Você também pode gostar
- Ficha Técnica Acero Cold RolledDocumento2 páginasFicha Técnica Acero Cold Rolledvalentina tenorioAinda não há avaliações
- Asme AisiDocumento9 páginasAsme AisiJunab Andres Cabañas RuizAinda não há avaliações
- Copia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesDocumento8 páginasCopia de 0406.000 - 1987 - Español - Tolerancias de Cotas Dimensionales y AngularesSebastian Aguirre BenavidesAinda não há avaliações
- Ensayo de DobladoDocumento18 páginasEnsayo de DobladoRodney100% (1)
- ¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURADocumento9 páginas¡Los Tamaños de Las Patas de Soldadura de Filete No Tienen Sentido! - RESPUESTAS DE SOLDADURAJuan BedollaAinda não há avaliações
- Dibujo Técnico AcotadoDocumento7 páginasDibujo Técnico AcotadoMariant Carolina SalasAinda não há avaliações
- Iso 1302Documento5 páginasIso 1302edualoviAinda não há avaliações
- Ext Roc2rtw5wum4cjpdugn7Documento3 páginasExt Roc2rtw5wum4cjpdugn7wilmer silvaAinda não há avaliações
- Copia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFDocumento10 páginasCopia de 6410.003 - 1993 - Español - Roscas Representacion Simplificada PDFSebastian Aguirre BenavidesAinda não há avaliações
- Esparrago Allen Din 913 Din 916Documento2 páginasEsparrago Allen Din 913 Din 916Andrés Felipe MeloAinda não há avaliações
- ResitenciaDocumento11 páginasResitenciaJUAN CARLOS MURILLO LARROTAAinda não há avaliações
- Catalogo Tecnico UtpDocumento179 páginasCatalogo Tecnico UtpHolger M Vizcaino S100% (1)
- Tipos de RoscasDocumento23 páginasTipos de RoscasRobert WagnerAinda não há avaliações
- CadcamDocumento143 páginasCadcameverAinda não há avaliações
- Tolerancias GeometricasDocumento52 páginasTolerancias GeometricasANTONIO MARTINEZAinda não há avaliações
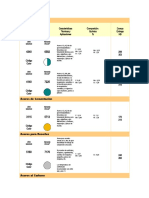
- Aceros Bonificados Codigo ColoresDocumento4 páginasAceros Bonificados Codigo ColoreshufuentsAinda não há avaliações
- Tornillos TRILOBULARES GeneralDocumento8 páginasTornillos TRILOBULARES GeneraljordizsAinda não há avaliações
- Bronce RojoDocumento1 páginaBronce RojoRoonal Cesar Flores VilcaAinda não há avaliações
- Calculo de Fibra NeutraDocumento7 páginasCalculo de Fibra NeutraJose Luis CascamaytaAinda não há avaliações
- 1 - IsO 14638 - GPS Matriz ModeloDocumento6 páginas1 - IsO 14638 - GPS Matriz ModeloJose PortillaAinda não há avaliações
- Core Tools PPAPv 4 BDocumento125 páginasCore Tools PPAPv 4 BAlejandri 2GamezAinda não há avaliações
- As Me y 145 Present Ac I On 1561380010285Documento34 páginasAs Me y 145 Present Ac I On 1561380010285germanicoglz100% (1)
- DIN471Documento2 páginasDIN471Cesar Peña Jr.Ainda não há avaliações
- Cómo Anodizar AluminioDocumento25 páginasCómo Anodizar AluminioOmar BozziniAinda não há avaliações
- Gleitmo 605 - PI - (ES-ES) - Ficha TécnicaDocumento3 páginasGleitmo 605 - PI - (ES-ES) - Ficha Técnicajavier_mor69Ainda não há avaliações
- Nte Inen Iso 2768-1Documento7 páginasNte Inen Iso 2768-1tudorimaAinda não há avaliações
- Rugosidad SuperficialDocumento49 páginasRugosidad SuperficialMauro Haspert100% (1)
- NomDocumento1 páginaNomCarolina DuqueAinda não há avaliações
- 5.1 ModeleriaDocumento2 páginas5.1 ModeleriaSandra BazanAinda não há avaliações
- Dibu Tec DIN 7168Documento1 páginaDibu Tec DIN 7168eugenioucedozimmerAinda não há avaliações
- AISI 304 Y 304L.pdf Tecnico NormsDocumento1 páginaAISI 304 Y 304L.pdf Tecnico NormsSantipozoAinda não há avaliações
- BrocasDocumento74 páginasBrocasSalvadorAinda não há avaliações
- IsoDocumento7 páginasIsokvega_59Ainda não há avaliações
- Catalog Inele Siguranta Din471Documento2 páginasCatalog Inele Siguranta Din471cipraduAinda não há avaliações
- GD&T PDFDocumento9 páginasGD&T PDFtisan1978Ainda não há avaliações
- Reporte de NormasDocumento42 páginasReporte de NormasAldo GarciaAinda não há avaliações
- GD&T Rev.01 29012020Documento226 páginasGD&T Rev.01 29012020renanmastacheAinda não há avaliações
- Sgmafast 278Documento5 páginasSgmafast 278closed100% (1)
- E05 Ensayo ErichsenDocumento6 páginasE05 Ensayo ErichsenNico ArceAinda não há avaliações
- Ficha Producto Arandela Plana Din 125 ADocumento2 páginasFicha Producto Arandela Plana Din 125 Ael_apache10Ainda não há avaliações
- EXT phnZgLPtEHfTM6M6v1AQ PDFDocumento5 páginasEXT phnZgLPtEHfTM6M6v1AQ PDFRamon VinyesAinda não há avaliações
- RoscaDocumento281 páginasRoscaJulio Real100% (2)
- Lista de NormasDocumento6 páginasLista de Normaslromero223Ainda não há avaliações
- Informe Norma Iso 1302Documento10 páginasInforme Norma Iso 1302Sayo JuanezAinda não há avaliações
- ResumenDocumento5 páginasResumenSalas Rodríguez DavidAinda não há avaliações
- Cuadro de Ligas Aluminio 360,380 y Otros PDFDocumento0 páginaCuadro de Ligas Aluminio 360,380 y Otros PDFIvan Roger Garcia GutierrezAinda não há avaliações
- Core Tools Msa y SPCDocumento140 páginasCore Tools Msa y SPCJAIR SALAZARAinda não há avaliações
- UNE-En - 1011-3 2001 Recomendaciones Inox RDocumento28 páginasUNE-En - 1011-3 2001 Recomendaciones Inox RJorge Jesús Vila BourioAinda não há avaliações
- Norma SAE1008 PDFDocumento8 páginasNorma SAE1008 PDFkoalaboiAinda não há avaliações
- Manual Solid 2018Documento104 páginasManual Solid 2018Santiago Hernan GranadaAinda não há avaliações
- Normas Discontinuidades y Defectos en SoldaduraDocumento69 páginasNormas Discontinuidades y Defectos en Soldaduracar_linAinda não há avaliações
- Ternium - Chapa Comercial Especifics 3ESP-003Documento29 páginasTernium - Chapa Comercial Especifics 3ESP-003Carlos0% (1)
- Fernandez Iglesia Juandiego Gim PDFDocumento11 páginasFernandez Iglesia Juandiego Gim PDFJuan Diego Fernández IglesiasAinda não há avaliações
- MIIF v03Documento11 páginasMIIF v03carmenAinda não há avaliações
- Dialnet DeterminacionDeMaterialYCondicionesDeTrabajoDelTor 4835433 PDFDocumento8 páginasDialnet DeterminacionDeMaterialYCondicionesDeTrabajoDelTor 4835433 PDFDiego Di CalderónAinda não há avaliações
- Terminacion SuperficialDocumento8 páginasTerminacion SuperficialMartín Ignacio LuceroAinda não há avaliações
- Articulo 2Documento8 páginasArticulo 2angel tineo goyesAinda não há avaliações
- Practica 3 - Procesos de FabricacionDocumento12 páginasPractica 3 - Procesos de FabricacionDio21Ainda não há avaliações
- Calculo Rodillos Enderezado AlambresDocumento6 páginasCalculo Rodillos Enderezado AlambresJulian Restrepo GomezAinda não há avaliações
- Angulos de CorteDocumento2 páginasAngulos de CorteEdinson Sanabria DuranAinda não há avaliações
- Base de Datos Explotadores Operadores y Equipos Uas 30 Sept 2021Documento107 páginasBase de Datos Explotadores Operadores y Equipos Uas 30 Sept 2021Enrique SanchezAinda não há avaliações
- Curriculum Empresarial - A y B Ssoma Servicios S.A.C.Documento8 páginasCurriculum Empresarial - A y B Ssoma Servicios S.A.C.Alex Palomino DiazAinda não há avaliações
- Create IndexDocumento12 páginasCreate IndexPaulina Paola Berrio PérezAinda não há avaliações
- 1.3 Estructura Del SueloDocumento4 páginas1.3 Estructura Del SueloBelem Ramirez DamianAinda não há avaliações
- MojabilidadDocumento9 páginasMojabilidadLaura HernándezAinda não há avaliações
- Hoja de Vida MarioDocumento4 páginasHoja de Vida Marioing.angelahernandezboAinda não há avaliações
- Adenda 2 - Especificacion Tecnica ManifoldDocumento4 páginasAdenda 2 - Especificacion Tecnica ManifoldSaid Fernando Alvarez MuñozAinda não há avaliações
- Testing Exploratorio Victor MonteroDocumento11 páginasTesting Exploratorio Victor MonteroNatalia Machado ReyAinda não há avaliações
- Operaciones Unitarias 3 PDFDocumento53 páginasOperaciones Unitarias 3 PDFJoshi ERAinda não há avaliações
- Firmas ContablesDocumento52 páginasFirmas ContablesNickzelith K. Cedeño80% (5)
- MODELOS PEDAGÓGICOS - Ginger Maria Torres de TorresDocumento10 páginasMODELOS PEDAGÓGICOS - Ginger Maria Torres de TorresJorge MorenoAinda não há avaliações
- BAXI LUNA DUO-TEC DUO-TEC Manual Del UsuarioDocumento12 páginasBAXI LUNA DUO-TEC DUO-TEC Manual Del UsuarioJaime DavilaAinda não há avaliações
- Cesar Coll Psicologia Educacional Como DiscplinaDocumento8 páginasCesar Coll Psicologia Educacional Como Discplinamaria rojasAinda não há avaliações
- Edan - MarcabalitoDocumento10 páginasEdan - Marcabalitoelmer tonyAinda não há avaliações
- Efectos Personales Del Viajero Vía AéreaDocumento4 páginasEfectos Personales Del Viajero Vía AéreaHosmany DueñasAinda não há avaliações
- 2.2.2.3 Lab - Diagnostic SoftwareDocumento1 página2.2.2.3 Lab - Diagnostic SoftwareSarmientoAinda não há avaliações
- Producto Sika GroutDocumento3 páginasProducto Sika Groutsuper1997Ainda não há avaliações
- Bases Adherible Negro - Blanco para Cincho 28mm Bolsa 100pzasDocumento1 páginaBases Adherible Negro - Blanco para Cincho 28mm Bolsa 100pzasNEISHA MICHELLE ACEVEDO ABDONAinda não há avaliações
- Resistencia y ResistividadDocumento18 páginasResistencia y ResistividadSchneider Ponte GoicocheaAinda não há avaliações
- Informe de VisitaDocumento2 páginasInforme de VisitaClaudio Galván100% (4)
- Brochure Unicon PDFDocumento8 páginasBrochure Unicon PDFjanet_om10% (1)
- CPT Fap Proteccion Contra Sobretensiones Cps Nano Plus 6Documento2 páginasCPT Fap Proteccion Contra Sobretensiones Cps Nano Plus 6PHẠM NGỌC THÁIAinda não há avaliações
- Sat HidrobexDocumento16 páginasSat HidrobexPapaferAinda não há avaliações
- Definiciones Operacionales PP 2017Documento1.556 páginasDefiniciones Operacionales PP 2017RaulPizarro100% (1)
- Formato para Registrar Incidencia INFOBRAS 2024Documento5 páginasFormato para Registrar Incidencia INFOBRAS 2024nancy pilarAinda não há avaliações
- HILL, LINDA. Nunca Digas JamásDocumento211 páginasHILL, LINDA. Nunca Digas Jamásxenalaguerrera100% (34)
- (+99) Te Enseño A Crear Logos Profesionales - Taringa!Documento5 páginas(+99) Te Enseño A Crear Logos Profesionales - Taringa!CarlosCastroCamposAinda não há avaliações
- Lectura 3 CALIDAD SIN LIDERAZGO MARIELA ROSALES PDFDocumento14 páginasLectura 3 CALIDAD SIN LIDERAZGO MARIELA ROSALES PDFLuis Miguel Sequeira Cascante100% (1)
- Virilio Paul - Ciudad PanicoDocumento125 páginasVirilio Paul - Ciudad Panicovladimir cruzAinda não há avaliações
- 22102017Documento5 páginas22102017Leli BazitskaAinda não há avaliações