Você também pode gostar
- Connections and Tension Member DesignDocumento9 páginasConnections and Tension Member DesignVigneshwari MahamuniAinda não há avaliações
- Tension Members 2022Documento44 páginasTension Members 2022ahmadlbraheem0987Ainda não há avaliações
- Lecture - 5 - Tension MembersDocumento67 páginasLecture - 5 - Tension Membersayoub aliousalahAinda não há avaliações
- Connections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)Documento5 páginasConnections 1 - Ch.2,3 Summarized Exercise Solutions (150-153)travis8zimmermannAinda não há avaliações
- Calculate Numbers of PlateDocumento32 páginasCalculate Numbers of PlateRamesh AnanthanarayananAinda não há avaliações
- Column Base Plate (Fixed Type)Documento11 páginasColumn Base Plate (Fixed Type)Ernest Navarro100% (2)
- SM2-3 Chap3 Design Welded Joints Tutorial1Documento7 páginasSM2-3 Chap3 Design Welded Joints Tutorial1AhmedAinda não há avaliações
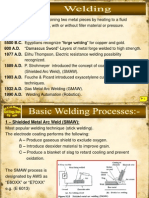
- WeldDocumento35 páginasWeldashkansoheylAinda não há avaliações
- How To Determine Correct Number of Earthing Electrodes (Strips, Plates and Pipes) - Part 1 - EEPDocumento5 páginasHow To Determine Correct Number of Earthing Electrodes (Strips, Plates and Pipes) - Part 1 - EEPSuresh NukathotiAinda não há avaliações
- 107 ConcreteDocumento44 páginas107 Concretenoadspls2029Ainda não há avaliações
- Steel DesignDocumento18 páginasSteel DesignJaninaRuzzleSilangAinda não há avaliações
- Strength of Materials/ Unit 7/ Module 2 Torsion II: Problem SetDocumento22 páginasStrength of Materials/ Unit 7/ Module 2 Torsion II: Problem Setneeru143Ainda não há avaliações
- 30 Design of Welded JointsDocumento8 páginas30 Design of Welded JointsPRASAD326Ainda não há avaliações
- Tubular Truss ExampleDocumento12 páginasTubular Truss ExampleMock Khang Hi100% (1)
- Lesson 5Documento12 páginasLesson 5MIKE ARTHUR DAVID100% (1)
- Shear Lag in Slotted Gusset Plate Connections To TubesDocumento12 páginasShear Lag in Slotted Gusset Plate Connections To TubesMichel J AzlirAinda não há avaliações
- M2 +Design+of+Tension+MembersDocumento14 páginasM2 +Design+of+Tension+MembersAngelo ramiroAinda não há avaliações
- Layout Solns 3Documento12 páginasLayout Solns 3VIKRAM KUMARAinda não há avaliações
- MOD 1-8 - Question 6 & 7Documento6 páginasMOD 1-8 - Question 6 & 7Gopal UttupurathAinda não há avaliações
- Chapter J Design of ConnectionsDocumento16 páginasChapter J Design of Connectionsghosh73Ainda não há avaliações
- Elastic Buckling of Plates With HoleDocumento16 páginasElastic Buckling of Plates With Hole201087Ainda não há avaliações
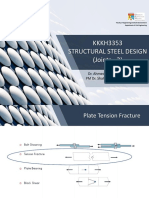
- KKKH3353 - Structural Steel Design - Joints 2Documento26 páginasKKKH3353 - Structural Steel Design - Joints 2Zeyad Tareq Al SaroriAinda não há avaliações
- Chapter 5 (Welding)Documento35 páginasChapter 5 (Welding)hemant_durgawaleAinda não há avaliações
- Design of Welded JointsDocumento7 páginasDesign of Welded JointsmohammadAinda não há avaliações
- 2002 - Shear Lag in Double Angle Truss ConnectionsDocumento8 páginas2002 - Shear Lag in Double Angle Truss ConnectionsPO AsselinAinda não há avaliações
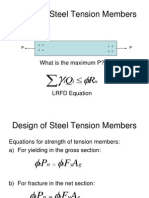
- 02 - Design of Steel Tension MembersDocumento15 páginas02 - Design of Steel Tension MembersMayur PatelAinda não há avaliações
- Example: Truss/post End Connection: Joint Shear ResistanceDocumento8 páginasExample: Truss/post End Connection: Joint Shear ResistanceRulli RanastraAinda não há avaliações
- Earthing PitDocumento4 páginasEarthing PitChaitanya ShakyaAinda não há avaliações
- How To Determine Correct Number of Earthing ElectrodesDocumento7 páginasHow To Determine Correct Number of Earthing ElectrodesjayabalkcetAinda não há avaliações
- Bolted or Riveted Tension MembersDocumento39 páginasBolted or Riveted Tension MembersKristin Brienne Leander-Renomeron88% (8)
- Prepared by Jishnu V Engineer Bhel-IsgDocumento38 páginasPrepared by Jishnu V Engineer Bhel-IsgmSNDjvnsnAinda não há avaliações
- Chapter 8 - Bending MembersDocumento5 páginasChapter 8 - Bending Memberscal2_uniAinda não há avaliações
- Tension MemberDocumento30 páginasTension MemberLuke LdhAinda não há avaliações
- How To Determine Correct Number of Earthing Electrodes Strips Plates and Pipes Part 1Documento6 páginasHow To Determine Correct Number of Earthing Electrodes Strips Plates and Pipes Part 1Francisco MartinezAinda não há avaliações
- How To Determine Correct Number of Earthing Electrodes (Strips, Plates and Pipes) - Part 1Documento12 páginasHow To Determine Correct Number of Earthing Electrodes (Strips, Plates and Pipes) - Part 1Burraq Engineering SolutionsAinda não há avaliações
- How To Determine Correct Number of Earthing Electroding FactorDocumento14 páginasHow To Determine Correct Number of Earthing Electroding FactorumerAinda não há avaliações
- Kecman Bending Collapse of Rectangular and Square Section Tubes 1983 International Journal of Mechanical SciencesDocumento14 páginasKecman Bending Collapse of Rectangular and Square Section Tubes 1983 International Journal of Mechanical SciencesNhật Vũ100% (2)
- Shear DesignDocumento17 páginasShear DesignAyez Sassin100% (1)
- New Era University: EE 572 Electrical Machine Design "Design I-A"Documento21 páginasNew Era University: EE 572 Electrical Machine Design "Design I-A"DanixAinda não há avaliações
- Connection DesignDocumento15 páginasConnection DesignRufus Cheng100% (1)
- Sec 02Documento108 páginasSec 02alexander almarioAinda não há avaliações
- New Study On Earth RodsDocumento7 páginasNew Study On Earth RodsVineeth BalakrishnanAinda não há avaliações
- Chapter 8 - Bending MembersDocumento5 páginasChapter 8 - Bending MembersCarlos BustamanteAinda não há avaliações
- 1.0 Rectangular Column-BIAXIALDocumento31 páginas1.0 Rectangular Column-BIAXIALFranklyn P. Genove100% (1)
- Structural Design II (Steel/Timber) Lab: Prepared By: Cedrick L. AngelesDocumento122 páginasStructural Design II (Steel/Timber) Lab: Prepared By: Cedrick L. AngelesPascasio PascasioAinda não há avaliações
- BeamDesign PDFDocumento52 páginasBeamDesign PDFPcEngAinda não há avaliações
- Steel Module 2Documento5 páginasSteel Module 2dash19910% (1)
- Chapter 8 Part II STDDocumento35 páginasChapter 8 Part II STDBelkacem AchourAinda não há avaliações
- Aircraft Component Drawing Lab ManualDocumento41 páginasAircraft Component Drawing Lab ManualShanmuganathan100% (1)
- Tension Member Design-1Documento39 páginasTension Member Design-1Arfan Haider100% (2)
- Analysis and Design of Members For TensionDocumento91 páginasAnalysis and Design of Members For TensionAL DANIEL VIN FULVADORAAinda não há avaliações
- Solution Manual for 100 Genesys Design Examples: Second EditionNo EverandSolution Manual for 100 Genesys Design Examples: Second EditionAinda não há avaliações
- Differential Forms on Electromagnetic NetworksNo EverandDifferential Forms on Electromagnetic NetworksNota: 4 de 5 estrelas4/5 (1)
- Composite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsNo EverandComposite Structures of Steel and Concrete: Beams, Slabs, Columns and Frames for BuildingsAinda não há avaliações
- Mathematical and Computational Modeling: With Applications in Natural and Social Sciences, Engineering, and the ArtsNo EverandMathematical and Computational Modeling: With Applications in Natural and Social Sciences, Engineering, and the ArtsRoderick MelnikAinda não há avaliações
- SDRM 1519Documento1 páginaSDRM 1519dicktracy11Ainda não há avaliações
- 2004 Sept NBCC 2005 Seismic Changes Combined PresentationDocumento78 páginas2004 Sept NBCC 2005 Seismic Changes Combined Presentationdicktracy11100% (1)
- PD CEN-TR 15728 2008 Inserts For Lifting and Handling Precast ElementsDocumento54 páginasPD CEN-TR 15728 2008 Inserts For Lifting and Handling Precast Elementsdicktracy11100% (1)
- Seismic EvaluatDocumento63 páginasSeismic Evaluatdicktracy11Ainda não há avaliações
- SDRM 1519Documento1 páginaSDRM 1519dicktracy11Ainda não há avaliações
- Industrial and Non-Building StructuresDocumento5 páginasIndustrial and Non-Building Structuresdicktracy11100% (1)
- SDRM 1519Documento1 páginaSDRM 1519dicktracy11Ainda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- 01Documento14 páginas01Fernandy ZhuAinda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- Soil Loads On PipelinesDocumento10 páginasSoil Loads On Pipelinesdicktracy11Ainda não há avaliações
- IndustrialDocumento83 páginasIndustrialJay PadamaAinda não há avaliações
- 01Documento14 páginas01Fernandy ZhuAinda não há avaliações
- ASCE Pipelines 2014 Importance of Haunching PDFDocumento12 páginasASCE Pipelines 2014 Importance of Haunching PDFdicktracy11Ainda não há avaliações
- Concrete Beam Design Flow ChartDocumento16 páginasConcrete Beam Design Flow Chartdicktracy11Ainda não há avaliações
- Untitled - Chapter 11Documento8 páginasUntitled - Chapter 11dicktracy11Ainda não há avaliações
- Steel StacksDocumento2 páginasSteel Stacksdicktracy11Ainda não há avaliações
- Steel Truss Bridge ExamplesDocumento8 páginasSteel Truss Bridge Examplesdicktracy11Ainda não há avaliações
- Pipe Rack CalculationDocumento51 páginasPipe Rack Calculationbalumagesh1979100% (2)
- 5346576879809Documento159 páginas5346576879809dicktracy11Ainda não há avaliações
- Slabs On GradeDocumento4 páginasSlabs On Gradedicktracy11Ainda não há avaliações
- Bracket DesignDocumento18 páginasBracket Designdicktracy11100% (2)
- Slabs On GradeDocumento4 páginasSlabs On Gradedicktracy11Ainda não há avaliações
- Bending Stresses of Steel Web Tapered Tee Section Cantilevers by Kim Et Al. 2013Documento14 páginasBending Stresses of Steel Web Tapered Tee Section Cantilevers by Kim Et Al. 2013dicktracy11Ainda não há avaliações
- Concrete Floors For Light LoadsDocumento57 páginasConcrete Floors For Light Loadsdicktracy11100% (1)
- tm5 809 12-1Documento57 páginastm5 809 12-1dicktracy11Ainda não há avaliações
- Bracket DesignDocumento18 páginasBracket Designdicktracy11100% (2)