Escolar Documentos
Profissional Documentos
Cultura Documentos
Seleção de meias-rolamentos para motores
Enviado por
Juarez Geronimo Da SilvaDescrição original:
Título original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Seleção de meias-rolamentos para motores
Enviado por
Juarez Geronimo Da SilvaDireitos autorais:
Formatos disponíveis
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 27
Definição da classe diâmetro dos assentos para meias-rolamentos no cárter (diâmetro nominal)
Para identificar a classe de diâmetro dos assentos para meias-rolamentos themain, olhar para a parte da frente do cárter na posição indicada na figura.
Figura 77
STATUS DAS PRINCIPAIS crankpin NOMINAL
CLASSE CLASSE
DIÁRIO DIÂMETRO
1234 99,970-99,977
12 STD 99,978-99,985
- 0,127 99,986-99,989
99,990-100,00
221130
Exemplo:
Figura 78
210315
Imprimir P2D32C011 E Base - 10/2014
28 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Definição da classe diâmetro dos assentos para meias-rolamentos no cárter (diâmetro nominal)
A classe de diâmetro de cada rolamento da biela deve ser seleccionado antes de se identificar o diâmetro de cada pino de manivela. De modo a identificar a classe de diâmetro
dos crankpins, identificar os três conjuntos de números marcados na parte dianteira da cambota.
Figura 79
STATUS DAS PRINCIPAIS crankpin NOMINAL
CLASSE CLASSE
DIÁRIO DIÂMETRO
123 95,970-95,979
12 STD
95,980-95,989
- 0,127
95,990-96,000
223408
Exemplo:
Figura 80
210316
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 29
SELEÇÃO DAS PRINCIPAIS HALF-ROLAMENTOS
Dependendo da espessura dos semiapoios, as classes de tolerância são seleccionados, que se distingue por uma marca colorida. As tabelas a dar as especificações dos
rolamentos principais disponíveis como peças de reposição nos tamanhos padrão (STD) e no Sobremedidas admissíveis (0,127, 0,254, +0.508).
Espessura das principais casquilhos
Figura 81
210304
1. Colorido área de marcação
STD + 0,127 + 0,254 + 0,508
210308
Vermelho 3,115-3,122 - 3,242-3,294 3,369-3,376
Vermelho preto - 3,179-3,186 - -
Verde 3,123-3,130 - - -
Verde Preto - 3,187-3,194 - -
Amarelo* 3,131-3,138 - - -
Amarelo / preto * - 3,195-3,202 - -
Preto* 3,139-3,146 - - -
Preto Preto - 3,203-3,210 - -
* Não fornecido como peça de reposição.
Imprimir P2D32C011 E Base - 10/2014
30 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Figura 82
210305
1. Colorido área de marcação
STD + 0,127 + 0,254 + 0,508
210311
Vermelho 1,960-1,970 - 2,087-2,097 2,214-2,224
Vermelho preto - 2,023-2,033 - -
Verde 1,970-1,980 - 2,097-2,107 2,224-2,234
Verde Preto - 2,033-2,043 - -
Amarelo* 1,980-1,990 - - -
Amarelo / preto ** - 2,043-2,053 - -
* Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Verde
** Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Preto \ Verde
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 31
Principal selecção semiapoios (diâmetro nominal)
Depois de detectar, para cada jornal principal, os dados necessários no cárter e eixo de manivela, selecione o tipo de meias-rolamentos para ser usado, de acordo com a seguinte
tabela :.
210306
1 2 3 4
STD CLASSE 106,300 106,308 160,316 106,324
106,307 106,315 106,323 106,330
1 Vermelho Vermelho Verde Verde
99,970
99.977 Vermelho Verde Verde Amarelo*
2 Vermelho Verde Verde Amarelo*
99.978
99.985 Verde Verde Amarelo* Amarelo*
3 Verde Verde Amarelo* Amarelo*
99.986
99.993 Verde Amarelo* Amarelo* Preto
4 Verde Amarelo* Amarelo* Preto
99.994
100.000 Amarelo* Amarelo* Preto Preto
210307
* Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Preto \ Verde
NOTA Se usando grande finais semiapoios de uma espessura diferente, ajustar o rolamento mais espesso na parte inferior.
Imprimir P2D32C011 E Base - 10/2014
32 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Seleção principal meias-rolamentos (pinos rectificado)
Se as revistas foram corrigidas, o procedimento descrito não pode ser aplicada.
Neste caso, certifique-se de que os novos diâmetros dos pinos é como indicado na tabela e encaixar o único tipo de meia-bearing indicado para o subdimensionamento em questão.
210306
1 2 3 4
- 0,127 CLASSE 106,300 106,308 160,316 106,324
106,307 106,315 106,323 106,330
1 Vermelho preto Vermelho preto Verde Preto Verde Preto
99.843
99.850 Vermelho preto Verde Preto Verde Preto Amarelo / preto *
2 Vermelho preto Verde Preto Verde Preto Amarelo / preto *
99.851
99.858 Verde Preto Verde Preto Amarelo / preto * Amarelo / preto *
3 Verde Preto Verde Preto Amarelo / preto * Amarelo / preto *
99.859
99.866 Verde Preto Amarelo / preto * Amarelo / preto * Preto Preto
4 Verde Preto Amarelo / preto Amarelo / preto Preto Preto
99.867
99.873 Amarelo / preto * Amarelo / preto * Preto Preto Preto Preto
210307
* Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Verde
NOTA Se usando principais semiapoios de uma espessura diferente, encaixar os rolamentos mais espessas em (lado da placa) da parte inferior.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 33
210306
1 2 3 4
- 0,254 CLASSE 100.000 100,011 100,021 100,021
100,010 100,020 100,030 100,030
3
Vermelho Vermelho Vermelho Vermelho
99,726
4
Vermelho Vermelho Vermelho Vermelho
99,746
210307
NOTA Se usando principais semiapoios de uma espessura diferente, encaixar os rolamentos mais espessas em (lado da placa) da parte inferior.
210306
1 2 3 4
- 0,508 CLASSE 106,300 106,308 160,316 106,324
106,307 106,315 106,323 106,330
3
Vermelho Vermelho Vermelho Vermelho
99,472
4
Vermelho Vermelho Vermelho Vermelho
99,492
210307
NOTA Se usando principais semiapoios de uma espessura diferente, encaixar os rolamentos mais espessas em (lado da placa) da parte inferior.
Imprimir P2D32C011 E Base - 10/2014
34 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Principal selecção semiapoios (diâmetro nominal de pinos)
Seleccionar as principais semiapoios, referindo-se as indicações sobre o corpo de haste de ligação, na posição indicada
.
NOTA O número que indica a classe de diâmetro do assento para semiapoios pode ser: um, dois ou três
1) N ° de Série
2) letra indicando a classe de peso A = 5537-
5570 g. B = 5571 -5604 g. C = 5605
-5637 g.
3) Número indicando a selecção do diâmetro do assento de rolamento grande final 1 = 100,010 milímetros
100.000- 2 = 100,020 milímetros 100.011- 3 = 100,030 milímetros 100.021-
4) Motor
5) Placa de ligação identificação haste
Figura 83
155939
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 35
Principal selecção semiapoios (diâmetro nominal de pinos)
210309
210312
1 2 3
STD CLASSE 100.000 100,011 100,021
100,010 100,020 100,030
1 Vermelho Vermelho Verde
95,990
96.000 Vermelho Verde Verde
2 Vermelho Verde Verde
95,980
95,989 Verde Verde Amarelo*
3 Verde Verde Amarelo*
95,970
95,979 Verde Amarelo* Amarelo*
210310
* Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Verde
NOTA Se usando grande finais semiapoios de uma espessura diferente, ajustar o rolamento mais espesso na parte inferior.
Imprimir P2D32C011 E Base - 10/2014
36 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Seleção principal meias-rolamentos (pinos com diâmetro retificada)
Se as revistas foram corrigidas, o procedimento descrito não pode ser aplicada.
Neste caso, é necessário verificar (para cada um dos undersizings) qual campo de tolerância inclui a newdiameter dos crankpins e montar as capas dos apoios
identificados com a tabela relevante.
210309
210312
1 2 3
- 0,127 CLASSE 100.000 100,011 100,021
100,010 100,020 100,030
1 Vermelho preto Vermelho preto Verde Preto
95,863
95,873 Vermelho preto Verde Preto Verde Preto
2 Vermelho preto Vermelho preto Verde Preto
95,853
95,862 Verde Preto Verde Preto Amarelo / preto *
3 Verde Preto Verde Preto Amarelo / preto *
95,843
95,852 Verde Preto Amarelo / preto * Amarelo / preto *
210310
* Não fornecido como peça de reposição. Se necessário, substitua com meia-bearing Preto \ Verde
NOTA Se usando grande finais semiapoios de uma espessura diferente, ajustar o rolamento mais espesso na parte inferior.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 37
210309 210312
1 2 3
- 0,254 CLASSE 100.000 100,011 100,021
100,010 100,020 100,030
1 Vermelho Vermelho Verde
95,736
95,746 Vermelho Vermelho Verde
2 Vermelho Verde Verde
95,726
95,735 Vermelho Verde Verde
210310
NOTA Se usando grande finais semiapoios de uma espessura diferente, ajustar o rolamento mais espesso na parte inferior.
210309 210312
1 2 3
- 0,508 CLASSE 100.000 100,011 100,021
100,010 100,020 100,030
1 Vermelho Vermelho Verde
95,482
95,492 Vermelho Vermelho Verde
2 Vermelho Verde Verde
95,472
95,481 Vermelho Verde Verde
210310
NOTA Se usando grande finais semiapoios de uma espessura diferente, ajustar o rolamento mais espesso na parte inferior.
Imprimir P2D32C011 E Base - 10/2014
38 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Verificar o controle de engrenagem de cronometragem e bomba de óleo verificação de apuramento montagem Crank pin
Figura 84
Figura 86
47594
Ligar as hastes de ligação às revistas pertinentes da cambota, colocando
um pedaço de fio calibrado nas revistas. montar as tampas de biela (1)
108836
togetherwithhalf-rolamentos; apertar os parafusos (2) de fixação das
tampas de biela com o binário estabelecido.
Verifique se os dentes da engrenagem não é nem danificados ou gastos; se for,
levá-la para fora com um extrator apropriado e substituí-lo.
Uso ferramenta 99395216 (3) para apertar os parafusos, adicionalmente, para o gulo
prescrito.
Ao montar a roda dentada (1) da cambota (2), aquecê-la durante o período de 2
horas em um forno a uma temperatura indicada abaixo. binários de
Ref. No. Descrição
aperto
Dados técnicos Parafusos de fixação tampa da
biela CONEXÃO ting
temperatura de aquecimento para a engrenagem
180C (2) 12
fit ting Passo 1 70 Nm
Passo 2 60˚
Deixe esfriar depois de pressionar
Se a alteração do pino (3), após encaixe, verifique se projecta a partir da cambota,
conforme mostrado na figura. NOTA A rosca dos parafusos (2), antes da montagem
Verificando virabrequim fim flutuador , tem de ser lubrificado com óleo do motor.
Figura 85
Retire as tampas e verifique a folga, comparando a largura do fio
calibrado com a calibração da escala no envelope que contém o
fio.
Após a montagem final: vá thediameter do threadingof os parafusos (2), que não
deve ser inferior a 13,4 milímetros, de outra forma substituir o parafuso;
lubrificar as crankpins e rolamentos finais grandes; apertar os
parafusos (2), tal como descrito acima.
47.588
A depuração de impulso é verificada por colocação de um medidor específico de
marcação (0 ÷ 5mm) 99395603 (1) no eixo de manivela (2) como mostrado na figura.
Se o valor obtido for superior à especificada, substitua o impulso traseira
meias-rolamentos e repetir a verificação de folga.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 39
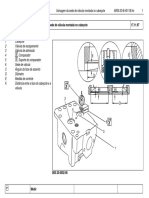
Reforma do CONEXÃO ROD-PISTON MONTAGEM
Figura 87
155940
1. Ligação corpo da haste - 2. semiapoios - 3. Ligar tampa da biela - 4. parafuso de fixação do tampão - Anel de retenção 5 -
6. fenda anel raspador óleo com mola em espiral - 7. selo Garra anel - 8. anel de vedação trapezoidal -
9. pino de êmbolo - 10. Pistão
Certifique-se os pistões não mostram qualquer sinal de apreensão, de pontuação, rachaduras ou desgaste excessivo; caso contrário, substituir como necessário.
Imprimir P2D32C011 E Base - 10/2014
40 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
remoção anéis de pistão Figura 90
Figura 88
155941
155943
Remover os anéis de retenção do pistão (2), utilizando a pinça 99360184 (1).
Remover o perno (1). Se a remoção é uso difícil a
deriva apropriado.
NOTA Os pistões são equippedwith três anéis de retenção: a primeira é
um anel de vedação, com a secção trapezoidal; a segunda é um
Medindo o diâmetro do pistão
anel de vedação de garra; o terceiro raspador óleo.
Figura 91
NOTA Os pistões são agrupados em classes A e B depen- ding em
diâmetro.
remoção de pistão
Figura 89
155944
Usando um micrómetro (2), medir o diâmetro do pistão (1) para
determinar a folga de montagem; O diâmetro tem de ser detectado no
valor indicado.
Medindo o diâmetro do pino de pistão
Figura 92
155942
Remover os anéis de retenção da cavilha do pistão (2), utilizando o derrubado redondo
pers Cali- (1). 155945
Medindo o diâmetro do pino (2) com um micrómetro (1).
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 41
Figura 93
181694
* = A distância é medida em uma Ø de 130 milímetros
X = 0,8 ± 0,1 milímetros
Condições de acoplamento de pino-êmbolo de pistão correcta Medindo os anéis de vedação
Figura 95
Figura 94
16552A
155946 Verifique a espessura do anel de retenção usando um micrómetro 2 (1).
Durante a fase de acoplamento, certifique-se de que os dados principais para o Figura 96
pino e o pistão é o mesmo que o indicado na Figura 93. Lubrificar o pino (1) e os
alojamentos relevantes nos cubos êmbolo interno com óleo de motor; o pino tem
de ser inserido no pistão com uma leve pressão do dedo e não deve sair por
gravidade.
181693
Verificar a folga entre o anel de vedação (2) e a rela- caixas ted sobre o pistão (1)
utilizando um calibrador de espessura (3).
Imprimir P2D32C011 E Base - 10/2014
42 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Ligar controlos haste
Figura 97
Figura 99
3513
O anel de vedação (2) do 1 º assento é trapezoidal. O clearancemeasurement “X”
entre o anel de vedação e o alojamento é feito colocando o êmbolo (1) com o anel 155939
ligado na manga do cilindro (3) de modo que a metade de trudes o anel de
1 Padrão números 2 letra indicando a
vedação pró- a partir da manga do cilindro.
classe de peso
A = 5537 -5570 g. B =
Figura 98 5571 -5604 g. C = 5605
-5637 g.
3 Número indicando a selecção do diâmetro do assento de apoio de extremidade
grande:
1 = 100,000 100,010 milímetros ÷ 2 = 100,011
100,020 milímetros ÷ 3 = 100,021 100,030
milímetros ÷ 4 Motor 5 Ligação placa de
identificação haste
Conectando aviso classe hastes de peso durante a montagem Ao
instalar bielas, certifique-se que todos eles pertencem à mesma
36134 classe de peso.
Verifique a lacuna fim dos anéis de vedação (1), utilizando um calibrador de espessura
(2), inserido na camisa do cilindro (3).
Se a distância entre as extremidades é mais baixa ou mais alta do que o valor desejado, Os dados relativos à secção de ligação de classe habitação haste e
substituir os anéis de retenção. peso são estampadas na biela.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 43
Figura 100
181695
* = Valores de ser obtido após a montagem do casquilho
Durante controlos certificar-se de que os dados principais da bucha de ligação, os rolamentos da haste, e do pino meio é mostrado no diagrama.
Imprimir P2D32C011 E Base - 10/2014
44 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
verificação de alinhamento do eixo verificação de torção
Figura 102
Figura 101
61694
Verifique a torção da haste de ligação (5), através da comparação de
dois pontos (A e B) do pino (3) no plano horizontal do eixo da biela.
61696
Posicione o suporte (1) do relógio de medição (2) para que este cargas pre--
Verificar as bielas eixos de paralelismo (1) utilizando um dispositivo de mesa sui- (5)
por aprox. 0,5 mm sobre o pino (3) no ponto A e zero o instrumento de
e procedendo como se segue.
medição (2). Mover o fuso (4) com a haste de ligação (5) e comparar
Encaixar a haste de ligação (1) na haste da ferramenta (5) e bloqueá-lo com o qualquer desvio no lado oposto B do pino (3): a diferença entre A e B deve
parafuso (4). ser não ter grea- de 0,08 mm.
Definir o eixo sobre o sobre os prismas V descansam a uma biela na barra de
batente (2).
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 45
verificação de flexão verificação bucha pequena extremidade
Figura 103 Figura 104
073535
Verifique se a bucha na pequena final não está solto e não mostra nenhum sinal de
apreensão ou de pontuação. Caso contrário substituí-lo. A bucha (2) é removido e
61695 equipado com uma ferramenta adequada (1). Ao dirigir-lo, tenha absoluta certeza de
que os buracos para que o óleo passar por na bucha e pequenas final coincidem.
Verifique a flexão da haste de ligação (5), através da comparação
Usando um alargador, rebore o casquilho, de modo a obter um diâmetro de 59,060 a
de dois pontos C e D do pino (3) no plano vertical do eixo da biela.
59,076 milímetros.
Posicionar o suporte vertical (1) do instrumento de medição (2), de modo que esta
repousa sobre o pino (3) no ponto C.
montagem de pistão
Balançar a biela para lá e para cá, estabelecendo a posição mais elevada do pino e
repor o indicador com quadrante (2) neste con- dição.
Figura 105
Deslocar o fuso (4) com a haste de ligação (5) e repetir o controlo sobre
o ponto mais alto no lado oposto D do pino (3).
A diferença entre os pontos não exceder 0,08 CandDmust
milímetros.
1
2
4 5
181833
O êmbolo (1) deve bemounted na biela (2), de modo que o ideograma
(4), que indica a direcção de encaixe da camisa de cilindro e a
perfuração (3) da haste de ligação são vistas como na figura.
NOTA A seta (5) deve enfrentar o volante do motor.
Imprimir P2D32C011 E Base - 10/2014
46 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Figura 106 CABEÇA REVISÃO operação principal
Antes de retirar da cabeça do cilindro, verificar a estanqueidade hidráulica usando
ferramenta específica; no caso de fugas que não são causadas por tampões de núcleo
ou threa- tampões ded, substituir cabeça do cilindro.
NOTA Ao substituir a cabeça do cilindro, que é fornecido
como peça de reposição com um bujão roscado, whichmust ser
removido durante a montagem.
NOTA Em caso de remoção velas / substituição, quando a montagem de
aplicar selante Loctite 121078 sobre as fichas.
181830
Montar o pino (2) e fixá-la sobre o pistão (1) com os anéis de retenção (3). remoção da válvula
NOTA Antes de retirar as válvulas da cabeça do cilindro, o número
anéis de pistão de montagem
-los de modo a que quando eles são reformadas, se não ove-
rhauled ou substituído, que estão colocados nas mesmas posições
Figura 107 que quando eles onde removido. válvulas de admissão são
diferentes válvulas de escape de forma que eles têm um entalhe
colocado no centro da cabeça da válvula.
Figura 108
155950
Para ajustar os anéis de retenção (1) sobre o êmbolo (2) utilizar o alicate 99360184 (3).
Posicione os anéis de modo que a palavra “TOP” (4) está voltado para cima, dirigir
as aberturas anel que eles são escalonados 180˚ distante.
47583
Ajuste e seguro ferramenta 99360263 (2) com o suporte (4); parafuso para baixo com o
dispositivo 99360259 (1) de modo que as chavetas (3) pode ser removido; tirar a
ferramenta (2) e extrai-se a placa superior (5), mola (6) e placa de fundo (7).
NOTA Repita esta operação para todas as válvulas.
Virar a cabeça do cilindro de cabeça para baixo e remover as válvulas (8).
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 47
Verificar a planaridade da cabeça no bloco de cilindros descalcificação válvula e verificação
Figura 110
Figura 109
48625
198344
Verifique a superfície de apoio (1) da cabeça sobre o conjunto de cilindro com uma Remover todos os depósitos de carbono das válvulas, utilizando uma escova de arame.
régua (2) e um calibrador de espessura (3). Se você encontrar qualquer deformação,
nível a cabeça em um moedor de superfície; quantidade máxima de material que pode
ser removido de 0,2 mm.
NOTA Após esta operação, vá embutir válvula e
protrusão injector.
Figura 111
UMA B
155953
* = Valor a ser obtido após a condução nas guias de válvulas
Uma ingestão = - B = escape
Verificar que as válvulas não mostram sinais de apreensão ou fissuras, e também verificar com um micrómetro que o diâmetro da haste da válvula se encontra dentro dos valores
requeridos: substituir as válvulas se não for.
Reafiar as sedes de válvula, se necessário, utilizando uma máquina de moagem e a remoção como menos material quanto possível. Utilizar um calibre furo para
verificar que o diâmetro interior da guia de válvula corresponde ao valor indicado, após a montagem.
Imprimir P2D32C011 E Base - 10/2014
48 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Reafiação - substituindo as sedes de válvulas
NOTA As sedes de válvula são retriturado sempre que as válvulas ou as guias de válvulas são moídos e substituído.
Figura 112
181831
Uma sede de válvula do assento de válvula de escape 2 de admissão
Ao substituir / verificando as sedes de válvula, referem-se os principais dados apresentados na figura.
Se eles precisam de ser substituído, usando a mesma ferramenta e tomando cuidado
Figura 113
para não danificar acidentalmente a cabeça do cilindro, retire o máximo de material
possível dos assentos de válvulas até que seja possível extraí-los da cabeça do cilindro
usando um soco. Aquece-se a cabeça do cilindro para 80-100 ° C e, utilizando uma
deriva, ajuste nas novas sedes de válvula (2), arrefeceu-se de antemão em azoto
líquido. Usando a ferramenta (1), reafiar as sedes de válvula de acordo com os ângulos
mostrados na figura anterior. Depois de afiar as sedes de válvula e utilizando um
medidor de mostrador (0-5mm) 99395603 com base de 99.370.415, verificar que a
posição das válvulas em relação à superfície da cabeça do cilindro respeita os valores
indicados abaixo:
Dados técnicos
válvulas de admissão embutir - 0.54 - -0.86 mm
41032 válvulas de escape embutir - 1.65 - -1.95 mm
Verificar as sedes de válvula (2). Se existem pontuações de luz ou queimadas, reafiar
deles com uma ferramenta adequada (1) de acordo com ângulos mostrados na figura
anterior.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 49
Substituindo as guias de válvulas mola de válvula
Figura 114 Figura 116
70000
163815
Antes da instalação, a flexibilidade das molas da válvula tem de ser chec- ked utilizando
* = Medição a ser obtido depois de passar na válvula um dispositivo adequado.
guias
Figura 117
As guias de válvulas são removidos com a deriva 99360143. A montagem é
carriedout com a deriva 99360296 ferramenta equippedwith 99360143.
Ela determina a posição exacta das guias de válvula montados na cabeça do cilindro;
se eles não estiverem disponíveis, você precisa para conduzir as guias de válvulas na
cabeça do cilindro para que eles se projetam por um valor igual ao dado abaixo.
Dados técnicos
guia de válvula destaque 30,08 - 31,2 mm
Depois de passar nas guias de válvulas, alisar os seus furos com slee- ker 99390330. 108842
Comparar a carga e os dados de deformação elástica com que as novas
fontes indicadas na figura.
Verificando saliência de injectores
conjunto de válvula
Figura 115
Figura 118
47585
Verificar injector saliência (2) utilizando um instrumento de medição (1).
193982
Lubrificar a haste da válvula e inserir as válvulas nas respectivas guias de válvulas;
encaixam as placas inferiores (1).
Imprimir P2D32C011 E Base - 10/2014
50 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
A montagem do anel de vedação de óleo MONTAGEM DO SISTEMA DE
DISTRIBUIÇÃO
Figura 119 Dados técnicos
elevador came de controlo da válvula de admissão 9.231 mm
Escape elevador came de comando da válvula 9.5607 mm
apuramento montagem avaliado me- buchas de
0,045 to0.085mm
engrenagens ween e pins
operação principal
Alterar transmissão da engrenagem bucha.
Figura 121
155958
Utilizando o dispositivo de manipulação específica 99360329, encaixar o anel de
vedação de óleo (2) sobre as guias de válvula (3) e, em seguida, encaixar as válvulas como se segue.
NOTA Se as válvulas de não ter sido revisto ou repla- ced,
86.925
recolocar-los de acordo com a numeração observado durante a
remoção.
1. Camshaft - 2. Bucha - 3. Pin - 4. Biela -
válvulas de admissão são diferentes das válvulas de escape em que acessórios eléctricos 5. Camshaft -
eles têm um entalhe colocado no centro da vvula de assento axial. engrenagem 6. Transmissão - 7. Duplo transmissão - engrenagem -
8. Cambota engrenagem de condução
Substitua as buchas (2) quando usado.
Figura 120
86.290
Montar as molas (6), a placa superior (5).
ferramenta de ajuste 99360263 (2) e fixá-lo com o suporte (4). parafuso para baixo com
o dispositivo 99360259 (1) de modo que as chavetas (3) pode ser fit ted; remover a
ferramenta (2).
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 51
Figura 122 Figura 124
181832
Depois de conduzir o casquilho, carregou-lo para se obter o diâmetro mostrado na
101601
figura.
Depois de conduzir o casquilho, carregou-lo para se obter o diâmetro mostrado na
NOTA A bucha deve ser conduzido na engrenagem no figura.
direcção da seta definindo a última para a dimensão
indicada.
NOTA A bucha deve ser conduzido na engrenagem no
direcção da seta definindo a última para a dimensão
No final da operação chato, verifique se a folga de montagem da
indicada.
engrenagem bucha / journal é igual ao valor indicado.
Verifique se a folga de montagem nominal entre buchas de engrenagens e
Dados técnicos
pinos é igual ao valor indicado abaixo.
apuramento montagem avaliado me- buchas de
0,045 - 0,085 mm Dados técnicos
engrenagens ween e pins
apuramento montagem avaliado me- buchas de
0,045 - 0,085 mm
Substituição das duplas arbustos engrenagem ociosas engrenagens ween e pins
Verificando elevador cam e revistas árvore de cames alinhamento
Figura 123
86.925
1. Camshaft - 2. Bucha - 3. Pin - 4. Biela -
5. Camshaft engrenagem l controle -
engrenagem 6. Transmissão - 7. engrenagem de transmissão Duplo -
8. Cambota engrenagem de condução
Substitua as buchas (2) quando usado.
Imprimir P2D32C011 E Base - 10/2014
52 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Figura 125
47506
Colocar o eixo de comando (4) sobre os contrapontas (1) e verificar o elevador das cames (3) utilizando um medidor de mostrador (2), comparando-se os valores com os especificados
abaixo.
Dados técnicos
elevador came de controlo da válvula de admissão 9.231 mm
Escape elevador came de comando da válvula 9.5607 mm
Figura 126
47507
Ainda com o eixo de comando (4) fixado em contrapontas (1), verificar o alinhamento dos pernos de suporte (3) com a bitola de marcação (2); não deve exceder 0,030 mm.
Se o desalinhamento exceder este valor, substitua o eixo:
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 53
Figura 127
47505
Para verificar a folga de montagem, medir o diâmetro interno do casquilho e o diâmetro dos pinos de eixo de comando (1), a diferença representa a folga
existente.
Se você encontrar quaisquer folgas superiores a 0,135 milímetro substituir as buchas e, se necessário, a árvore de cames.
Figura 128
187402
As superfícies dos pinos de suporte do eixo e os dos cames precisam ser mais suave; Considerando que, se eles mostram quaisquer sinais de apreensão ou de pontuação, o
eixo e as buchas relevantes deve ser substituído.
características de tolerância
TOLERÂNCIAS SUJEITO CARACTERÍSTICA DE TOLERÂNCIA SÍMBOLO GRÁFICO
ORIENTAÇÃO Perpendicularidade ⊥
POSIÇÃO Concentricity ou coaxiality
OSCILAÇÃO oscilação circular ↗
Classe das características do produto importância
CLASSE DE IMPORTÂNCIA ATRIBUÍDA às características do produto SÍMBOLO GRÁFICO
CRÍTICO E
IMPORTANTE ⊕
SECUNDÁRIO ⊝
Imprimir P2D32C011 E Base - 10/2014
54 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
arbustos árvore de cames verifique
Figura 129
155956
* = Diâmetro interior de Bush após a instalação
A superfície das buchas deve mostrar nenhum sinal de apreensão ou marcar; substituí-los se eles fazem.
Medir os diâmetros internos do arbusto com um metro de furo e substituí-los, se o valor medido excede o valor de tolerância.
Figura 130
107217
A. tração com assento para buchas de inserção / extracção - pino B. Cavilha para buchas de posicionamento. -
C. marca de referência para inserir sétimo bucha correctamente - Mark D. Referência para inserir correctamente buchas 1, 2, 3, 4, 5, 6. -
E. Guia bucha - line Guia F. - Guia G. bucha para garantir o sétimo bucha de montagem -
H. placa de fixação da bucha L a cabeça dos cilindros - I. aperto - acoplamento L. extensão.
Para remover e recolocar os arbustos, use a deriva 99360499.
Base - 10/2014 Imprimir P2D32C011 E
SÉRIE CURSOR SECÇÃO 6 - REVISÃO MECÂNICA GERAL 55
Substituindo arbustos árvore de cames com batedor
NOTA As buchas são extraídos a partir da frente
desmontagem cada assento.
NOTA Posicionar a deriva 99360499 com precisão durante a fase de
remoção.
NOTA Remoção não requer a extensão de deriva
por arbustos 5, 6 e 7 e não é necessário usar a bucha
guia. Para arbustos 1, 2, 3 e 4, é necessário no entanto
Figura 131 parautilizar a extensão e as buchas de guia.
71725
Remover os arbustos na seguinte ordem (7, 6, 5, 4, 3, 2, 1).
montagem
Para inserir os casquilhos (1, 2, 3, 4, 5), proceder da seguinte maneira.
Figura 132
107217
Montar a deriva 99360499 juntamente com a extensão.
Posicionar a bucha para inserir no mandril (A) fazendo com que o pino-guia (B) em que coincide com a sede no casquilho. Posicionar a bucha de guia (E) e fixar a bucha de
guia (G) do assento do casquilho 7, com a placa (H). Durante a condução no mato, fazer a marca de referência (F) coincide com o entalhe (M). Desta forma, quando é levado
para casa, o furo de lubrificação no arbusto vai coincidir com o tubo de óleo em sua sede.
NOTA Encaixe de encaixe está terminado quando o entalhe 1 de referência (D) está nivelada com a bucha de guia (G).
Imprimir P2D32C011 E Base - 10/2014
56 SECÇÃO 6 - REVISÃO MECÂNICA GERAL SÉRIE CURSOR
Figura 133 Figura 134
71.724
71.723
Para inserir a bucha (7), proceder da seguinte maneira. Desenrosque o aperto (l) e a
Para inserir a bucha (6), proceder da seguinte maneira:
extensão (N). Voltar a colocar a guia (G) a partir do interior, como mostrado na
soltar o aperto (l) e a extensão (N).
figura. Posicione o arbusto na tração (A) e trazê-lo perto da sede
Posicionar a extensão (N) e a bucha de guia (E), como mostrado na figura.
, fazendo o buraco arbusto coincidir com o furo de lubrificação na cabeça. Dirija. a 7 º arbusto
Posicionar a bucha para inserir no mandril (A) fazendo com que o pino-guia
é totalmente orientada em quando a marca de referência (C) é nivelada com o assento
(B) em que coincide com a sede no casquilho. Posicionar a bucha-guia (E) e
arbusto.
fixe a bucha-guia (G) na sede do 7 º arbusto com a placa (H).
Durante a condução na bucha, fazer a marca de referência (F) coincide com o
entalhe (M). Desta forma, quando é levado para casa, o furo de lubrificação no
arbusto vai coincidir com o tubo de óleo em sua sede.
NOTA Arbusto ajuste é terminado quando o 1º de referência
entalhe (D) está alinhada com a bucha-guia (G).
verificação eixo Rocker
Figura 135
073557
NOTA Os cames de eixo de comando controlar directamente os 12 braços oscilantes para as válvulas.
Os braços oscilantes de controlo da válvula de admissão são introduzidos directamente no eixo de braços oscilantes.
válvulas de escape controlam os braços oscilantes estão montadas no veio balanceiros interpondo as alavancas de controlo de travagem com motor pino excêntrico.
Os balancins deslizar sobre os perfis de came via rolos. A outra extremidade actua sobre uma barra suportada pela haste das duas válvulas. Há uma almofada entre
o parafuso de regulação do balanceiro e da travessa. Existem dois tubos de lubrificação no interior dos braços oscilantes.
Verificar as superfícies do eixo para sinais de apreensão, de pontuação ou desgaste. Caso contrário, substitua o eixo.
Base - 10/2014 Imprimir P2D32C011 E
Você também pode gostar
- AR0140B8920ADocumento4 páginasAR0140B8920AJuarez Geronimo Da SilvaAinda não há avaliações
- AR2510B0050BDocumento7 páginasAR2510B0050BcarlopardoAinda não há avaliações
- AR0330B8002CDocumento4 páginasAR0330B8002CJuarez Geronimo Da SilvaAinda não há avaliações
- Instalar pista postiça volanteDocumento3 páginasInstalar pista postiça volanteJuarez Geronimo Da SilvaAinda não há avaliações
- AR0145B7500ADocumento5 páginasAR0145B7500AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0530B383101BDocumento2 páginasAR0530B383101BJuarez Geronimo Da SilvaAinda não há avaliações
- AR0520B6010ADocumento4 páginasAR0520B6010AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0500B5521BDocumento2 páginasAR0500B5521BJuarez Geronimo Da SilvaAinda não há avaliações
- AR0500B5541CDocumento3 páginasAR0500B5541CJuarez Geronimo Da SilvaAinda não há avaliações
- Remover e instalar bomba de alimentação préviaDocumento3 páginasRemover e instalar bomba de alimentação préviaJuarez Geronimo Da SilvaAinda não há avaliações
- AR0530B453202BDocumento1 páginaAR0530B453202BJuarez Geronimo Da SilvaAinda não há avaliações
- AR0145B7500ADocumento5 páginasAR0145B7500AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0530B4511BDocumento6 páginasAR0530B4511BJuarez Geronimo Da SilvaAinda não há avaliações
- AR0530B420201BDocumento4 páginasAR0530B420201BJuarez Geronimo Da SilvaAinda não há avaliações
- AR0120B5014ADocumento2 páginasAR0120B5014AdesrtyAinda não há avaliações
- AR0140B8920ADocumento4 páginasAR0140B8920AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0130B716204BDocumento1 páginaAR0130B716204BJuarez Geronimo Da SilvaAinda não há avaliações
- Treinamento Turbo CompressorDocumento192 páginasTreinamento Turbo CompressorJuarez Geronimo Da Silva100% (3)
- AP2000B2080ADocumento9 páginasAP2000B2080AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0140B8920ADocumento4 páginasAR0140B8920AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0140B8920ADocumento4 páginasAR0140B8920AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0145B7500ADocumento5 páginasAR0145B7500AJuarez Geronimo Da SilvaAinda não há avaliações
- AR0130B716204BDocumento1 páginaAR0130B716204BJuarez Geronimo Da SilvaAinda não há avaliações
- AP2000B2080ADocumento9 páginasAP2000B2080AJuarez Geronimo Da SilvaAinda não há avaliações
- Regular a folga das válvulasDocumento4 páginasRegular a folga das válvulasJuarez Geronimo Da SilvaAinda não há avaliações
- AP0530B056001CDocumento2 páginasAP0530B056001CJuarez Geronimo Da SilvaAinda não há avaliações
- AH0530B100001BDocumento3 páginasAH0530B100001BrogerccasaAinda não há avaliações
- Motor MP8 Salfa (151 180) .Es - PTDocumento30 páginasMotor MP8 Salfa (151 180) .Es - PTJuarez Geronimo Da SilvaAinda não há avaliações
- Mahle Lista de Aplicação Motopeças 2019 - 2020Documento34 páginasMahle Lista de Aplicação Motopeças 2019 - 2020LEODECIO BELO DE OLIVEIRAAinda não há avaliações
- Inspeção de peças removidas de motorDocumento40 páginasInspeção de peças removidas de motorJuarez Geronimo Da SilvaAinda não há avaliações
- Processo de fresagem emDocumento39 páginasProcesso de fresagem emIvana MacedoAinda não há avaliações
- Catálogo Atualizado HSDocumento18 páginasCatálogo Atualizado HSHidraulica SouzaAinda não há avaliações
- DMA-C67-605N - Armações AT PDFDocumento71 páginasDMA-C67-605N - Armações AT PDFLuís FerreiraAinda não há avaliações
- História da engenharia hidráulicaDocumento5 páginasHistória da engenharia hidráulicaLopingas Salomão JosephAinda não há avaliações
- Eco, Ressonancia e ReverberaçãoDocumento4 páginasEco, Ressonancia e ReverberaçãoRamonReisAinda não há avaliações
- 02 - Check List - ESCAVADEIRA HIDRAULICA OKDocumento3 páginas02 - Check List - ESCAVADEIRA HIDRAULICA OKfabio costaAinda não há avaliações
- Macho Manual - KingtoolsDocumento1 páginaMacho Manual - KingtoolsAlan KennedeAinda não há avaliações
- Especificação de materiais para válvula gaveta passagem plenaDocumento1 páginaEspecificação de materiais para válvula gaveta passagem plenabrunogfAinda não há avaliações
- Escada PlissanteDocumento1 páginaEscada PlissanteThyago Souza Do NascimentoAinda não há avaliações
- Bombas Diesel Completas BD-700 CF(E) BD-705 CF(E) BD-710 CF(EDocumento4 páginasBombas Diesel Completas BD-700 CF(E) BD-705 CF(E) BD-710 CF(EFabio MeinerzAinda não há avaliações
- Catalogo de Peças JF 192 C12 S4Documento30 páginasCatalogo de Peças JF 192 C12 S4Luyma servicio100% (5)
- Modelo Escada MarinheiroDocumento1 páginaModelo Escada MarinheiroFranque Crema100% (3)
- Partes e componentes da semeadora LIDER 2050/5050TTDDocumento38 páginasPartes e componentes da semeadora LIDER 2050/5050TTDVadinho BenezAinda não há avaliações
- Guia rápido de instalação e configuração de máquinas Bianchi Gaia/LeiDocumento16 páginasGuia rápido de instalação e configuração de máquinas Bianchi Gaia/LeiLeopoldo MirandaAinda não há avaliações
- Deom Rda2Documento12 páginasDeom Rda2Gson CarlAinda não há avaliações
- Características técnicas guincho 3.5tDocumento2 páginasCaracterísticas técnicas guincho 3.5tMarcelo CarrapatoAinda não há avaliações
- Avaliação para Operador de GuindasteDocumento10 páginasAvaliação para Operador de GuindasteRoneifariabastosAinda não há avaliações
- Caminhão MunckDocumento1 páginaCaminhão MunckDalliany Feijo De Melo CabralAinda não há avaliações
- Buchas cônicas tipo QDDocumento2 páginasBuchas cônicas tipo QDmdcurtoAinda não há avaliações
- Dobradiças HettichDocumento91 páginasDobradiças HettichRodrigo HoerbeAinda não há avaliações
- Ferramentas para reparos de aeronavesDocumento4 páginasFerramentas para reparos de aeronavesDouglas DMartinsAinda não há avaliações
- Manual do consumidor Ventisol explica esquema de ligação elétrica e garantia de ventilador de tetoDocumento2 páginasManual do consumidor Ventisol explica esquema de ligação elétrica e garantia de ventilador de tetoFabricius100% (1)
- Ainadine RelatorioDocumento32 páginasAinadine RelatorioBraiton antonioAinda não há avaliações
- Programa 07 08Documento4 páginasPrograma 07 08abel manuel chico oleceAinda não há avaliações
- Check List EquipamentosDocumento3 páginasCheck List EquipamentosHeitor ConstantinoAinda não há avaliações
- Solda por fusão de junta de quina posição 1FDocumento2 páginasSolda por fusão de junta de quina posição 1FTiago Rodrigo de GoisAinda não há avaliações
- Vista Explodida DZ Solo 500 AluminiumDocumento1 páginaVista Explodida DZ Solo 500 AluminiumEduardo MoraesAinda não há avaliações
- JulhoDocumento1.092 páginasJulhoRinaBrasil monitoramentoAinda não há avaliações
- Monocomando 4 vias chuveiro/banheiraDocumento1 páginaMonocomando 4 vias chuveiro/banheiralzertcAinda não há avaliações
- Checklist de sonda rotativaDocumento2 páginasChecklist de sonda rotativaPro solo SondagensAinda não há avaliações
- Mecânica dos fluidos: Noções e aplicaçõesNo EverandMecânica dos fluidos: Noções e aplicaçõesNota: 3.5 de 5 estrelas3.5/5 (3)
- Registros de Representação Semiótica: Conversão e Tratamento em VetoresNo EverandRegistros de Representação Semiótica: Conversão e Tratamento em VetoresAinda não há avaliações