer outro meio de protecção do programa, assegurando o seu
acesso e garantindo a sua rastreabilidade.
44
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
6.2.3 Registos
Os registos que contêm as informações necessárias para o
funcionamento do sistema de gestão da medição devem ser mantidos.
Processos documentados devem assegurar a identificação,
armazenamento, protecção, recuperação, vida útil e eliminação dos
registos.
Guia de aplicação
Como exemplo de registos podemos citar resultados de confirmação,
resultados de medição, dados da compra e de funcionamento, dados de
não conformidade, reclamações dos clientes, dados históricos de
formação, de qualificação ou qualquer outro dado de suporte ao
processo de medição.
6.2.4 Identificação
Os equipamentos de medição e os procedimentos técnicos utilizados no
sistema de gestão da medição devem ser claramente identificados,
individual ou colectivamente. O estado de confirmação metrológica dos
equipamentos deve estar identificado. Os equipamentos que são
confirmados somente para serem utilizados num ou mais processos
particulares da medição devem ser claramente identificados ou geridos
de forma a impedir qualquer utilização não autorizada. Os equipamentos
do sistema de gestão da medição devem poder ser distinguidos de
outros equipamentos.
6.3 Equipamentos e Materiais
6.3.1 Equipamentos de Medição
Todos os equipamentos de medição necessários para que as exigências
metrológicas específicas sejam cumpridas, devem estar disponíveis e
identificados no sistema de gestão da medição. Antes de serem aceites,
os equipamentos de medição devem apresentar uma calibração válida.
45
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
Os equipamentos de medição devem ser utilizados num ambiente
controlado ou conhecido na extensão necessária, para garantir
resultados de medição fiáveis. Os equipamentos de medição utilizados
para supervisionar e registar grandezas de influência, devem estar
incluídos no sistema de gestão da medição.
Guia de aplicação
Um equipamento de medição pode ser aceite para ser usado num
processo de medição particular, e pode não ser aceite para ser utilizado
noutros processos de medição cujas exigências metrológicas sejam
diferentes. As exigências metrológicas relacionadas com os
equipamentos de medição derivam de exigências específicas do produto
ou do equipamento a calibrar, verificar e confirmar.
O erro máximo admitido pode ser definido com base nas especificações
definidas pelo construtor do equipamento de medição, ou estabelecidas
pela função metrologia.
O equipamento de medição pode ser calibrado por uma organização
distinta da função metrologia que realiza a confirmação metrológica.
A caracterização dos materiais de referência pode responder às
exigências da calibração.
O responsável pela função metrologia deve estabelecer, manter e utilizar
os procedimentos documentados para a recepção, manutenção,
transporte, armazenamento e expedição dos equipamentos de medição,
evitando assim, o emprego abusivo, a má utilização e a deterioração das
características metrológicas. Estes procedimentos deverão existir
incluídos ou não no sistema de gestão da medição.
6.3.2 Ambiente
As condições ambientais exigidas para o correcto funcionamento dos
processos de medição abrangidos pelo sistema de gestão de medição
devem ser documentadas.
As condições ambientais que afectam as medições devem ser
supervisionadas e registadas.
As correcções baseadas nas condições ambientais devem ser registadas
e aplicadas aos resultados das medições.
46
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
Guia de aplicação
As condições ambientais que podem afectar os resultados das medições,
incluem a temperatura, gradiente de variação de temperatura, humidade,
luminosidade, vibrações, controlo de poeiras, limpeza, interferências
electromagnéticas ou outros factores. Geralmente os fabricantes dos
equipamentos fornecem especificações relativas à amplitude de
medição, aos valores máximos admissíveis e aos limites das condições
ambientais para uma utilização correcta do equipamento.
6.4 Gestão de Fornecedores Externos
O responsável pela função metrologia deve definir e documentar as
exigências aplicáveis aos produtos e serviços do sistema de gestão da
medição, quando estes são fornecidos externamente. Os fornecedores
externos devem ser avaliados e seleccionados com base na sua
capacidade de satisfazer as exigências documentadas. Os critérios de
selecção, de monitorização e de avaliação devem ser definidos e
documentados, e os resultados das avaliações devem ser devidamente
registados. Os registos dos produtos ou serviços fornecidos pelos
fornecedores externos devem ser preservados.
Guia de aplicação
Se um fornecedor externo está encarregue da realização de ensaios ou
calibrações, é conveniente que ele possa demonstrar as suas
competências técnicas de acordo com uma norma laboratorial, como por
exemplo a ISO/CEI 17025. Os produtos os serviços fornecidos por
fornecedores externos podem necessitar de uma verificação de
conformidade, de acordo com as exigências especificadas.
47
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 6
..
Síntese do Capítulo 6
Recursos humanos afectos ao sistema de gestão da medição: definição
e documentação de responsabilidades, aptidão para o desempenho das
funções, competências específicas, formações.
Recursos relativos à informação: documentação e validação dos
procedimentos do sistema de gestão da medição.
Documentação, identificação, validação e controlo das ferramentas
informáticas nos processos de medição.
Manutenção, armazenamento, protecção, recuperação, vida útil e
eliminação de registos.
Identificação dos equipamentos de medição e do seu estado
metrológico.
Recursos relativos aos materiais, nomeadamente no que diz respeito aos
equipamentos de medição e às condições ambientais.
Exigências aplicáveis aos produtos e serviços de fornecedores externos.
48
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 7
Capítulo 7
..
Confirmação
Metrológica e Execução
dos Processos de
Medida
Objectivos Específicos
¾ Em que consiste a confirmação metrológica, intervalos de
calibração/confirmação, controlo e registo da confirmação.
¾ Como construir e explorar um processo de medição.
¾ Como utilizar os equipamentos de medida, como interpretar os
resultados de medida.
¾ Definição de incerteza de medida, seu objectivo e cálculo.
¾ A rastreabilidade da medida, seu propósito e garantia.
¾ Conhecer o método de cálculo de uma incerteza de medida.
7.1 Confirmação Metrológica
7.1.1 Modo de Funcionamento Geral
A confirmação metrológica deve ser concebida e executada, de forma a
garantir que as características metrológicas dos equipamentos de
medição satisfaçam as exigências metrológicas do processo de medição.
A confirmação metrológica inclui a calibração e a verificação do
equipamento de medição.
Guia de aplicação
Não é necessária uma nova calibração de um equipamento de medição
se este estiver dentro do período de validade da última calibração. Os
procedimentos de confirmação metrológica devem incluir métodos para
verificar que as incertezas de medição e/ou os erros do equipamento de
49
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
medição estão dentro dos limites de aceitação especificados nas
exigências metrológicas.
Informações relevantes do estado de confirmação metrológica do
equipamento de medição, incluindo qualquer limitação ou exigência
especial, devem estar facilmente acessíveis ao operador.
As características metrológicas do equipamento de medição devem ser
apropriadas para o uso pretendido.
Guia de aplicação
Exemplos de características de equipamentos de medição:
- amplitude,
- erro de exactidão,
- repetibilidade,
- estabilidade,
- histerese,
- deriva,
- efeitos de grandezas de influência,
- resolução,
- (limite de) mobilidade,
- erro,
- zona inoperante.
As características metrológicas dos equipamentos de medição são
factores que contribuem para a incerteza de medição (ver 7.3.1) e que
permitem a comparação directa com as exigências metrológicas com
vista a estabelecer a confirmação metrológica.
As expressões qualitativas das características metrológicas, tais como a
"exactidão requerida do equipamento de medição "devem ser evitadas.
50
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.1.2 Intervalos de Confirmação Metrológica
Os métodos usados para determinar ou modificar os intervalos de
confirmação metrológica devem estar descritos em procedimentos
documentados. Os intervalos de confirmação metrológica devem ser
revistos e ajustados quando necessário, para assegurar a conformidade
permanente com as exigências metrológicas especificadas.
Guia de aplicação
Os dados obtidos a partir do histórico das calibrações e das
confirmações metrológicas, bem como o progresso dos conhecimentos e
das tecnologias, podem ser utilizados para determinar os intervalos de
confirmação metrológica. Os registos obtidos com a ajuda de técnicas de
controlo estatístico dos processos de medição podem ser utilizados para
verificar se os intervalos de confirmação metrológica devem ou não ser
modificados.
O intervalo de calibração pode ser igual ao intervalo de confirmação
metrológica (ver OIML D 10).
Cada vez que um equipamento de medição não conforme é reparado,
ajustado ou modificado, o intervalo da sua confirmação metrológica deve
ser revisto.
7.1.3 Controlo do Ajuste de Equipamentos
O acesso aos dispositivos e meios de ajuste de equipamentos de
medição aceites, que possam afectar as características metrológicas,
deve ser selado ou protegido a fim de impedir toda a modificação não
autorizada. Os selos ou as protecções devem ser concebidos e
instalados de forma a detectar qualquer infracção.
Os procedimentos relativos aos processos de confirmação metrológica
devem incluir as acções a realizar quando os selos ou as protecções
forem danificados, quebrados, neutralizados ou faltarem.
Guia de aplicação
A exigência relativa às protecções não se aplica aos meios e dispositivos
de regulação que não necessitam de referências exteriores destinados
ao uso do utilizador, como por exemplo, para a regulação do zero.
51
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Deve ser dada uma atenção particular às técnicas de protecção de
escrita para impedir qualquer modificação não autorizada de programas
informáticos aplicativos e de construtores.
As decisões a respeito da escolha dos equipamentos e mecanismos a
proteger e da escolha dos dispositivos de protecção (etiqueta, soldadura,
fio, pintura, etc.) são, em princípio, da alçada da função metrologia. A
implementação de um programa de protecção pela função metrologia
deve ser documentada. Nem todos os equipamentos de medição se
prestam à protecção.
7.1.4 Registos do Processo de Confirmação Metrológica
Os registos do processo de confirmação metrológica devem ser datados
e, se necessário, aprovados por uma pessoa autorizada para comprovar
a exactidão dos resultados.
Os registos do processo de confirmação devem ser preservados e
manterem-se disponíveis.
Guia de aplicação
A duração mínima para a retenção dos registos depende de numerosos
factores tais como as exigências do cliente, as exigências
regulamentares ou legais e a responsabilidade legal do fabricante. Os
registos relativos a padrões de medição podem ter que ser conservados
indefinidamente.
Os registos do processo de confirmação metrológica devem demonstrar
que cada equipamento de medição satisfaz as exigências metrológicas
especificadas.
Os registos devem incluir, se for o caso:
a) descrição e identificação unívoca do fabricante, o tipo, o número de
série, etc.;
b) data de realização da confirmação metrológica;
c) resultado da confirmação metrológica;
d) intervalo de confirmação metrológica especificado;
e) identificação do procedimento de confirmação (ver 6.2.1);
52
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
f) erro(s) máximo(s) admitidos(s) especificado(s);
g) circunstâncias ambientais relevantes e uma lista de todas as
correcções necessárias;
h) incerteza de calibração;
i) detalhes de todas as operações de manutenção tais como, os
ajustes, as reparações ou as modificações;
j) quaisquer restrições ao uso;
k) identificação da(s) pessoa(s) que efectuou (efectuaram) a
confirmação;
l) identificação das pessoas encarregues de assegurar a exactidão
das informações registadas;
m) identificação unívoca (por exemplo por números sequenciais) de
todos os certificados de calibração e de outros documentos
pertinentes;
n) evidência da rastreabilidade dos resultados da calibração;
o) exigências metrológicas para o uso previsto;
p) resultados da calibração obtidos depois e, se for pedido, antes de
qualquer ajuste, modificação ou reparação.
Guia de aplicação
É aconselhável registar os resultados da calibração de forma a
demonstrar a rastreabilidade de todas as medições e de forma a poder
reproduzir os resultados da calibração sob condições próximas das
condições originais.
Em determinados casos, um resultado de verificação é incluído no
certificado de calibração que menciona se o equipamento satisfaz (ou
não) as exigências especificadas.
Os registos podem apresentar-se sob a forma manuscrita, impressa, sob
a forma de microfilme, de memória electrónica ou magnética ou de
qualquer outro suporte de dados.
O erro máximo admitido pode ser estabelecido pela função metrologia,
ou referenciado na especificação publicada pelo fabricante do
equipamento de medição.
A função metrologia deve assegurar que somente o pessoal autorizado
possa produzir, modificar, difundir e destruir registos.
53
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.1.5 Exercício Prático de Confirmação Metrológica
Os conceitos de Tolerância, Erro e Incerteza andam intimamente ligados.
Embora tenham significados bem distintos são por vezes origem de
confusão.
Imagine que na sua empresa necessitou fazer uma requisição para o
fabrico de uma peça de aço em que especificou:
Fabrico de peça em aço:
Comprimento Nominal = 100 mm
Tolerância = ± 1mm
Quando recebeu a peça, vinha acompanhada de um folheto técnico onde
constava:
Comprimento Nominal = 100,03 mm
Incerteza = ± 0,20mm
A primeira questão que se coloca, é se a peça está ou não em condições
de ser recebida.
Para que possamos tomar a decisão teremos de saber interpretar cada
um dos números que nos são fornecidos face aos que pedimos.
Comecemos por relembrar os conceitos:
Parâmetro que nos indica os limites de variação máxima
TOLERÂNCIA (superior e inferior) da medida nominal especificada. No
exemplo dado é de ± 1 mm, portanto os limites de variação
serão 99 e 101 mm.
Indica-nos a diferença entre o valor real de uma grandeza e o
ERRO
valor que à partida era desejável que tivesse. No exemplo
dado é de +0,03 mm (= 100,03 –100).
Parâmetro que quantifica os limites máximos (superior e
INCERTEZA inferior) dos erros que possam ser cometidos quando se faz
uma medição e para os quais não é possível prever o seu
sentido de variação.
As definições acima são uma interpretação das definições originais, já
dadas atrás, adaptadas ao exemplo em estudo.
54
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Para o caso em análise, uma vez que a incerteza pode originar um
desvio com o mesmo sinal do erro, devemos impor que a sua soma não
deva ser superior à tolerância.
Critério de Aceitação : ( Erro + Incerteza ) ≤ Tolerância
Erro = +0.03 mm
Incerteza = ± 0,20 mm
Tolerância = ± 1 mm
Para a verificação do critério de aceitação vamos considerar que a
incerteza se soma ao erro com o mesmo sinal (caso mais desfavorável).
0,03 + 0,2 = 0,23 mm < 1 mm
O critério verifica-se, logo podemos aceitar o trabalho
100,03 ± 0,20
Medida Real
100,03 + 0,20
Incerteza
100,03 - 0,20
Valor Nominal
100 Erro = 0,03 mm
55
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.2 Processos de Medição
7.2.1 Generalidades
Os processos de medição que pertencem ao sistema de gestão da
medição devem ser planeados, validados, executados, documentados e
controlados. As grandezas de influência que afectam os processos da
medição devem ser identificadas e tomadas em consideração.
A especificação completa de cada processo de medição deve incluir a
identificação de todos os equipamentos relevantes, dos procedimentos
de medição, das ferramentas informáticas de medição, das condições de
uso, das competências do operador e de quaisquer outros factores que
afectem a fiabilidade do resultado da medição. O controlo dos processos
de medição deve ser realizado de acordo com os procedimentos
documentados.
Guia de aplicação
Um processo de medição pode ser limitado à utilização de um único
equipamento de medição.
Um processo de medição pode necessitar da correcção de dados devido,
por exemplo, às condições ambientais.
7.2.2 Concepção de Processos de Medição
As exigências metrológicas devem ser determinadas com base no
cliente, na organização e exigências regulamentares ou legais. Os
processos de medição concebidos para responder a estas exigências
específicas devem ser documentados, apropriadamente validados, e, se
necessário, aprovados pelo cliente.
Para cada processo de medição, os elementos e os controlos relevantes
do processo devem ser identificados. A escolha dos elementos e dos
limites de controlo deve ser calculada em função do risco de não
satisfazer as exigências estabelecidas. Estes elementos e controlos do
processo devem incluir os efeitos do operador, do equipamento, das
condições ambientais, das grandezas de influência e dos métodos de
aplicação.
56
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Guia de aplicação
Na especificação de um processo de medição, pode ser necessário
determinar:
- quais as medições necessárias para garantir a qualidade do
produto,
- os métodos de medição,
- o equipamento necessário para realizar a medição,
- as competências e qualificações necessárias do pessoal que realiza
as medições.
Os processos de medição podem ser validados por comparação com os
resultados de outros processos validados, por comparação com os
resultados de outros métodos de medição ou analisando
permanentemente as características dos processos de medição.
O processo de medição deve ser concebido para evitar resultados de
medição erróneos, e deve assegurar uma detecção rápida das falhas e
acções correctivas oportunas.
Guia de aplicação
Os recursos atribuídos ao controlo dos processos de medição devem ser
calculados de acordo com a importância das medições na qualidade final
do produto da organização. Exemplos de situações onde é necessário
um elevado nível no controle dos processos de medição são os sistemas
de medição críticos ou complexos, medições que asseguram a
segurança de um produto ou medições que envolvem custos elevados se
incorrectas. Um controlo mínimo dos processos pode ser adequado para
medições simples de peças não críticas. Os procedimentos do controlo
dos processos podem apresentar-se de uma forma genérica para tipos
de equipamentos de medição e aplicações similares, como, por exemplo,
o uso de ferramentas manuais de medição para medir peças
maquinadas.
É aconselhável quantificar o impacto das grandezas de influência sobre
os processos de medição. Para tal, pode ser necessário conceber e
realizar experiências ou investigações. Quando tal não for possível, é
conveniente usar os dados, especificações e advertências fornecidos
pelo fabricante do equipamento.
As características metrológicas exigidas para o uso previsto do processo
de medição devem estar identificadas e quantificadas.
57
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Guia de aplicação
Exemplos de características:
- incerteza da medição
- estabilidade
- erro máximo admitido
- repetibilidade
- reprodutibilidade
- nível de competências do operador
Outras características podem ser significativas para determinados
processos de medição.
7.2.3 Execução do Processo de Medição
O processo de medição deve ser executado sob condições controladas
que cumpram as exigências metrológicas.
As condições a controlar devem incluir:
a) o uso de equipamentos confirmados metrologicamente,
b) a aplicação de procedimentos de medição validados,
c) a disponibilização das fontes de informação necessárias,
d) a manutenção das condições ambientais exigidas,
e) o recurso a pessoal competente,
f) a transmissão correcta dos resultados,
g) a implementação da monitorização de acordo com as
especificações.
58
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.2.4 Registos dos Processos de Medição
A função metrologia deve conservar os registos para demonstrar a
conformidade com as exigências relativas ao processo de medição,
incluindo os seguintes elementos:
a) uma descrição completa dos processos de medição executados,
incluindo todos os elementos, (por exemplo, os operadores, os
equipamentos de medição ou os padrões utilizados) e as condições
de utilização relevantes;
b) dados relevantes obtidos a partir de dados do controlo dos
processos de medição, incluindo todas as informações relativas à
incerteza da medição;
c) quaisquer as acções tomadas como resultado das informações do
controle dos processos de medição;
d) a(s) data(s) de realização de cada actividade de controlo dos
processos de medição;
e) identificação de todos os documentos de verificação relevantes;
f) a identificação da pessoa encarregue de recolher as informações a
registar;
g) as aptidões (requeridas e adquiridas) do pessoal.
Guia de aplicação
Para os registos, uma identificação por grupos pode ser suficiente para
os produtos consumíveis usados no processo de controlo de medição.
A função metrologia deve assegurar que só o pessoal autorizado pode
produzir, modificar, difundir e destruir os registos.
59
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.2.5 Exercício de Medição/Utilização de Instrumentos
Exemplos dos
Tipo de
Descrição Equipamentos
Medição
Envolvidos
Medição É realizada com equipamentos que • Fitas métricas,
Directa determinam a medida, mediante uma • Réguas graduadas,
escala. Neste caso podem ler-se • Paquímetros,
directamente, sem necessidade de • Micrómetros,
dispositivo auxiliar. • Sutas
Medição É efectuada com equipamentos que se • Comparadores
Indirecta regulam com um padrão de grandeza
conhecida. Neste caso lê-se a diferença
da medida da peça em relação à do
padrão.
Ao padrão, ou peça de referência, exige-
se uma grandeza fixa e invariável, sobre
a qual se baseiam todas as medições.
Como medida de comprimento, que é a
mais usual na indústria, adoptou-se
internacionalmente o Metro.
Medição Directa
Como já foi referido, medição directa é a que pode ser realizada
directamente na escala do aparelho de medição, sem apoio de qualquer
dispositivo auxiliar.
Em alguns equipamentos de metrologia existe uma escala auxiliar,
chamada nónio que permite uma medição mais exacta. O nónio foi
inventado pelo português Pedro Nunes, no século XVI. Inicialmente, em
combinação com o astrolábio, servia para medir fracções de graus
angulares. No século XVII foi aperfeiçoado por Clavius e por Vernier.
Fundamentos do nónio:
O nónio é uma régua ou escala auxiliar acoplada à escala principal do
instrumento de medição. As suas divisões são de menor comprimento, o
que permite visualizar fracções das divisões da régua.
60
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Para maior clareza considere-se a seguinte figura:
Como se pode ver, a escala do nónio só abrange 9 divisões da escala
principal. Assim, as 10 divisões do nónio medem 9 mm. Portanto, cada
divisão do nónio valerá:
9 mm / 10 = 0,9 mm
Na figura acima o zero da escala principal coincide com o do nónio mas
há uma pequena diferença entre os dois “1”.
Esta diferença é a que existe entre o valor de uma divisão da escala
principal (1 mm) e uma divisão do nónio (0,9 mm). Isto é, 1 – 0,9 = 0,1
mm. Chama-se a isto resolução do nónio.
Pode dizer-se que, neste caso, a resolução do nónio é igual à diferença
entre uma divisão da escala principal e uma divisão do nónio.
Na figura anterior, a divisão “1” do nónio coincide com a divisão “1” da
escala principal; logo, o nónio deslocou-se de 0,1 mm.
Nesta figura, as divisões «4» são coincidentes, o que significa que se
medem 0,4 mm, dado que a escala do nónio se desloca 4 vezes 0,1 mm.
Nesta última figura, a medida indicada é 6,4 mm.
61
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
A figura seguinte apresenta um nónio com 20 divisões:
Observa-se que a escala do nónio abrange 19 divisões de escala
principal.
Valor de uma divisão do nónio: 19 mm / 20 = 0,95 mm
Resolução do Nónio: 1 – 0,95 = 0,05 mm
Exemplo de medições:
Exemplos de instrumentos de medição directa:
Paquímetros
O paquímetro é, essencialmente, uma régua graduada e aperfeiçoada,
62
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
com um nónio acoplado para medir com maior exactidão.
A figura anterior, mostra um paquímetro formado por uma régua
graduada fixa e outra móvel, com um nónio. A régua fixa tem a forma de
pé e sobre ela desliza a régua móvel ou «cursor».
Ambas têm maxilas que estão em contacto quando a medida é zero.
Quando o cursor ou a régua móvel se desloca para a direita (ver figura
seguinte), a distância entre as maxilas é a mesma que existe entre o
«zero» da régua fixa e o «zero» do nónio.
Deste modo, o comprimento de uma peça, colocada entre as maxilas do
paquímetro, será a indicada pelo zero do nónio, em relação ao zero da
escala fixa.
Nesta figura, o comprimento da peça é de 6,4 mm.
O cursor tem o nónio gravado sobre um bisel para evitar erros de
paralaxe. O deslizamento é suave e frequentemente existe um freio para
imobilizar o cursor.
A resolução do paquímetro depende do número de divisões do nónio. O
quadro seguinte apresenta as divisões mais frequentes:
63
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Exemplo de leitura num paquímetro com resolução de 1/20 mm:
Sobre a régua: O traço zero do nónio encontra-se entre 72 e 73, logo a
primeira leitura é 72.
Sobre o nónio: Procura-se o traço do nónio que está no prolongamento
de uma divisão da régua. Neste caso encontra-se entre 6 e 7.
A leitura será: 72 + 0,6 + 0,05 = 72,65 mm
Medição Indirecta:
Calibres de Limites
A utilização de um sistema de tolerâncias e ajustamentos como o ISO
conduziu, naturalmente, à utilização de calibres de limites, vulgarmente
conhecidos por calibres “Passa / Não Passa” (P/NP).
Numa medição com recurso a este tipo de calibres, não se obtém um
valor medido, ou valor da mensurada, mas apenas se determina se a
dimensão está ou não entre dois limites, superior e inferior. A este tipo de
inspecção designa-se por inspecção por atributos.
Os calibres “P/NP” mais simples são utilizados na inspecção de furos e
veios. Também existem calibres “P/NP” roscados, destinados à
inspecção de roscas interiores e exteriores.
Poderia dizer-se que o calibre Passa de um furo deverá ser um cilindro
com um diâmetro igual ao diâmetro mínimo do furo e o calibre Não
Passa seria um cilindro com um diâmetro igual ao diâmetro máximo do
furo.
64
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Tal, na realidade, não pode acontecer porque os próprios calibres estão
sujeitos às mesmas leis naturais que impedem a fabricação de peças
com dimensões exactamente iguais às pretendidas.
Estes calibres P/NP são produzidos com tolerâncias muito mais
apertadas do que aquelas que pretendemos medir.
A figura seguinte apresenta alguns exemplos de calibres de limites lisos.
7.2.6 Exercício de Medição e Interpretação de Resultados
Quais são os valores dos diâmetros Passa e Não Passa de um calibre
liso destinado a controlar um furo com a seguinte especificação:
+0 ,162
+0 ,110
25
De acordo com a Norma DIN 7162 temos:
65
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Temos então para o nosso exemplo:
66
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Cmáx = 25 + 0,162 = 25,162 mm
Cmín = 25 + 0,110 = 25,110 mm
T = Cmáx-Cmin = 52μm
H/2 (da tabela) = 2 μm = 0,002 mm
z (da Tabela) = 9 μm = 0,009 mm
y (da Tabela) = 0 μm = 0,000 mm
Diâmetro Passa (novo) = (Cmín + z) ± H/2 = (25,110 + 0,009) ± 0,002 =
25,119 ± 0,002 mm
Diâmetro Passa (usado) = Cmín – y = 25,110 - 0,000 = 25,110 mm
Diâmetro Não Passa = Cmáx ± H/2 = 25,162 ± 0,002 mm
7.3 Incerteza de Medida e Rastreabilidade
7.3.1 Incertezas de Medida
A incerteza da medição deve ser estimada para cada processo de
medição abrangido pelo sistema de gestão da medição – ver anexo B.
As estimativas de incerteza devem ser registadas. A análise das
incertezas de medição deve ser efectuada antes da confirmação
metrológica dos equipamentos de medição e da validação do processo
de medição. Todas as fontes conhecidas de variabilidade da medição
devem ser documentadas.
Guia de aplicação
Os conceitos implicados e métodos que podem ser utilizados para
combinar as fontes da incerteza e para apresentar os resultados figuram
no "Guide to the expression of uncertainty in measurement" (GUM).
Outros os métodos documentados e aceites podem ser utilizados.
É possível que determinadas fontes de incerteza sejam pouco
significativas quando comparadas a outras e que a sua determinação
67
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
detalhada não se justifique a nível técnico ou económico. Se for este o
caso é conveniente registar a decisão e sua justificação. Em qualquer
caso, é aconselhável dimensionar o trabalho dedicado à determinação e
registo das incertezas de medição de acordo com a importância dos
resultados das medições na qualidade do produto da organização. O
registo das determinações das incertezas pode tomar a forma "de
declarações genéricas" para tipos de equipamento de medição similares,
juntando somente as contribuições dos processos de medição
particulares.
A incerteza do resultado da medição deve ter em conta, entre outras
contribuições, a incerteza de calibração do equipamento de medição.
O uso apropriado de técnicas estatísticas para análise dos resultados de
calibração anteriores e para avaliar resultados de calibrações de outros
equipamentos de medição similares pode ajudar à estimativa de
incertezas.
7.3.2 Rastreabilidade
O responsável pela função metrologia deve assegurar que todos os
resultados de medições sejam concordantes com as normas relativas às
unidades de medição do Sistema Internacional (SI).
A rastreabilidade às unidade de medição (SI) deve ser obtida com
referência a um padrão primário apropriado ou a uma constante física
natural, sendo o seu valor conhecido em unidades SI e recomendado
pela Conferência Geral de Pesos e Medidas e pelo Comité Internacional
de Pesos e Medidas.
Quando reconhecidos, podem ser utilizados padrões consensuais em
situações contratuais desde que não existam unidades SI ou constantes
físicas naturais.
Guia de aplicação
Regra geral a rastreabilidade é assegurada em laboratórios de calibração
fiáveis que têm a sua própria rastreabilidade a padrões nacionais. Por
exemplo, um laboratório que satisfaça as exigências da ISO/CEI 17025
pode ser considerado como fiável.
Os institutos nacionais de metrologia são responsáveis pelos padrões
nacionais e pela sua rastreabilidade, incluindo os casos em que o padrão
nacional está na posse de outros organismos que não o instituto nacional
de metrologia.
Os resultados de medições podem ser rastreáveis através de um instituto
nacional. Os materiais de referência certificados podem ser considerados
com os padrões de referência.
68
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Os registos da rastreabilidade dos resultados de medições devem ser
conservados tanto tempo quanto o do sistema de gestão da medição, o
cliente ou as exigências regulamentares ou legais impõem.
7.4 Exercícios Práticos de Incertezas de Medida:
7.4.1 Paquímetro Analógico
O exemplo seguinte foi adaptado de um artigo da autoria do Eng. Carlos
Sousa (CATIM) publicado na revista TecnoMetal nº 103.
Como base do conhecimento das principais características e modo de
funcionamento do paquímetro foram identificadas as principais causas de
incerteza:
– Repetibilidade (resultado do método e do operador);
– Incerteza transferida pelos padrões de referência;
– Incerteza resultante dos efeitos de temperatura;
– Incerteza resultante da resolução do paquímetro.
Este último componente de incerteza é, geralmente, negligenciado, mas
talvez seja aquele que mais relevância tem.
O paquímetro em estudo tem as seguintes características:
Alcance = 0 – 150 mm
Resolução = 0,05 mm
Coeficiente de expansão térmica = 11,5 × 10-6 K-1
Os padrões de referência utilizados são:
– Calibrador de paquímetros, cujo certificado de calibração menciona
uma incerteza expandida de
69
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
UCal = ± 2,6 μm
este calibrador tem um erro de ± 2 μm.
– Blocos padrão, grau 1, com uma incerteza expandida de
UBP = ± (0,04 + 0,6 L) μm, com L em metros
Neste exemplo, o problema será tratado pela análise directa de cada
componente de incerteza, considerando apenas as maxilas de
exteriores, dado que para as maxilas de interiores e haste de
profundidades o processo é similar. A incerteza resultante do erro de
rectilinearidade das maxilas é considerada desprezável relativamente à
variabilidade dos ensaios de exactidão.
A tabela seguinte apresenta os resultados de cinco séries de leituras, a
média e o desvio padrão.
Leituras Desvio
Média
Referência Padrão
1ª 2ª 3ª 4ª 5ª (mm)
(mm)
2,5 2,55 2,55 2,55 2,50 2,55 2,54 0,022361
7,7 7,70 7,70 7,65 7,70 7,70 7,69 0,022361
20,2 20,20 20,20 20,20 20,20 20,20 20,20 0,00
50,0 50,05 50,05 50,00 50,05 50,00 50,03 0,0027386
100,0 100,00 99,95 100,00 100,00 100,00 99,99 0,022361
150,0 150,00 105,05 150,00 150,05 150,00 150,03 0,027386
Para o cálculo da incerteza será considerado o maior desvio padrão
encontrado (0,027386 ≈ 0,0274 mm) e a maior dimensão (150,00 mm).
→ Repetibilidade (Incerteza tipo A)
n
∑x
1
Média Experimental = x = j = 150,03 mm
n j =1
1 ⎡ n 2⎤
s 2 (x1 ) = ⎢ ∑(
n − 1 ⎣⎢ j =1
xj − x ⎥ = )
⎦⎥
=
(150,00 − 150,03)2 + (150,05 − 150,03)2 + (150,00 − 150,03)2 + (150,05 − 150,03)2 + (150,00 − 150,03)2 =
5 −1
0,0009 + 0,0004 + 0,0009 + 0,0004 + 0,0009 0,0035
= = ≈ 0,0009mm 2
4 4
70
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Variância Experimental = s 2 x1 = ( ) 1 2
n
s xj =( )
0,0009
5
= 0,0002 mm 2
() ( )
u1 x = s x1 = 0,0002 = 0,014 mm
→ Padrão (Incerteza tipo B)
Da análise dos certificados de calibração dos equipamentos calibradores,
verifica-se que a pior incerteza é a do calibrador de paquímetros. As dos
restantes serão desprezadas.
Do certificado de calibração do calibrador de paquímetros: U = ±2,6 μm
e k = 2.
0,0026
u 2 = UP k = = 0,0013 mm → u 22 = s 2 (x 2 ) = 0,0013 2 = 1,7 × 10 −6 mm 2
2
→ Erro do Calibrador (Incerteza tipo B)
Considerando o erro do calibrador de ±2 μm, outra fonte de incerteza,
utilizando uma distribuição rectangular:
( )
s2 x3 =
1
3
⋅ 0,002 2 =
0,000004
3
= 1,33 × 10 −6 mm 2
→ Diferença de temperatura entre o Paquímetro e o Calibrador
(Incerteza tipo B)
- O laboratório onde se realiza a calibração máxima de temperatura
20 ±2 ºC (corresponde a uma variação de ±2 K, já que o grau Celsius
e o Kelvin têm o mesmo valor quando se trata de diferenças de
temperatura);
- A calibração do paquímetro é feita com recurso a luvas de tecido
(que têm como principal função isolar o equipamento da fonte de calor
que são as mãos do operador);
- O procedimento de calibração exige que o equipamento a calibrar
e os respectivos padrões estejam pelo menos uma hora no laboratório
antes de ter início a calibração.
Pode-se, então, assumir que a máxima diferença de temperatura entre o
Paquímetro e os equipamentos calibrados é 0,5 K (o que foi confirmado
experimentalmente).
71
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
O coeficiente de expansão linear é α = 11,5 × 10-6 K-1 (padrões e
equipamento de aço). Utilizando, de novo, uma distribuição rectangular:
( )
s2 x 4 =
1
3
⋅ 0,5 2 =
0,25
3
= 0,0833 K 2
→ Resolução do Paquímetro (Incerteza tipo B)
A resolução deste Paquímetro é de 0,05 mm. Embora se possa admitir
uma resolução estimada de metade da resolução do nónio, esta
estimativa é difícil e deve considerar-se como uma contribuição para a
incerteza em estudo.
Considerando aqui também uma distribuição rectangular:
( )
s2 x 5 =
1
3
⋅ 0,052 =
0,0025
3
= 8,33 × 10 − 4 mm2
Com base nestes resultados, é possível construir a tabela seguinte:
Variância Coeficiente de Contribuição para
Componente Experimental Unidades sensibilidade a incerteza u i2 ( y )
s (xi )
xi 2
ci (mm2)
x1
0,0002 mm2 1 0,0002
Repetibilidade
x2
1,7×10-6 mm2 1 1,7×10-6
Padrões
x3
1,33×10-6 mm2 1 1,33×10-6
Calibrador
(Lα)2=L2×(11,5×10-6)2=
x4 2
0,0833 K = L2×1,32×10-10 L2×1,10×10-11
Temperatura 2 -2
(mm K )
x5
8,33×10-4 mm2 1 8,33×10-4
Resolução
Somando os valores das contribuições para a incerteza, e considerando
o alcance máximo do Paquímetro L = 150 mm.
u 2 ( y ) = 0,0002 + 1,7 × 10−6 + 1,33 × 10 −6 + 150 × 1,10 × 10 −11 + 8,33 × 10−4 = 1,036 × 10 −3 mm 2
A incerteza padrão será: u(y) = 1,036 × 10-3 = 0,032 mm
72
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Para a obtenção da incerteza expandida é necessário multiplicar a
incerteza padrão pelo factor de expansão k (considerar k=2 para uma
probabilidade de 95%). Então:
U = k × u(y) = 2 × 0,032 = 0,064 mm
7.4.2 Durómetro
A medição da dureza Rockwell C da amostra de referência de um
Durómetro resultou nos valores da tabela seguinte:
Medição nº Dureza (HRc)
1 61,50
2 62,00
3 62,25
4 62,00
5 61,25
A incerteza expandida associada ao Boletim de Ensaio de dureza de
Amostra de Referência, realizado num laboratório exterior acreditado é
de ±0,50 HRc. O coeficiente de expansão k é igual a 2.
A resolução do Durómetro é de 1 HRc, podendo estimar-se valores até ¼
dessa resolução.
73
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Determinar a incerteza expandida desta medição.
→ Repetibilidade (tipo A)
n
61,50 + 62,00 + 62,25 + 62,00 + 61,25
∑q
1
q= j = = 61,80 HRc
n j =1 5
1 ⎡ n
( )
s2 q j = ⎢
n − 1 ⎢⎣ j =1
∑(
qj − q ) ⎤⎥ =
2
⎥⎦
=
(61,50 − 61,80)2 + (62,00 − 61,80)2 + (62,25 − 61,80)2 + (62,00 − 61,80)2 + (61,25 − 61,80)2 =
5 −1
0,090 + 0,040 + 0,203 + 0,040 + 0,303 0,676
= = = 0,169 HRc 2
4 4
()
s2 q =
1 2
n
( )
s qj =
0,169
5
= 0,034 HRc 2
() ()
u1 q = s q = 0,034 = 0,18 HRc
O contributo da repetibilidade para a determinação da incerteza padrão é
0,18HRc.
→ Padrão (tipo B)
Do Boletim de Ensaio: U = 0,50 HRc e k = 2.
0,5
u2 = UP k = = 0,25 HRc → u22 = s2 (x 2 ) = 0,252 = 0,063 HRc 2
2
O contributo do padrão para a determinação da incerteza padrão é 0,25
HRc.
74
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
→ Resolução do Durómetro
A resolução estimada é 2a = 0,25 HRc.
2
1 1 ⎛ 0,25 ⎞
s 32 = a2 = ⋅ ⎜ ⎟ = 0,005 HRc
2
3 3 ⎝ 2 ⎠
u3 = s32 = 0,005 = 0,07 HRc
O contributo da resolução para a determinação da incerteza padrão é
0,07 HRc.
A incerteza padrão será então calculada por:
n
u 2 (y) = ∑ u (x ) = u
i =1
2
i
2
1 +u 22 + u 32 = 0,18 2 + 0,25 2 + 0,07 2 ≈ 0,1 HRc
u(y) = u 2 ( y ) = 0,1 = 0,32 HRc
A estimativa do número de graus de liberdade efectivos vef será então:
u 4 (y) 0,5 4 0,063 0,06
vef = = = = = 252
n
ui ( y ) 0,18
4 4 0,001 0,00025
∑
i =1 vi 5 −1 4
Da tabela do Anexo B, k = 2
A incerteza expandida U é:
U = k ⋅ u(y) = 2 × 0,32 = 0,64 HRc
Considerando o valor da média aritmética das 5 medições, é possível
representar a mensuranda por:
61,80 ± 0,64 HRc
75
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
7.4.3 Termómetro
Na calibração de um termómetro de resolução 1 ºC, usaram-se:
– Um banho com uma instabilidade de ±0,2 ºC, não sendo conhecida
a tendência dessa instabilidade;
– Um termómetro de referência com uma incerteza expandida de
±0,1% ºC.
Obtiveram-se os seguintes valores (em ºC):
Desvio
Referência Medição 1 Medição 2 Medição 3
Padrão
50 50,5 50,0 51,0 0,50
100 99,5 99,0 99,5 0,29
150 149,0 149,0 149,5 0,29
→ Repetibilidade (tipo A)
Considerando o maior desvio padrão:
s12 = s 2 n = 0,5 2 3 = 0,08 º C 2
u1 = s12 = 0,08 = 0,28 º C
→ Banho (tipo B)
ΔT = ±0,2 ºC = a
s 22 = (1 3 ) × a 2 = 0,2 2 3 = 0,01 º C 2
u 2 = s 22 = 0,01 = 0,12 º C
→ Resolução do Termómetro (tipo B)
2a = 0,5 ºC ⇒ a = 0,25 ºC
s 32 = (1 3 ) × a 2 = 0,25 2 3 = 0,02 º C 2
u 3 = s 32 = 0,02 = 0,14 º C
76
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
→ Termómetro de Referência (tipo B)
U 4 = ±0,1% × 150 º C = ±0,15 º C , considerando a maior temperatura de
referência
Considerando k = 2:
u 4 = U 4 k = 0,15 2 = 0,075 º C
A Incerteza Padrão será:
u(y ) = u12 + u 22 + u 32 + u 42 = 0,28 2 + 0,12 2 + 0,14 2 + 0,08 2 = 0,34 º C
Considerando k = 2, a Incerteza Expandida é então:
U = ±u(y) × k = ±0,34 × 2 = ±0,68 ºC
77
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 7
..
Síntese do Capítulo 7
Capítulo dedicado à garantia das características metrológicas quer dos
equipamentos, quer dos processos de medição.
Intervalos de confirmaçao metrológica, controlo do ajuste de
equipamentos e registo dos processos de confirmação metrológica.
Especificações, concepção, execução e registo dos processos de
medição.
Incerteza e rastreabilidade dos processos de medição.
78
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
.. MICGDMM
.. Capítulo
.. MICGDMM
.. 8
Capítulo 8
..
Análise e Melhoria do
Sistema de Gestão da
Medida
Objectivos Específicos
¾ Conhecer formas de melhoria do sistema de medida.
¾ Como monitorizar e melhorar um sistema de gestão da função
metrológica.
¾ Como identificar e controlar as não conformidades, consequências
de meios não conformes.
¾ Melhorar um processo de medida. As acções correctivas e
preventivas.
¾ Conhecer outras formas de melhoria num sistema de gestão de
dispositivos de medida e ensaio.
8.1 Introdução
A função metrologia deve planear e implementar a monitorização, análise
e melhoria que sejam necessárias:
a) para assegurar a conformidade do sistema de gestão da medição
com a norma ISO 10012
b) para melhorar permanentemente o sistema de gestão da medição.
79
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
8.2 Auditorias e Monitorização
8.2.1 Introdução
A função metrologia deve utilizar as auditorias, a monitorização e outras
técnicas como meios apropriados para determinar a pertinência e
eficácia do sistema de gestão da medição.
8.2.2 Satisfação do Cliente
A função metrologia deve monitorizar as informações relativas à
satisfação do cliente quanto à resposta das suas necessidades
metrológicas. Os métodos para obter e usar estas informações devem
ser especificados.
8.2.3 Auditoria ao Sistema de Gestão da Medição
A função metrologia deve planear e conduzir auditorias ao sistema de
gestão da medição para assegurar a eficácia contínua da sua
implementação e da satisfação para com as exigências especificadas.
Os resultados das auditorias devem ser transmitidos às partes
interessadas de gestão da organização.
Os resultados de todas as auditorias do sistema de gestão da medição e
todas as modificações do sistema devem ser registados. A organização
deve assegurar que são tomadas acções para eliminar as não
conformidades detectadas e as suas causas.
Guia de aplicação
As auditorias ao sistema de gestão da medição podem ser realizadas
dentro da estrutura do conjunto das auditorias do sistema de gestão da
organização.
A ISO 19011 fornece as linhas directrizes para a auditoria dos sistemas.
As auditorias do sistema de gestão da medição podem ser realizadas
pelas organizações, pela função metrologia, subcontratadas ou feitas por
pessoal de terceira parte. Os auditores não devem auditar os seus
próprios domínios de responsabilidade.
80
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
8.2.4 Monitorização do Sistema de Gestão de Medição
Dentro dos processos que constituem o sistema de controlo da medição,
a confirmação metrológica e os processos de medição devem ser
monitorizados. A monitorização deve ser realizada de acordo com
procedimentos documentados e a intervalos de tempo estabelecidos.
Deve incluir a determinação de métodos aplicáveis, de técnicas
estatísticas e do seu domínio de aplicação.
A monitorização do sistema de controlo da medição deve evitar desvios
às exigências assegurando uma detecção rápida das falhas e acções
oportunas para sua correcção. A monitorização do sistema do controlo
da medição deve ser dimensionada, sob o risco de não satisfazer as
exigências especificadas.
Os resultados da monitorização dos processos de medição e a
confirmação de todas as acções correctivas que deles resultem devem
ser documentados para demonstrar que esses processos satisfazem
continuamente as exigências especificadas.
8.3 Controlo das Não Conformidades
8.3.1 Não Conformidades do Sistema de Gestão da Medição
A função metrologia deve assegurar a detecção de todas as não
conformidades e empreender acções imediatas.
Guia de aplicação
Os elementos não conformes devem ser identificados de forma a
prevenir qualquer utilização inadvertida.
Acções provisórias (por exemplo reparação de avaria) podem ser
utilizadas enquanto as acções correctivas são postas em execução.
81
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
8.3.2 Processos de Medição Não Conformes
Todos os processos de medição que tenham produzido, ou que se
suspeite de terem produzido, resultados de medição incorrectos, devem
ser claramente identificados e não serem utilizados enquanto não forem
empreendidas acções apropriadas.
Se um processo de medição não conforme é identificado, o seu utilizador
deve avaliar as consequências potenciais, fazer as correcções
necessárias e empreender as acções correctivas necessárias.
Se um processo da medição é modificado após uma não conformidade,
deve ser validado antes de ser usado.
Guia de aplicação
A falha de um processo de medição devido, por exemplo, à deterioração
de um padrão de controlo ou à mudança das competências do operador,
pode ser detectada por indicadores pós-processo tais como
- análise de cartas do controlo,
- análise de curvas de tendência,
- controlos posteriores
- comparações inter laboratoriais,
- auditorias internas
- retorno da informação dos clientes.
8.3.3 Equipamento de Medição Não Conforme
Qualquer equipamento de medição confirmado que é suspeito ou que se
saiba ter estado num dos seguintes estados:
a) danificado,
b) submetido a uma sobrecarga,
c) manifeste um mau funcionamento susceptível de invalidar a
utilização prevista,
d) produza resultados inexactos de medição,
e) ultrapasse o intervalo de confirmação metrológica especificado,
82
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
f) tenha sido submetido a uma má manipulação,
g) apresente selos ou protecções danificadas ou quebradas,
h) tenha sido submetido a agentes em quantidades tais que possam
afectar de forma significativa o uso considerado (por exemplo, campo
electromagnético, poeira),
deve ser retirado do serviço, quer por segregação, quer por etiqueta ou
marcação bem visível. A não conformidade deve ser confirmada, e um
relatório de não conformidade deve ser preparado. Um tal equipamento
não deve ser recolocado em serviço enquanto a razão da sua não
conformidade não for eliminada e não houver nova confirmação.
Um equipamento de medição não conforme, ao qual as características
metrológicas desejáveis não são restituídas, deve ser claramente
marcado ou distinguido por qualquer outro meio. A confirmação de um tal
equipamento para outros usos deve assegurar que o seu estatuto
degradado é claro e comporta a menção de todas as limitações de
utilização.
Guia de aplicação
Se for impossível ajustar, reparar ou rever um equipamento descoberto
não conforme para a sua utilização prevista, existe a opção de o
desclassificar e/ou alterar a sua utilização. Só se deve recorrer a uma
nova classificação com grandes precauções, dado que pode resultar em
confusão entre as utilizações permitidas de dois equipamentos
aparentemente idênticos. Esta chamada de atenção aplica-se às
confirmações limitadas somente a algumas escalas ou funções de entre
outras de um determinado equipamento.
Se o resultado de uma verificação metrológica antes de qualquer ajuste
ou reparação indicar que o equipamento de medição não satisfaz as
exigências metrológicas, de modo que a exactidão dos resultados de
medição possa estar comprometida, o utilizador deve determinar as
consequências possíveis e empreender todas as acções necessárias.
Isto pode implicar novo exame dos produtos fabricados relativo às
medições efectuadas com recurso ao equipamento de medição não
conforme.
83
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
8.4 Melhoria
8.4.1 Introdução
A função metrologia deve planear e controlar a melhoria continua do
sistema de gestão da medição com base nos resultados das auditorias,
das revisões de direcção, e de outros factores pertinentes, como o
retorno dos clientes. A função metrologia deve rever e identificar todas as
oportunidades de melhoria do sistema de gestão da medição, e modificá-
lo sempre que necessário.
8.4.2 Acções Correctivas
Quando um elemento relevante do sistema de gestão da medição não
satisfaz as exigências especificadas, ou se dados relevantes mostrarem
uma situação inaceitável, devem ser realizadas acções para identificar as
causas e eliminar o desvio.
As correcções e as acções correctivas devem ser verificadas antes pôr
em serviço o processo de medição.
Os critérios de decisão de uma acção correctiva devem ser
documentados.
8.4.3 Acções Preventivas
A função metrologia deve determinar acções para eliminar as causas de
potenciais não conformidades de medições ou de confirmações a fim de
impedir a sua ocorrência. As acções preventivas devem ser apropriadas
aos efeitos dos problemas potenciais. Um procedimento documentado
deve ser estabelecido a fim de definir as exigências para
a) determinar as não conformidades potenciais, bem como as suas
causas,
b) avaliar a necessidade de acções preventivas para impedir a
ocorrência de não conformidades,
c) determinar e conduzir as acções necessárias,
d) registar os resultados das acções executadas, e
e) rever as acções preventivas conduzidas.
84
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
Processo de confirmação metrológica de um equipamento de medição:
Necessidade Calibração (comparação técnica do
identificada: equipamento de medição com o padrão)
Certificado/relatório
de calibração
Calibração
Identificação do estado de
calibração ª
Verificação metrológica
Existem
Sim exigências Não
metrológicas?
PROCESSO DE CONFIRMAÇÃO METROLÓGICA
A verificação
Documento de não é
Não O equipamento Sim possível
satisfaz as verificação/
exigências? confirmação
Identificação
É possível Relatório de do estado de
Não
o ajuste ou ensaio: verificação confirmação
reparação? não conforme
Decisões e acções
Ajuste ou Identificação do
reparação estado
Revisão do
intervalo de
confirmação
Retorno ao cliente
b
Cliente
Fim
ª A identificação/etiquetagem da calibração podem ser substituídas pela identificação da
confirmação metrológica
b
Organização ou pessoa que recebe um produto (por exemplo, o consumidor, cliente,
utilizador final, beneficiário e comprador). Um cliente pode ser interno ou externo à
organização.
85
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Capítulo 8
..
Síntese do Capítulo 8
Planeamento e execução da monitorização do sistema de medição –
auditorias.
Garantia de detecção de todas as não conformidades e empreendimento
de acções imediatas.
Melhoria contínua do sistema de gestão da medição – acções
preventivas e correctivas.
86
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Bibliografia
..
BIBLIOGRAFIA
¾ NP EN ISO/IEC 17025: 2000, Requisitos gerais de competência para
laboratórios de ensaio calibração .
¾ VIM: 1993, Vocabulário internacional dos termos fundamentais e
gerais da metrologia. Publicado conjuntamente por BIPM, CEI, FICC, ISO,
OILM, UICPA, UIPPA.
¾ GUM – Guide for Uncertainty of measurement
¾ Metrologia – Método e arte da medição, Autoria de H. Machado Jorge,
editado por Cedintec e IPQ.
¾ Normas Francesas:
o NF E 11-050 – Instruments de mesurage de longueur –
comparateurs mécaniques à cadran À tige rentrante radial
o NF E 11-053 – Instruments de mesure - comparateurs levier au
1/100 de millimètre - spécification et méthodes d’essai
o NF E 11-091 - Spécification géométrique des produits (GPS) –
pieds à coulisse
o NF E 11-095 - Instruments de mesurage de longueur –
micromètre d’extérieur à vis, au 1/100 et au 1/1000 de millimètre
¾ Normas ISO:
o ISO 1 – Température Normale de référence des mesures
Industrielles de longueur
o ISO 1101 – Technical drawings – Geometrical tolerating –
Tolerating of form, orientation location and run-out – Generalities,
definitions, symbols, indications on drawings.
o ISO 2768-1 – General tolerances – Part 1: Tolerances for linear
and angular dimensions without individual tolerance indications
o ISO 2768-2 – Geometrical tolerances for features without
individual tolerance indications. Tolerances for linear and angular
dimensions without individual tolerance indications.
87
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Bibliografia
..
o ISO 3650 – Gauge blocks – Cales etalons
o ISO 9000: 2000, Sistemas de gestão da qualidade — Princípios
essenciais e vocabulário
o ISO 10012: 2003, “Measurement management systems –
Requirements for measurements processes and measuring
equipment".
o ISO 10360-2 Geometrical products specifications (GPS) –
Acceptance and reverification tests for coordinate measuring
machines (CMM)-part 2
¾ Normas DIN:
o DIN 862 – Vernier callipers – requirements and testing
o DIN 863 part1, 2, 3 e 4 – micrometers
o DIN 7162 - Plain worckshop and Inspection gauges
Manufacturing tolerances and permissible wear
¾ Normas Europeias:
o EN 45501 – Metrological aspects of non-automatic weigthing
instruments
¾ Normas OIML:
o OIML R111 – Weigth of classes E1, E2, F1, F2, M1, M2, M3
¾ Norma ASTM
o E 77 - Standard Method for Verification and Calibration of Liquid-
in-Glass Thermometers
o E1 - Standard Specifications for ASTM Thermometers
¾ Recomendação CNO 4/99
88
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Anexo A
..
ANEXO A – Vista Global do Processo
de Confirmação Metrológica
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado UNIÃO EUROPEIA
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. Fundo Social Europeu
..
..
.. MICGDMM
.. Anexo A
..
A1 Introdução
O processo de confirmação metrológica contém dois elementos de
entrada, as exigências metrológicas do cliente e as características
metrológicas dos equipamentos de medição, e um elemento de saída, o
estado de confirmação metrológica dos equipamentos de medição.
A2 Exigências metrológicas do cliente (EMC)
As exigências metrológicas do cliente são aquelas exigências de
medição especificadas pelo cliente como relevantes para os seus
processos de produção. Consequentemente, os parâmetros a medir
dependem de tais especificações. As EMC incluem as exigências
envolvidas na verificação da conformidade do produto com as
especificações dos clientes bem como do controlo do processo produtivo
e dos seus elementos de entrada. A determinação e a especificação
destas exigências são da responsabilidade do cliente, embora este
processo possa ser realizado em nome do cliente por uma pessoa
devidamente qualificada. Este processo necessita de conhecimentos
aprofundados quer dos processos de produção, quer da metrologia. As
EMC devem igualmente ter em conta o risco de se obterem más
medições e os efeitos que tais resultados vão ter sobre a organização
bem como no seu funcionamento. As EMC podem ser expressas em
termos do erro máximo admissível, de limites funcionais, etc. É
conveniente que as EMC sejam devidamente detalhadas para que os
operadores dos processos de confirmação metrológica possam decidir
inequivocamente se um equipamento de medição particular está ou não
apto para controlar, medir ou monitorar a variável ou grandeza
especificada conforme a sua utilização prevista.
Exemplo: Para uma operação crítica, é necessário manter a pressão de
um reactor de um sistema entre 200 kPa e 250 kPa. Esta exigência deve
ser interpretada e expressa como uma EMC para o equipamento de
medição da pressão. Isto poderá constituir uma EMC de acordo com a
qual o equipamento deve medir uma gama de pressões compreendida
entre 150 kPa e 300 kPa, com 2 kPa de erro máximo admissível, uma
incerteza de calibração de 0,3 kPa (sem contar com os efeitos da
passagem do tempo) e com uma deriva inferior ou igual a 0,1 kPa para
período de tempo especificado. O cliente compara estas EMC com as
características (explicitas ou implícitas) especificadas pelo fabricante dos
equipamentos e selecciona os equipamentos de medição assim como os
procedimentos que melhor correspondam a essas EMC. O cliente pode
especificar um manómetro particular do fornecedor com uma classe de
exactidão de 0.5 % e uma amplitude compreendida entre 0 kPa e 400
kPa.
1/3
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Anexo A
..
A3 Características Metrológicas dos Equipamentos de
Medição (CMEM)
A partir do momento em que as CMEM são determinadas por calibração
(ou várias calibrações) e/ou por ensaios, a função metrologia, inserida no
sistema de confirmação metrológica, especifica e controla todas as
actividades necessárias. Os elementos de entrada dos processos de
calibração são o equipamento de medição, um padrão e um
procedimento que especifique as condições ambientais. Os resultados
de calibração devem incluir a expressão da incerteza de medição. É uma
característica importante enquanto elemento de entrada quando se
calcula a incerteza no processo de medição, quando o equipamento é
utilizado. Os resultados da calibração podem ser documentados no
sistema de confirmação metrológica por qualquer método apropriado, por
exemplo sob a forma de certificados ou de relatórios de calibração
(quando as calibrações são subcontratadas) ou sob a forma de registos
de resultados de calibrações (quando são efectuadas integralmente no
seio da função metrologia do organismo).
As principais características das medições, como por exemplo a
incerteza da medição, não estão unicamente dependentes do
equipamento, mas também do ambiente, do procedimento de medição
específico, e por vezes, das aptidões e da experiência do operador. Por
esta razão, é muito importante que todo o processo de medição tenha
em consideração a selecção do equipamento de medição para satisfazer
as exigências. Esta consideração é da responsabilidade da função
metrologia da organização, apesar de actividades específicas poderem
ser também desenvolvidas pela organização ou por uma pessoa
qualificada, como um metrólogo independente.
A4 Verificação e confirmação metrológica
Depois da calibração, a CMEM é comparada com a EMC antes de
aprovar o equipamento para a utilização prevista. Por exemplo, o erro de
indicação de um equipamento de medição deve ser comparado com o
erro máximo admissível, especificado nas EMC. Se o erro for inferior ao
erro máximo admissível, estão este está conforme com a exigência e
pode ser aceite para utilização. Se o erro for superior, deve implementar-
se uma acção que elimine a não conformidade ou então deve comunicar-
se ao cliente que o equipamento não pode ser aceite.
Uma tal comparação directa entre as CMEM e as EMC é frequentemente
denominada verificação (ver ISO 9000). O sistema de confirmação
metrológica apoia-se principalmente sobre este tipo de verificações, mas
é conveniente que compreenda igualmente um estudo e uma revisão
2/3
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
.. Anexo A
..
detalhados do conjunto do processo de medição afim de garantir a
qualidade das medições efectuadas com o equipamento, para determinar
a conformidade do produto com as exigências do cliente.
Exemplo: Seguindo o exemplo dado no Anexo A.2, é admissível que o
erro obtido na calibração esteja compreendido entre 3 kPa a 200 kPa,
com uma incerteza de medição igual a 0,3 kPa. Consequentemente, o
instrumento não vai ao encontro da exigência do erro máximo
admissível. Depois do ajuste, o erro determinado pela calibração é igual
a 0,6 kPa e a incerteza no processo de calibração é igual a 0,3 kPa. O
instrumento agora está conforme com a exigência do erro máximo
admissível e pode então ser aceite para a sua utilização, com a condição
de demonstrar a conformidade com a exigência da deriva. Contudo, se o
instrumento for submetido a uma reconfirmação, é conveniente que o
utilizador do equipamento seja informado dos resultados da primeira
calibração, na medida em que podem revelar-se necessárias acções
correctivas para a fabricação de um produto num dado período antes do
equipamento ter sido retirado de serviço enquanto aguardava a sua
reconfirmação.
Quer sejam realizados pelo utilizador, quer pela função metrologia, os
resultados do processo de verificação devem ser compilados num
documento de verificação, para além de estarem em certificados ou
relatórios de calibração ou ensaio., como meio a ser auditado dentro do
sistema de confirmação metrológica. A última etapa do sistema de
confirmação metrológica é a identificação correcta do estado dos
equipamentos de medição, por exemplo por etiquetagem, marcação, etc.
Depois disto, os equipamentos de medição podem ser utilizados para a
função para a qual foram confirmados.
3/3
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
ANEXO B – Princípio do Cálculo de
Incertezas
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado UNIÃO EUROPEIA
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
B1 Introdução
Quando se apresenta o resultado de uma medição de uma determinação
característica de um produto ou parâmetro de um processo, é
fundamental que, em simultâneo, se forneça também alguma indicação
sobre a qualidade desse resultado. Sem esta indicação, os resultados
das várias medições não podem ser comparados entre si ou com outros
valores de referência.
Normalmente uma medição é acompanhada de incorrecções que
originam um erro no seu resultado. Este erro pode ser originado de duas
formas distintas: aleatória ou sistematicamente.
O erro aleatório surge, presumivelmente, a partir de factores
imprevisíveis que afectam a medição; apesar de não ser possível
compensar o efeito aleatório, é possível reduzi-lo através de um aumento
no número de medições de uma mesma mensuranda.
O erro sistemático, tal como o erro aleatório, não pode ser eliminado mas
pode também ser reduzido; por ser sistemático, o seu efeito pode ser
quantificado e se o seu “tamanho” relativamente à exactidão pretendida
for significativo este pode ser corrigido através de um factor de
correcção.
Valor Lido no Valor
Equipamento Padrão
ERRO
Incerteza
Segundo o VIM, a incerteza de medição é um parâmetro associado ao
resultado da medição que caracteriza a dispersão dos valores que
podem ser razoavelmente atribuídos à mensuranda.
Nota 1: O parâmetro pode ser, por exemplo, um desvio padrão (ou um
dado múltiplo dele), ou a metade de um intervalo para um dado nível de
confiança.
Nota 2: A incerteza de medição compreende, em geral, muitos
componentes. Alguns destes componentes podem ser avaliados pela
distribuição estatística dos resultados das séries de medições e podem
ser caracterizados pelos desvios padrão experimentais. Os outros
componentes, que também podem ser caracterizados por desvios
padrão, são avaliados a partir da distribuição de probabilidade assumida,
baseada na experiência ou outra informação.
1/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
Nota 3: Entende-se que o resultado da medição é a melhor estimativa do
valor da mensuranda e que todos os componente das incertezas,
incluindo os resultados dos erros sistemáticos, tais como os
componentes associados à correcção e aos padrões de referência,
contribuem para a dispersão.
O conceito de incerteza é relativamente recente na história das
medições. É universalmente assumido que quando todos os
componentes de erro são conhecidos e se efectuam as correcções
necessárias, ficam ainda algumas dúvidas (incertezas) quanto à
exactidão do resultado, isto é: incertezas sobre se o resultado
representa, ou não, a quantidade medida.
Assim, é necessário que o método de cálculo e expressão da incerteza
seja facilmente compreendido, amplamente aceite e de fácil aplicação.
Este método deverá ser universal (de aplicação a todos os tipos de
medições e dados usados nas medições).
O valor usado para expressar a incerteza deverá ser:
– Consistente (directamente derivável dos componentes contribuintes
e independente da maneira como esses componentes estão
agrupados ou da sua decomposição em sub componentes);
– Transferível (possibilitar o uso directo da incerteza calculada,
quando o mesmo for necessário para o cálculo de uma outra
incerteza).
B2 Origens da incerteza de medição
Conforme já foi referido, a incerteza reflecte as lacunas do conhecimento
integral do valor da mensuranda. Um completo conhecimento exige uma
vasta quantidade de informação. Os fenómenos que contribuem para a
incerteza são, normalmente, designados por origens de incerteza, das
quais se destacam:
Estas origens podem depender umas das outras, sendo a última delas
bastante influenciada pelas restantes:
- Padrão;
- Método;
- Condições ambientais de medição;
- Operador;
- Instrumento a Calibrar.
2/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
B3 Princípio do cálculo de incertezas
A grandeza a medir Y é função de um conjunto de grandezas de entrada
Xi, (i = 1, 2, 3,...., n), podendo exprimir-se por:
Y = f (X1, X2,. . ., Xn)
Exemplo: A potência “P” (mensuranda) dissipada à temperatura definida
“t”, por uma resistência térmica “Ro” a uma temperatura definida “to” e
com um coeficiente de resistência térmica linear “α” e tendo uma
diferença de potencial “V” aplicada aos seus terminais, pode ser
representada pelo seguinte modelo matemático:
P = f (V, R, α, t) = V2 / Ro (1 + α (t-to))
Os valores de entrada X1, X2, …, Xn dos quais depende a grandeza Y
poderão por vezes serem vistos como mensurandas e dependerem por
sua vez de outras grandezas, o que motivará que a função f nem sempre
se apresenta de uma forma explícita.
Estando definido o modelo matemático que caracteriza a mensuranda, é
necessário efectuar o cálculo das correcções dos factores que
contribuem para a incerteza.
Incertezas do Tipo A
São determinadas através da aplicação de métodos estatísticos a uma
determinada série de valores medidos. Nestas condições, chama-se
incerteza padrão ao desvio padrão experimental associado à
determinação de uma média ou de uma análise de regressão.
Na maioria dos casos, a melhor estimativa disponível do valor esperado
de uma quantidade q e para a qual n medições independentes foram
feitas é a média aritmética dessas n observações:
n
∑q
1
q= j
n j =1
Os valores individuais qj diferem, em valor, devido às variações
aleatórias das condições que influenciam a sua medição. A variância
experimental das observações é dada por:
3/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
1 ⎡ n 2⎤
( )
s2 q j = ⎢ ∑(
n − 1 ⎣⎢ j =1
qj −q ⎥ )
⎦⎥
Este valor estimado de variância e a sua raiz quadrada caracterizam a
dispersão dos valores à volta de q .
A melhor estimativa da variância da média q é a variância experimental
da média:
()
s2 q =
1 2
n
s qj ( )
()
A variância experimental da média s 2 q e o desvio padrão experimental
()
da média s q quantificam se q estima bem ou não o valor esperado,
embora aquele último seja mais conveniente pois apresenta-se nas
mesmas unidades de q.
()
A incerteza u A q da estimativa da grandeza de entrada q é o desvio
padrão experimental da média:
() ()
uA q = s q
4/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
Incertezas do Tipo B
Quando a sua estimativa é baseada em métodos, normalmente,
calculados e estimados com base em modelos matemáticos e na
experiência acumulada.
Também este tipo de incerteza implica a estimativa de um desvio padrão.
São exemplos:
- Dados previamente medidos;
- Especificações dos fabricantes dos aparelhos utilizados;
- Dados provenientes de calibrações ou outros certificados;
- Incertezas retiradas de literatura existente.
Para uma estimativa “xi” de uma grandeza “Xi” que não tenha sido obtida
através de várias observações, a variância u2(xi) ou a incerteza padrão
u(xi) são estimadas utilizando a informação disponível acerca da variação
de “Xi”.
Se o factor de incerteza é retirado de um certificado de calibração, a
incerteza padrão u(xi) é:
u ( xi ) = Up k
e a variância estimada é:
u (2xi ) = (Up k )
2
em que Up representa a incerteza expandida e k o factor de expansão
(calculado segundo uma distribuição normal, k=2, ou segundo uma
distribuição t de Student, k = função do número de graus de liberdade
vef , calculados pela expressão de Welch-Satherwaite, para uma
probabilidade expandida de 95%.
5/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
u 4 (y)
vef = n
u i4 ( y )
∑i =1 vi
Quando o factor de incerteza provém da resolução de um dado
equipamento de medição, então é possível estimar fronteiras (limite
superior e inferior) para a grandeza a medir e pode-se afirmar que a
probabilidade da mensuranda se encontrar dentro deste intervalo é igual
a 1 e que a probabilidade de se encontrar fora dos limites é igual a 0.
Se não houver conhecimento específico acerca dos possíveis valores da
mensuranda dentro deste intervalo podemos assumir que é igualmente
provável que se encontre em qualquer ponto desse mesmo intervalo
(distribuição rectangular simétrica em que 2a é a resolução estimada).
Então o valor esperado (xi) da mensuranda será o ponto médio desse
intervalo:
xi i = (a - +a + ) 2
sendo a variância associada representada por uma distribuição
rectangular:
1 2
s(xi)2 = a
3
Uma vez calculadas todas as variâncias dos factores de incerteza que
afectam a medição, é possível calcular a incerteza padrão combinada.
Cálculo da incerteza padrão da estimativa da grandeza de saída
Para o caso das grandezas de entrada serem não correlacionadas entre
si, a incerteza padrão da grandeza de saída é dada pela expressão:
n
u2 (y) = ∑ u (y)
i =1
2
i
6/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
A grandeza ui(y) (i=1, 2, . . ., N) é a contribuição para a incerteza padrão
da estimativa da grandeza de saída y, resultando da incerteza padrão da
estimativa da grandeza de entrada xi.
u i ( y ) = ci ⋅ u (xi )
Em que ci (i=1, 2, . . ., N) é o coeficiente de sensibilidade associado à
grandeza de entrada Xi, ou seja a derivada parcial de “f” em relação a Xi,
avaliada nas estimativas xi da grandeza de entrada.
∂f
ci =
∂xi
O coeficiente de sensibilidade ci descreve como a grandeza é
influenciada pelas variações de cada uma das estimativas das grandezas
de entrada xi.
Quando as grandezas de entrada são correlacionadas o coeficiente de
sensibilidade é constante e igual a um.
A análise da incerteza da medição deve incluir a lista de todas as origens
de incerteza, juntamente com as incertezas padrão associadas e os
respectivos métodos de cálculo ou de estimativa. Para medições
repetidas, o número de observações n tem de ser referido.
É recomendado uma apresentação num formato de quadrado, onde
todas as grandezas devem ser referenciadas por um símbolo físico Xi ou
um indicador abreviado. Para cada um deles, pelo menos a estimativa xi,
a incerteza da medição associada u(xi), o coeficiente de sensibilidade e
as diferentes contribuições para a incerteza ui(y) também ser expressas
com os valores na tabela.
A tabela da página seguinte é um exemplo do atrás exposto. A incerteza
de medição padrão do resultado da medição u(y) dado no canto inferior
direito da tabela é a raiz quadrada da soma dos quadrados das
contribuições para a incerteza da coluna da direita.
Os exemplos apresentados mais à frente permitirão uma melhor
compreensão do conteúdo desta tabela.
Coeficiente de Contribuição p/
Grandeza Estimativa Incerteza
Sensibilidade a incerteza
Xi xi u(xi)
ci ui(y)
Xi x1 u(x1) c1 u1(y)
... ... ... ... ...
XN xN u(xN) cN uN(y)
Y y u(y)
7/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
..
..
.. MICGDMM
..
.. Anexo B
Cálculo da incerteza padrão da medição expandida
Pode-se então agora calcular a incerteza expandida (U).
A incerteza padrão é, muitas vezes, considerada com um parâmetro para
expressar quantitativamente a incerteza de uma medição, apesar disso,
em muitas aplicações industriais é muitas vezes necessário ter,
associado à incerteza padrão, um intervalo que contenha esse mesmo
valor e que seja esperado que contenha uma grande parte da
distribuição de valores que possam ser razoavelmente atribuídos à
mensuranda.
Este intervalo é a incerteza expandida U e que é obtida mediante a
multiplicação da incerteza padrão u(y) por um factor de expansão k:
U = k ⋅ u(y )
Nos casos em que uma distribuição normal pode ser atribuída aos
resultados da medição e a incerteza padrão das estimativas da grandeza
de saída tenha suficiente fiabilidade, deve ser usado o factor de
expansão k=2. A incerteza expandida associada corresponde a uma
probabilidade expandida de aproximadamente 95%.
Quando a incerteza padrão da estimativa de saída não for
suficientemente fiável e se não for prático aumentar o número de
medições repetidas n, o factor de expansão k é calculado através do
número de graus de liberdade efectivos ( vef ), usando a equação de
Welch- Satherwaite:
u 4 (y)
v ef = (vi = n − 1)
n
u i4 ( y )
∑
i =1 vi
O valor de k é depois retirado da tabela seguinte.
vef 1 2 3 4 5 6 7 8 10 20 50 ∞
k 13,97 4,53 3,31 2,87 2,56 2,52 2,43 2,37 2,28 2,13 2,05 2,00
O resultado de uma medição é então expresso:
Y=y±U
que é interpretado como sendo Y a melhor estimativa atribuível à
mensuranda e que de y-U a y+U é o intervalo que é esperado que
contenha a maior parte da distribuição de valores que possam ser
razoavelmente atribuídos à mensuranda.
8/8
POEFDS Produção apoiada pelo, programa POEFDS, co-financiado
Ministério da Segurança Social e do Trabalho pelo Estado Português e pela União Europeia, FSE. UNIÃO EUROPEIA
Fundo Social Europeu
Você também pode gostar
- 1 5118553388409159991Documento1.138 páginas1 5118553388409159991rkd100% (5)
- 288 As Cartas Pastorais - Norbert LiethDocumento288 páginas288 As Cartas Pastorais - Norbert LiethAlexsander Cabral Rodrigues100% (3)
- História dos Patriarcas HebreusDocumento36 páginasHistória dos Patriarcas HebreusRossi Aguiar da SilvaAinda não há avaliações
- Destino FinalDocumento32 páginasDestino Finaldanyluther100% (2)
- Origens da família ColaçoDocumento2 páginasOrigens da família Colaçoleonardo coutoAinda não há avaliações
- Mensagens11 Teste2 v1 FreiLuisSousa Nov19Documento9 páginasMensagens11 Teste2 v1 FreiLuisSousa Nov19ivoneProf100% (2)
- Sistema de Indicadores de Desenvolvimento Sustentável - 2007Documento343 páginasSistema de Indicadores de Desenvolvimento Sustentável - 2007geografia e ensino de geografiaAinda não há avaliações
- A fragmentação da alma humana na poesia de Fernando PessoaDocumento27 páginasA fragmentação da alma humana na poesia de Fernando PessoaVera VazAinda não há avaliações
- Primeiros povos da Península IbéricaDocumento11 páginasPrimeiros povos da Península IbéricaMónica MarquesAinda não há avaliações
- Projeto Pós-Doc Lobo Antunes2022Documento18 páginasProjeto Pós-Doc Lobo Antunes2022cid bylaAinda não há avaliações
- Convenções Internacionais e Legislação Sobre As Bases Ortográficas Da Língua PortuguesaDocumento2 páginasConvenções Internacionais e Legislação Sobre As Bases Ortográficas Da Língua PortuguesaCaroline100% (1)
- 368 219 PB PDFDocumento352 páginas368 219 PB PDFVicenteAinda não há avaliações
- Sociedade Portuguesa Séc XIII: Nobreza, Clero, Camponeses e ConcelhosDocumento11 páginasSociedade Portuguesa Séc XIII: Nobreza, Clero, Camponeses e ConcelhosSusana BernardesAinda não há avaliações
- O Que Tens Nas Tuas Mãos - V2 DevoDocumento1 páginaO Que Tens Nas Tuas Mãos - V2 DevorkdAinda não há avaliações
- LGPD Udemy SebentaDocumento7 páginasLGPD Udemy SebentarkdAinda não há avaliações
- EsquemaDocumento1 páginaEsquemarkdAinda não há avaliações
- 2021 Hermenêutica BíblicaDocumento11 páginas2021 Hermenêutica BíblicarkdAinda não há avaliações
- Perdidos e AchadosDocumento5 páginasPerdidos e AchadosrkdAinda não há avaliações
- Efésios 5 - Este Tempo - v15 A 18Documento5 páginasEfésios 5 - Este Tempo - v15 A 18rkdAinda não há avaliações
- Viver em santidade ou profanidadeDocumento4 páginasViver em santidade ou profanidaderkdAinda não há avaliações
- Estudo Biblico Principios Basicos CristaosDocumento5 páginasEstudo Biblico Principios Basicos CristaosCotildyAinda não há avaliações
- Famílias em crise e crises na famíliaDocumento7 páginasFamílias em crise e crises na famíliarkdAinda não há avaliações
- Capelania sem conotação sectáriaDocumento24 páginasCapelania sem conotação sectáriarkdAinda não há avaliações
- Exercicio 20 3decl 2PDocumento2 páginasExercicio 20 3decl 2PrkdAinda não há avaliações
- Quimica Geral DecantacaoDocumento1 páginaQuimica Geral DecantacaorkdAinda não há avaliações
- Exercicio 19 3decl 1PDocumento2 páginasExercicio 19 3decl 1PrkdAinda não há avaliações
- @bibliotecabiblica PossibilidadesDocumento207 páginas@bibliotecabiblica PossibilidadesrkdAinda não há avaliações
- 2783.moduloiiDocumento53 páginas2783.moduloiirkdAinda não há avaliações
- Fundamentos PentecostaisDocumento12 páginasFundamentos PentecostaisrkdAinda não há avaliações
- Noções do Grego Bíblico - Introdução ao 2o AoristoDocumento2 páginasNoções do Grego Bíblico - Introdução ao 2o AoristolimademedeirosAinda não há avaliações
- Lição de Grego Bíblico sobre 1o Aoristo Ativo e SubjuntivoDocumento2 páginasLição de Grego Bíblico sobre 1o Aoristo Ativo e SubjuntivorkdAinda não há avaliações
- Planeamento e Controlo de Gestão na ESCEDocumento9 páginasPlaneamento e Controlo de Gestão na ESCErkdAinda não há avaliações
- A voz da sabedoria eternaDocumento150 páginasA voz da sabedoria eternarkdAinda não há avaliações
- Exercicio 18AorSubjPsFutIndPsPDocumento2 páginasExercicio 18AorSubjPsFutIndPsPrkdAinda não há avaliações
- Anexo 2Documento2 páginasAnexo 2rkdAinda não há avaliações
- Desejos sob o Senhorio de CristoDocumento4 páginasDesejos sob o Senhorio de CristorkdAinda não há avaliações
- Ensinamentos sobre Jesus em ColossensesDocumento14 páginasEnsinamentos sobre Jesus em ColossensesrkdAinda não há avaliações
- Apostila Modulo 1241 3. HAMARTIOLOGIADocumento34 páginasApostila Modulo 1241 3. HAMARTIOLOGIACristinaPsicologia e Advocacia Beccari BBAinda não há avaliações
- Relatório FinalDocumento40 páginasRelatório FinalCarolina QuareAinda não há avaliações
- Canal MozDocumento9 páginasCanal MozJoao Ubisse NguenhaAinda não há avaliações
- Historia 8ºano Slides Aula 46Documento30 páginasHistoria 8ºano Slides Aula 46Valdir FerreiraAinda não há avaliações
- Memória de Martim FranciscoDocumento24 páginasMemória de Martim FranciscoVanderlei AmboniAinda não há avaliações
- Fichamento Do Capítulo 18 História!!!Documento9 páginasFichamento Do Capítulo 18 História!!!Karynne BossolaniAinda não há avaliações
- Questões Fechadas de História Do Brasil - ColôniaDocumento100 páginasQuestões Fechadas de História Do Brasil - ColônialucasvkalilAinda não há avaliações
- Aldeias Indígenas e PovoamentoDocumento19 páginasAldeias Indígenas e PovoamentosylviapaAinda não há avaliações
- 282 Moçambique Boletim 57 Quem e Quem No Governo PDFDocumento13 páginas282 Moçambique Boletim 57 Quem e Quem No Governo PDFabilioAinda não há avaliações
- 1o Congresso Internacional do PPGLEV reúne vozes e escritas sobre a língua portuguesaDocumento254 páginas1o Congresso Internacional do PPGLEV reúne vozes e escritas sobre a língua portuguesaLouise Cruz100% (1)
- gps8 PP 153 157 PDFDocumento5 páginasgps8 PP 153 157 PDFJMTCSAinda não há avaliações
- Probabilidades condicionadas em exercícios de examesDocumento21 páginasProbabilidades condicionadas em exercícios de examesMarta Simões100% (1)
- Artes na intervenção com pessoas com deficiênciaDocumento2 páginasArtes na intervenção com pessoas com deficiênciaArmindoMachadoAinda não há avaliações
- HIST. A RegeneraçãoDocumento25 páginasHIST. A RegeneraçãoNatália PoolAinda não há avaliações
- ETICA CRISTA Por John e Sara MilesDocumento6 páginasETICA CRISTA Por John e Sara MilesPauloAinda não há avaliações
- Os Corpos Da PátriaDocumento20 páginasOs Corpos Da PátriaIsis FavillaAinda não há avaliações
- Grandes catástrofes promovem igualdade social temporáriaDocumento42 páginasGrandes catástrofes promovem igualdade social temporáriaLucas CoelhoAinda não há avaliações
- Serie Estudos 2Documento219 páginasSerie Estudos 2allanshariffAinda não há avaliações
- Revista de Ciências Sociais - Política e TrabalhoDocumento184 páginasRevista de Ciências Sociais - Política e TrabalhoAline CruzAinda não há avaliações
- CW Colegio QuiaiosDocumento2 páginasCW Colegio QuiaiosCoastwatchAinda não há avaliações
- Alimentos na poesia de Gregório de MatosDocumento472 páginasAlimentos na poesia de Gregório de MatosRobert RowlandAinda não há avaliações
- Revista 28 PDFDocumento215 páginasRevista 28 PDFMarlúAlbertoMeneteAinda não há avaliações