Você também pode gostar
- Tarea Semana1 Resistencia de Los MaterialesDocumento5 páginasTarea Semana1 Resistencia de Los MaterialesAsbel Taha Y-Katy Vera63% (8)
- Tarea Semana 3 Fisica en Procesos Industriales IaccDocumento8 páginasTarea Semana 3 Fisica en Procesos Industriales IaccAsbel Taha Y-Katy Vera94% (16)
- Tarea Semana 3 Fisica en Procesos Industriales IaccDocumento8 páginasTarea Semana 3 Fisica en Procesos Industriales IaccAsbel Taha Y-Katy Vera94% (16)
- GTZ (Tecnologí A Del Automovil II)Documento392 páginasGTZ (Tecnologí A Del Automovil II)Daniel Robalino100% (13)
- Compendiado Merlin Gerin 1999Documento174 páginasCompendiado Merlin Gerin 1999dac_uvmAinda não há avaliações
- Tarea 7 - Asbel Taha Fisica Procesos IndustrialesDocumento7 páginasTarea 7 - Asbel Taha Fisica Procesos IndustrialesAsbel Taha Y-Katy Vera100% (1)
- Control 2 Fisica en Procesos IndustrialesDocumento8 páginasControl 2 Fisica en Procesos IndustrialesAsbel Taha Y-Katy Vera79% (14)
- Control 2 Fisica en Procesos IndustrialesDocumento8 páginasControl 2 Fisica en Procesos IndustrialesAsbel Taha Y-Katy Vera79% (14)
- Laberito HidraulicoDocumento5 páginasLaberito Hidraulicosanlorenita-18Ainda não há avaliações
- Amef CalderaDocumento7 páginasAmef CalderaKevin FloresAinda não há avaliações
- Manual de Instrucciones Arrancador SSW-06 PDFDocumento159 páginasManual de Instrucciones Arrancador SSW-06 PDFrodolfoAinda não há avaliações
- Control de Nivel de LiquidoDocumento193 páginasControl de Nivel de LiquidoarturoparraAinda não há avaliações
- WEG SSW900 Manual Del Usuario 10005616439 EsDocumento77 páginasWEG SSW900 Manual Del Usuario 10005616439 EsLuis MurAinda não há avaliações
- Zelio Time Re22r1amrDocumento7 páginasZelio Time Re22r1amrjalexivanAinda não há avaliações
- WEG Multimedidor de Grandezas Electricas MMW03 y Controlador Automatico Del Factor de Potencia 50085303 EsDocumento44 páginasWEG Multimedidor de Grandezas Electricas MMW03 y Controlador Automatico Del Factor de Potencia 50085303 EsfelipeAinda não há avaliações
- Catalogo DIRIS A20Documento4 páginasCatalogo DIRIS A20nico_v180Ainda não há avaliações
- Reles de Tiempo 7PU + 3UGDocumento2 páginasReles de Tiempo 7PU + 3UGalperdaAinda não há avaliações
- Proyecto2.1. Temporizadores On-Delay y Off-Delay (Reparado)Documento29 páginasProyecto2.1. Temporizadores On-Delay y Off-Delay (Reparado)Fernando TejadaAinda não há avaliações
- WEG cfw11 Manual de Programacion 0899.5842 2.0x Manual Espanol PDFDocumento290 páginasWEG cfw11 Manual de Programacion 0899.5842 2.0x Manual Espanol PDFEl PapiAinda não há avaliações
- Manual de Programación V5.8X CFW11 PDFDocumento305 páginasManual de Programación V5.8X CFW11 PDFDiana Alejandra Aragon CeballosAinda não há avaliações
- Manual de BobinadosDocumento43 páginasManual de BobinadosnelsonAinda não há avaliações
- CROUZET Control de Nivel de Un TanqueDocumento3 páginasCROUZET Control de Nivel de Un TanqueMabe PerezAinda não há avaliações
- WEG Guia Practico de Capacitacion Tecnico Comercial 50026117 Catalogo EspanolDocumento16 páginasWEG Guia Practico de Capacitacion Tecnico Comercial 50026117 Catalogo EspanolAndré Aranzamendi La TorreAinda não há avaliações
- CB121 Compendio de Problemas 2017-2Documento65 páginasCB121 Compendio de Problemas 2017-2Robby R. Astorayme ALiaga100% (1)
- CD 8453 PDFDocumento247 páginasCD 8453 PDFCristian GuevaraAinda não há avaliações
- Capitulo 18 - 2014 - V2 Cajas y Armarios PDFDocumento90 páginasCapitulo 18 - 2014 - V2 Cajas y Armarios PDFmvasquez2011Ainda não há avaliações
- Cotización 1659Documento1 páginaCotización 1659Jhons Albert ArnezAinda não há avaliações
- WEG Interruptores en Caja Moldeada Acwh 50026004 Catalogo Espanol PDFDocumento64 páginasWEG Interruptores en Caja Moldeada Acwh 50026004 Catalogo Espanol PDFjeffv65Ainda não há avaliações
- Tablero TDN 3p.a1Documento1 páginaTablero TDN 3p.a1HIAinda não há avaliações
- Ficha Relés Inteligentes Zelio LogicDocumento6 páginasFicha Relés Inteligentes Zelio Logicdiegoquint100% (1)
- Lista de Precios Energia LaumayerDocumento308 páginasLista de Precios Energia LaumayerJuan Felipe LondoñoAinda não há avaliações
- Bombas PedrolloDocumento29 páginasBombas PedrolloKratos2711Ainda não há avaliações
- Costos y Presupuestos Semana 3Documento5 páginasCostos y Presupuestos Semana 3Andreita RiosAinda não há avaliações
- Multibombas Control Fijo/Proyecto Final Cfw-11 Control Fijo MultibombasDocumento2 páginasMultibombas Control Fijo/Proyecto Final Cfw-11 Control Fijo MultibombasRobin Vargas FloresAinda não há avaliações
- Bombeo de Agua Con Variador de FrecuenciaDocumento2 páginasBombeo de Agua Con Variador de FrecuenciaMAX ANTONY SANCHEZ MOZOMBITEAinda não há avaliações
- Certificado de Calibracion de Balanza 30KGDocumento3 páginasCertificado de Calibracion de Balanza 30KGluis Felipe100% (1)
- Ficha Tecnica - Tablero Rittal 300 X 400 X 210Documento4 páginasFicha Tecnica - Tablero Rittal 300 X 400 X 210Josue Cari salasAinda não há avaliações
- CALCULO de Bobinado en ExcelDocumento15 páginasCALCULO de Bobinado en ExceloscarAinda não há avaliações
- Manual de Instrucciones NI35 r2 1Documento2 páginasManual de Instrucciones NI35 r2 1eduardoAinda não há avaliações
- Letra y Números - PortalDocumento7 páginasLetra y Números - PortalElvis Llaxa50% (2)
- Mediciones Eléctricas PDFDocumento16 páginasMediciones Eléctricas PDFLUIS FERNANDO VICTORIA ROJASAinda não há avaliações
- Empleo de Los Sensores de Proximidad de 3 Hilos en Circuitos de Logica CableadaDocumento4 páginasEmpleo de Los Sensores de Proximidad de 3 Hilos en Circuitos de Logica CableadaFranco HernanAinda não há avaliações
- Servicio de Contrastación de MedidoresDocumento1 páginaServicio de Contrastación de MedidoresAndre AguilarAinda não há avaliações
- Practica en Tia PortalDocumento8 páginasPractica en Tia Portalsamuel samAinda não há avaliações
- Trabajo Final 1Documento6 páginasTrabajo Final 1Diego Gamarra CandiaAinda não há avaliações
- HT03B IeDocumento24 páginasHT03B Ielhuiz pumalloclla calderonAinda não há avaliações
- Reglamento de InstalacionesDocumento210 páginasReglamento de InstalacionesWill J CG100% (1)
- Manual FBT 6Documento13 páginasManual FBT 6Guillermo Alexis Mella CordovaAinda não há avaliações
- Guía 01Documento10 páginasGuía 01Diego MontesAinda não há avaliações
- Informe de Practica - Convertidor Micromaster 420 de SIEMENSDocumento8 páginasInforme de Practica - Convertidor Micromaster 420 de SIEMENSreanto87Ainda não há avaliações
- Bomba OleohidráulicaDocumento33 páginasBomba OleohidráulicaVictor AcuñaAinda não há avaliações
- Formatos Mantenimiento (Básicos)Documento14 páginasFormatos Mantenimiento (Básicos)Jorge Alexander Prieto PabonAinda não há avaliações
- Arrancador Suave para Un Motor de Inducción: Estudiante Guía de LaboratorioDocumento6 páginasArrancador Suave para Un Motor de Inducción: Estudiante Guía de LaboratorioJorge Largo OsorioAinda não há avaliações
- Imai018po Instalacion y Mantenimiento IndustrialDocumento1 páginaImai018po Instalacion y Mantenimiento IndustrialSergio Raposo PerezAinda não há avaliações
- Guía de Prácticas CI-2012-ADocumento41 páginasGuía de Prácticas CI-2012-AJaime M Barrera CastilloAinda não há avaliações
- Diferenciales Uso Tetra Como TriDocumento1 páginaDiferenciales Uso Tetra Como TriGabriel210364Ainda não há avaliações
- Condensadores Varplus M1-Varlogic r6Documento14 páginasCondensadores Varplus M1-Varlogic r6Luis Miguuel Sallo MaytaAinda não há avaliações
- Tableros de Control de Motores TrifasicosDocumento27 páginasTableros de Control de Motores TrifasicosMaria Quintana JorahuaAinda não há avaliações
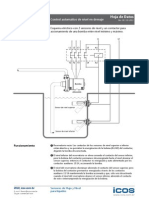
- Control Nivel Drenaje IcosDocumento1 páginaControl Nivel Drenaje IcosIcos Sensores para LíquidosAinda não há avaliações
- HT05 Ie 2023Documento13 páginasHT05 Ie 2023lhuiz pumalloclla calderonAinda não há avaliações
- Ejercicios Cálculo Protección MotoresDocumento13 páginasEjercicios Cálculo Protección MotoresEmilio BonnetAinda não há avaliações
- Tablero de 10 Polos MonofasicoDocumento1 páginaTablero de 10 Polos MonofasicoHipolito MBAinda não há avaliações
- Automatización Planos ElectricosDocumento10 páginasAutomatización Planos Electricoslina jiseth forero trujilloAinda não há avaliações
- Control PidDocumento25 páginasControl PidMcguffin GuffinAinda não há avaliações
- Control PidDocumento27 páginasControl PidDavid EstebanAinda não há avaliações
- D-IEL-N2-P1-C1. John Berrios. Fernando López. Jean Ramirez. Informe Nº2Documento10 páginasD-IEL-N2-P1-C1. John Berrios. Fernando López. Jean Ramirez. Informe Nº2Jean RamirezAinda não há avaliações
- Diego HernandezDocumento11 páginasDiego Hernandezgonzalo medranoAinda não há avaliações
- Control de Temperatura de Un TransformadorDocumento32 páginasControl de Temperatura de Un Transformadoreva puco floresAinda não há avaliações
- Instrumentaciòn Digital Lab10Documento23 páginasInstrumentaciòn Digital Lab10Jeanpier Oncebay ChoqueAinda não há avaliações
- Inspeccion DiferencialesDocumento1 páginaInspeccion DiferencialesAsbel Taha Y-Katy VeraAinda não há avaliações
- Paso A Paso Aplicacion de GroutDocumento1 páginaPaso A Paso Aplicacion de GroutAsbel Taha Y-Katy VeraAinda não há avaliações
- Lista Verificación de Antecedentes Laboratorio de Autocontrol en ProyectoDocumento1 páginaLista Verificación de Antecedentes Laboratorio de Autocontrol en ProyectoAsbel Taha Y-Katy VeraAinda não há avaliações
- CV Marcelo Tapia 2023 PDFDocumento4 páginasCV Marcelo Tapia 2023 PDFAsbel Taha Y-Katy VeraAinda não há avaliações
- Asbel Taha Tarea4Documento7 páginasAsbel Taha Tarea4Asbel Taha Y-Katy Vera100% (1)
- Asbel - Taha Tarea 4 MetrologíaDocumento10 páginasAsbel - Taha Tarea 4 MetrologíaAsbel Taha Y-Katy VeraAinda não há avaliações
- Tarea3 MetrologiaDocumento5 páginasTarea3 MetrologiaAsbel Taha Y-Katy VeraAinda não há avaliações
- Asbel - Taha Tarea3 2019Documento5 páginasAsbel - Taha Tarea3 2019Asbel Taha Y-Katy Vera0% (1)
- Asbel Taha Tarea2 MetrologiaDocumento6 páginasAsbel Taha Tarea2 MetrologiaAsbel Taha Y-Katy Vera100% (1)
- Biofísica de La Óptica y La VisiónDocumento33 páginasBiofísica de La Óptica y La VisiónMAyra GuzmanAinda não há avaliações
- Estudio TopograficoDocumento19 páginasEstudio TopograficoErick MillaAinda não há avaliações
- Semana 6 (Ejercicios)Documento11 páginasSemana 6 (Ejercicios)Nayeli GarciaAinda não há avaliações
- Pregunta 9Documento3 páginasPregunta 9Stephanie SegoviaAinda não há avaliações
- Razones y ProporcionesDocumento1 páginaRazones y ProporcionesCharisgcAinda não há avaliações
- 13 - Grimaldi, Veronica Operaciones Con Numeros Naturales 3 y 4Documento18 páginas13 - Grimaldi, Veronica Operaciones Con Numeros Naturales 3 y 4Angelica A. Contreras M.Ainda não há avaliações
- Inseminacion Artificial en Vacunos 2020-V SemestreDocumento30 páginasInseminacion Artificial en Vacunos 2020-V SemestreLlocclla Ccasani GloriaAinda não há avaliações
- Principios Basicos PLDocumento14 páginasPrincipios Basicos PLailec alviarezAinda não há avaliações
- Laser y Luz Pulsada IntensaDocumento42 páginasLaser y Luz Pulsada IntensaluzAinda não há avaliações
- Guia Metodologica para Elaboracion y Presentacion de Tesis (Versión Preliminar, 16-1-2019)Documento60 páginasGuia Metodologica para Elaboracion y Presentacion de Tesis (Versión Preliminar, 16-1-2019)Enmanuel Aracena GarciaAinda não há avaliações
- Grupo 3 Semana2 Sistemadeinventarios Rev01Documento16 páginasGrupo 3 Semana2 Sistemadeinventarios Rev01Diego FreireAinda não há avaliações
- Tipos de AlteracionesDocumento5 páginasTipos de AlteracionesJordan Jeremy Miranda De la cruzAinda não há avaliações
- NCh-ISO 22117-2013-043 PDFDocumento41 páginasNCh-ISO 22117-2013-043 PDFSandra RamirezAinda não há avaliações
- Universidad Mayor de San Andrés: Facultad de Ciencias Puras Y Naturales Carrera de InformáticaDocumento94 páginasUniversidad Mayor de San Andrés: Facultad de Ciencias Puras Y Naturales Carrera de InformáticaLuis Felix Martinez LunaAinda não há avaliações
- Italia - Normativa - Alumbrado Público - ColumnasDocumento6 páginasItalia - Normativa - Alumbrado Público - ColumnasAlejandro HoeseAinda não há avaliações
- EJERCICIOS RESUELTOS DE MATEMÁTICAS-FISICA UPEA Julio-2020Documento34 páginasEJERCICIOS RESUELTOS DE MATEMÁTICAS-FISICA UPEA Julio-2020Benru Rgo VargasAinda não há avaliações
- CSQRDocumento6 páginasCSQRDavid RamírezAinda não há avaliações
- Poka YokeDocumento56 páginasPoka YokecarlosAinda não há avaliações
- Recloser Solutions - Basic Description PDFDocumento28 páginasRecloser Solutions - Basic Description PDFLparejaMorenoAinda não há avaliações
- Calderas Calculos VariosDocumento40 páginasCalderas Calculos VariosLUIS DAVID GUERRA ALVARADOAinda não há avaliações
- Partes de La MecanicaDocumento2 páginasPartes de La MecanicaJEAN ALEXANDER AYOVI ANDRADEAinda não há avaliações
- Actividad 06Documento45 páginasActividad 06Anonymous TQXCZ5KSAinda não há avaliações
- Trabajo Encargado Ley de GaussDocumento9 páginasTrabajo Encargado Ley de GaussYameli Dianira0% (1)
- Centro de Cuidados Cardioneurovasculares PabonDocumento2 páginasCentro de Cuidados Cardioneurovasculares PabonGabriel MorilloAinda não há avaliações
- SisautevaDocumento8 páginasSisautevaJota E CeballosAinda não há avaliações
- Separata 2Documento9 páginasSeparata 2Eliazar Vigoria OyolaAinda não há avaliações