Você também pode gostar
- Alloy CuCr1ZrDocumento53 páginasAlloy CuCr1ZrPrashant PuriAinda não há avaliações
- Hallite Metric Fluid Power CatalogDocumento342 páginasHallite Metric Fluid Power CatalogOscar Acevedo Miranda100% (1)
- Butt Weld Stainless Steel FittingsDocumento16 páginasButt Weld Stainless Steel Fittingsbayu susiloAinda não há avaliações
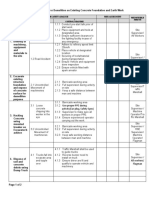
- ULSADO-JSA-Demolation Existing Concrete FoundationDocumento2 páginasULSADO-JSA-Demolation Existing Concrete FoundationKelvin Tan75% (4)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- ECG-Calculation Sheets: Design of Concrete StructuresDocumento5 páginasECG-Calculation Sheets: Design of Concrete StructuresBahaa Gaber100% (1)
- DV2P Prog ManualDocumento75 páginasDV2P Prog ManualDavis Arturo Pinto PérezAinda não há avaliações
- MPC6515 ManualDocumento37 páginasMPC6515 ManualJerome CeleraAinda não há avaliações
- Agitator Vessel Design CostingDocumento20 páginasAgitator Vessel Design CostingneelAinda não há avaliações
- Catalogo de Ejes CromsteelDocumento20 páginasCatalogo de Ejes CromsteelJhonFerneyBohorquezSaldarriagaAinda não há avaliações
- Substation Filter BankSpecsDocumento7 páginasSubstation Filter BankSpecsTudor BostanAinda não há avaliações
- Static Electricity and Charge AccumulationDocumento75 páginasStatic Electricity and Charge AccumulationArjav DesaiAinda não há avaliações
- Gear TypesDocumento5 páginasGear TypesJagdish MohapatraAinda não há avaliações
- Din 5463Documento4 páginasDin 5463Joel Sousa100% (1)
- Ip Qos Principles: Theory and PracticeDocumento108 páginasIp Qos Principles: Theory and Practicetest2012Ainda não há avaliações
- Atlas of Furniture DesignDocumento2 páginasAtlas of Furniture DesignDeepanjan Kumar0% (4)
- Planning - THERM - Timber - H-I - H-V - 2016 (RAICO)Documento542 páginasPlanning - THERM - Timber - H-I - H-V - 2016 (RAICO)AnrStukAinda não há avaliações
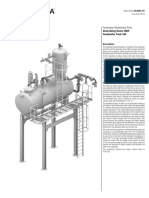
- Deaerating Dome NDR Feedwater Tank SWDocumento4 páginasDeaerating Dome NDR Feedwater Tank SWAleksei SukhovAinda não há avaliações
- Material Stress and Strain Simulation ResultsDocumento2 páginasMaterial Stress and Strain Simulation Resultsguiltia juraiAinda não há avaliações
- BS 970 070 M46Documento2 páginasBS 970 070 M46Dinesh GaikwadAinda não há avaliações
- SC DrillsDocumento2 páginasSC DrillsNeeraj VohraAinda não há avaliações
- Certificado Brida Slip On de Acero A-105 B16.5 X 150 Lbs. FF 12pulgDocumento1 páginaCertificado Brida Slip On de Acero A-105 B16.5 X 150 Lbs. FF 12pulgWill MermaAinda não há avaliações
- Arruelas MMDocumento1 páginaArruelas MMsergioAinda não há avaliações
- Metric DIN 6885 SpecDocumento4 páginasMetric DIN 6885 SpecDobrica PetrovicAinda não há avaliações
- Material specification sheet for 41Cr4 and 41CrS4 steel gradesDocumento1 páginaMaterial specification sheet for 41Cr4 and 41CrS4 steel gradesMarius ZenoagaAinda não há avaliações
- Cu CR 1 ZRDocumento38 páginasCu CR 1 ZRDaško MedenjaškoAinda não há avaliações
- Diamond and CBN WheelsDocumento22 páginasDiamond and CBN WheelsM. AguiarAinda não há avaliações
- VHM Senker PDFDocumento1 páginaVHM Senker PDFEnrico BoffettiAinda não há avaliações
- 11.8a Ghibson GB015Documento2 páginas11.8a Ghibson GB015Shah Rizal AbidAinda não há avaliações
- Alloy CuAg0,04 ofDocumento13 páginasAlloy CuAg0,04 ofnetzaalvaradoAinda não há avaliações
- Corrosion MonitorDocumento79 páginasCorrosion Monitorantony nirmalaAinda não há avaliações
- Standards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostDocumento3 páginasStandards Approvals & Certificates: TL Tuv CWB Abs Hakc Classnk Rina DB Ce BV DNV-GL LR Tse GostKhaled GamalAinda não há avaliações
- 42CrMo4 steel product specificationDocumento3 páginas42CrMo4 steel product specificationeduardomanar1224Ainda não há avaliações
- Sae J 403-Aisi 1042 1045 - ForminDocumento2 páginasSae J 403-Aisi 1042 1045 - ForminKenvi AlarconAinda não há avaliações
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Documento2 páginasProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanAinda não há avaliações
- About WELDA Anchor PlateDocumento1 páginaAbout WELDA Anchor PlateFircijevi KurajberiAinda não há avaliações
- 42 CR Mo 4Documento3 páginas42 CR Mo 4lucasAinda não há avaliações
- Cardan Shaft Catalog From STDocumento6 páginasCardan Shaft Catalog From STAHMAD SAIFULLAH100% (1)
- Project Description: Factored Design Positive Moment (KN.M) Factored Design Negative Moment (KN.M)Documento3 páginasProject Description: Factored Design Positive Moment (KN.M) Factored Design Negative Moment (KN.M)Mohammed FarhanAinda não há avaliações
- FlangeDocumento10 páginasFlangeNurul LailyahAinda não há avaliações
- 4.5.Material DescriptionDocumento1 página4.5.Material DescriptionAhmed Hamdy WorkAinda não há avaliações
- Appendix 2-7.ep11482 - g-16Documento17 páginasAppendix 2-7.ep11482 - g-16bsnegi111Ainda não há avaliações
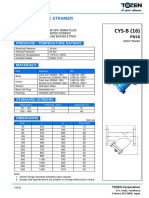
- Cast Iron Y Type Strainer SpecificationsDocumento1 páginaCast Iron Y Type Strainer SpecificationsAzwan SunlineAinda não há avaliações
- Designation System of Screws and BoltsDocumento3 páginasDesignation System of Screws and BoltsGiri DharanAinda não há avaliações
- ChemicalComposition FBDocumento1 páginaChemicalComposition FBSibasish SarkhelAinda não há avaliações
- Carbon Crmo Alloyed Stainless E309 E308 E309 E308 E308 E308 - E308LDocumento2 páginasCarbon Crmo Alloyed Stainless E309 E308 E309 E308 E308 E308 - E308LInaamAinda não há avaliações
- RuukiDocumento20 páginasRuukiproje01Ainda não há avaliações
- 630 (17-4) Precipitation Hardening Stainless Steel BarDocumento4 páginas630 (17-4) Precipitation Hardening Stainless Steel Barehudingram6535Ainda não há avaliações
- Mechanical Pressure Switches Block Type: Special FeaturesDocumento3 páginasMechanical Pressure Switches Block Type: Special FeaturesRolando Jara YoungAinda não há avaliações
- Features: Finishing-Purpose of Negative Chip Breaker For Steel TurningDocumento4 páginasFeatures: Finishing-Purpose of Negative Chip Breaker For Steel TurningArdeleana TisaAinda não há avaliações
- Din 6799 - Freios CavaleirosDocumento3 páginasDin 6799 - Freios CavaleirostimanelAinda não há avaliações
- 05 - 14 Steel RepairsDocumento1 página05 - 14 Steel Repairsmaxuya2001Ainda não há avaliações
- Crosscut Chisels: Inch Length Weight PUDocumento2 páginasCrosscut Chisels: Inch Length Weight PURatheesh KumarAinda não há avaliações
- 05 - 14 Steel RepairsDocumento1 página05 - 14 Steel Repairsmaxuya2001Ainda não há avaliações
- Material delivery specificationsDocumento2 páginasMaterial delivery specificationsviyfAinda não há avaliações
- Ama 23ak - enDocumento1 páginaAma 23ak - enmohamed AdelAinda não há avaliações
- PROJECT MERCADO MACHINE ROOM BOTTOM PLAN REINFORCEMENT DETAILSDocumento46 páginasPROJECT MERCADO MACHINE ROOM BOTTOM PLAN REINFORCEMENT DETAILSRAKESH KUMARAinda não há avaliações
- UNIT-V-E Book - PPCEDocumento62 páginasUNIT-V-E Book - PPCEVELMURUGAN MAinda não há avaliações
- Design Chaiange : 67+930Documento17 páginasDesign Chaiange : 67+930ajay kumar guptaAinda não há avaliações
- L-9517-9154-08-B Data Sheet RESM enDocumento12 páginasL-9517-9154-08-B Data Sheet RESM enAlex ZXAinda não há avaliações
- Wafer Butterfly Valve Specification for JIS B2239 10K/16K Flange MountingDocumento3 páginasWafer Butterfly Valve Specification for JIS B2239 10K/16K Flange MountingJf OngAinda não há avaliações
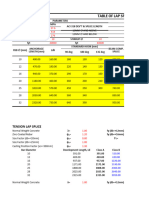
- Table of Lap SpliceDocumento15 páginasTable of Lap SpliceFrenzel UniasAinda não há avaliações
- BBS 4Documento1 páginaBBS 4srikanth varmaAinda não há avaliações
- BBS 7Documento1 páginaBBS 7srikanth varmaAinda não há avaliações
- BAR BENDING SCHEDULE FOR COMPOUND WALL COLUMNSDocumento1 páginaBAR BENDING SCHEDULE FOR COMPOUND WALL COLUMNSsrikanth varmaAinda não há avaliações
- Heavy Hex Bolts Screws ASTM A307 Gr.ADocumento1 páginaHeavy Hex Bolts Screws ASTM A307 Gr.AENGR 414Ainda não há avaliações
- Pipe Roughness and C-Factors TableDocumento48 páginasPipe Roughness and C-Factors Tablesaroat moongwattanaAinda não há avaliações
- 1 5736Documento2 páginas1 5736solidwormAinda não há avaliações
- Allweld Mechanical Project Contracts ISO 9001 CertifiedDocumento2 páginasAllweld Mechanical Project Contracts ISO 9001 CertifiedJagdish MohapatraAinda não há avaliações
- Allweld Product CatalogueDocumento2 páginasAllweld Product CatalogueJagdish MohapatraAinda não há avaliações
- Doc: MTD 8 (4660) : (Fifth RevisionDocumento8 páginasDoc: MTD 8 (4660) : (Fifth RevisionAnonymous TjdHCuAinda não há avaliações
- Allweld Catalogue LDocumento1 páginaAllweld Catalogue LJagdish MohapatraAinda não há avaliações
- SKF GX40FDocumento1 páginaSKF GX40FJagdish MohapatraAinda não há avaliações
- Accumalator Charging Block EPEDocumento1 páginaAccumalator Charging Block EPEJagdish MohapatraAinda não há avaliações
- Accumulator EPE Blader TypeDocumento16 páginasAccumulator EPE Blader TypeJagdish MohapatraAinda não há avaliações
- Standard WinchesDocumento1 páginaStandard WinchesJagdish MohapatraAinda não há avaliações
- Romanian Power Grid Substation Refitting StrategyDocumento16 páginasRomanian Power Grid Substation Refitting StrategyParmeshwar MbAinda não há avaliações
- Desmodure-Rfe-Tds CROSSLİNKİNG AGENTDocumento2 páginasDesmodure-Rfe-Tds CROSSLİNKİNG AGENTGİZEM DEMİRAinda não há avaliações
- Sika PDS - E - Sika FastFix - 138 TPDocumento2 páginasSika PDS - E - Sika FastFix - 138 TPlwin_oo2435Ainda não há avaliações
- Ansi/Ashrae/Ies Standard 90.1-2013 HVAC: Building Energy CodesDocumento146 páginasAnsi/Ashrae/Ies Standard 90.1-2013 HVAC: Building Energy CodesLeong Ion ChunAinda não há avaliações
- 567 MSDSDocumento3 páginas567 MSDSPete DechaAinda não há avaliações
- Install bladder tanks under homesDocumento4 páginasInstall bladder tanks under homessauro100% (1)
- Review of Antenna Designs for India's Regional Navigation Satellite SystemDocumento9 páginasReview of Antenna Designs for India's Regional Navigation Satellite SystemkhyatichavdaAinda não há avaliações
- Last Name, First CHE426:: F C V C V C F + F F CDocumento6 páginasLast Name, First CHE426:: F C V C V C F + F F Clợi trầnAinda não há avaliações
- Efecto de La Temperatura Del Hipoclorito de SodioDocumento4 páginasEfecto de La Temperatura Del Hipoclorito de SodioMarriano DarinoAinda não há avaliações
- 12V-84Ah lithium-ion battery pack specificationsDocumento2 páginas12V-84Ah lithium-ion battery pack specificationsramshukla2001Ainda não há avaliações
- TAICDocumento8 páginasTAICparthAinda não há avaliações
- Ktu Laca Solved Question PaperDocumento22 páginasKtu Laca Solved Question PaperSofiyaAinda não há avaliações
- Ce1a3q E1a3qDocumento5 páginasCe1a3q E1a3qapi-239041842Ainda não há avaliações
- Accumulation-Mode Varactor Optimization for 200Q RF ICsDocumento2 páginasAccumulation-Mode Varactor Optimization for 200Q RF ICsmenguemengueAinda não há avaliações
- Industrial Transmission CatalogueDocumento22 páginasIndustrial Transmission CatalogueAzhar MandhraAinda não há avaliações
- EC 351 AC Analog Communication Lab ManualDocumento117 páginasEC 351 AC Analog Communication Lab Manualhodibaaba1Ainda não há avaliações
- (Reprint From Handbuch Der Physik - Encyclopedia of Physics) R. N. Bracewell (Auth.) - Radio Astronomy Techniques-Springer-Verlag Berlin Heidelberg (1962)Documento91 páginas(Reprint From Handbuch Der Physik - Encyclopedia of Physics) R. N. Bracewell (Auth.) - Radio Astronomy Techniques-Springer-Verlag Berlin Heidelberg (1962)garfacio30Ainda não há avaliações
- Coke Bottle Tutorial For MayaDocumento42 páginasCoke Bottle Tutorial For MayadumbledoreaaaaAinda não há avaliações
- Dell Operation ManagementDocumento13 páginasDell Operation ManagementIsha GosainAinda não há avaliações
- Andhra Pradesh Technical ReportDocumento64 páginasAndhra Pradesh Technical ReportReashma PsAinda não há avaliações
- AHU-Guideline 01 General Requirements Fo PDFDocumento24 páginasAHU-Guideline 01 General Requirements Fo PDFkayden chinAinda não há avaliações