Você também pode gostar
- Manual 4t40-E 4t45-E PDFDocumento183 páginasManual 4t40-E 4t45-E PDFAnonymous TMFgAgR09t80% (5)
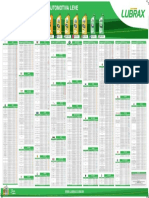
- Tabela Lubrax Veículos Leves 2022Documento1 páginaTabela Lubrax Veículos Leves 2022Gabryel Lima0% (3)
- Tf70-Sc At6 Aptta BrasilDocumento110 páginasTf70-Sc At6 Aptta BrasilBelchior Costa100% (10)
- MR 02 2002-07-30 Bomba Injetora PEP6P 130A 720 RS 7225 - EuroTechDocumento41 páginasMR 02 2002-07-30 Bomba Injetora PEP6P 130A 720 RS 7225 - EuroTechGustavo Bard100% (11)
- Instalação de terminal C3000 em trator Auto-GuideDocumento11 páginasInstalação de terminal C3000 em trator Auto-GuideDaniel zanelatto50% (2)
- BMW - GetragDocumento17 páginasBMW - GetragunnotedAinda não há avaliações
- 3Documento84 páginas3Priscila Silva89% (18)
- Remoção e montagem da caixa de câmbioDocumento47 páginasRemoção e montagem da caixa de câmbioBarra Nova FerreiraAinda não há avaliações
- Bomba Injetora PEP6P 130A 720 RS 7225 EuroTechDocumento41 páginasBomba Injetora PEP6P 130A 720 RS 7225 EuroTechjuan100% (1)
- Dynapac CCDocumento40 páginasDynapac CCrogerio100% (2)
- CAT C7 C9 PDF - En.ptDocumento45 páginasCAT C7 C9 PDF - En.ptjuarez5geronimosilva0% (1)
- ZMC75 - GD 75tonDocumento263 páginasZMC75 - GD 75tonMaycon Jefferson80% (5)
- COMGAS Manual Terceiros DigitalDocumento36 páginasCOMGAS Manual Terceiros DigitalJCSA INSTALAÇÕESAinda não há avaliações
- Transmissão ZF 9 AS 1110 TD Ecotronic - Desmontagem e MontagemDocumento39 páginasTransmissão ZF 9 AS 1110 TD Ecotronic - Desmontagem e MontagemJuarez Geronimo Da Silva100% (1)
- SUDAM 125cc RL MY'13: Manual de Montagem/Desmontagem E Manutenção para Motores MyDocumento44 páginasSUDAM 125cc RL MY'13: Manual de Montagem/Desmontagem E Manutenção para Motores MyFernando CechinatoAinda não há avaliações
- Motor Cursor 9 Trakker e Stralis Parte4Documento52 páginasMotor Cursor 9 Trakker e Stralis Parte4aloisio bacherAinda não há avaliações
- Ajustando o eixo traseiroDocumento10 páginasAjustando o eixo traseiroDonizete DonizeteAinda não há avaliações
- Montagem da bomba de água e verificação da folga da engrenagemDocumento30 páginasMontagem da bomba de água e verificação da folga da engrenagemjuarez5geronimosilvaAinda não há avaliações
- Capítulo 5 - DesmontagemDocumento21 páginasCapítulo 5 - DesmontagemRICARDO ZAFRAAinda não há avaliações
- Conversor de Torque - Remoção e InstalaçãoDocumento6 páginasConversor de Torque - Remoção e InstalaçãoMaylson SenaAinda não há avaliações
- Caixa de Mudanças VT, Eixo Principal RecondicionamentoDocumento40 páginasCaixa de Mudanças VT, Eixo Principal RecondicionamentoGiovane OliveiraAinda não há avaliações
- 246D Skid Steer Loader Motor DesmontagemDocumento7 páginas246D Skid Steer Loader Motor DesmontagemGilson RodriguesAinda não há avaliações
- Manual de montagem e manutenção do motor SUDAM MY 125ccDocumento33 páginasManual de montagem e manutenção do motor SUDAM MY 125ccrafsantAinda não há avaliações
- Export - 2021-09-25T195540.842Documento3 páginasExport - 2021-09-25T195540.842Dakson miranda silvaAinda não há avaliações
- 2 Conferência Das EngrenagensDocumento12 páginas2 Conferência Das EngrenagensManoel SilvaAinda não há avaliações
- Liberar Freio ManualDocumento5 páginasLiberar Freio ManualHelio alvesAinda não há avaliações
- K3Documento64 páginasK3Patricio ValenciaAinda não há avaliações
- Atuado TempDocumento8 páginasAtuado TempHAF CONSTRUTORA LTDA -MEAinda não há avaliações
- Secção 3 - Aplicação G-Drive Secção 3 - Aplicação G-Drive Série F32Documento30 páginasSecção 3 - Aplicação G-Drive Secção 3 - Aplicação G-Drive Série F32juarez5geronimosilvaAinda não há avaliações
- Alinhamento Da Caixa Do PicadorDocumento12 páginasAlinhamento Da Caixa Do PicadorEdnilson Jesus NovelloAinda não há avaliações
- Remover e Instalar A Manga Do EixoDocumento4 páginasRemover e Instalar A Manga Do EixoSthephin RodriguezAinda não há avaliações
- Remover e instalar embreagemDocumento4 páginasRemover e instalar embreagemelder martinsAinda não há avaliações
- Verificar o Atuador Da Embreagem ACTROS E AXOR-1Documento3 páginasVerificar o Atuador Da Embreagem ACTROS E AXOR-1paulo sergio de mello souzaAinda não há avaliações
- Montagem e Desmontagem de Rolamentos com a Estrela TMDS 9/1Documento51 páginasMontagem e Desmontagem de Rolamentos com a Estrela TMDS 9/1Erik Rodriguez100% (1)
- Montagem e desmontagem da bomba RZR 30K-4H JAQDocumento12 páginasMontagem e desmontagem da bomba RZR 30K-4H JAQGlaicon SilvaAinda não há avaliações
- Desmontagem e Montagem Número de Mídia - UPNR3730-01 Motor Do Pistão (Hidrostática) - Desmontagem - SSL de Duas Velocidades 02Documento8 páginasDesmontagem e Montagem Número de Mídia - UPNR3730-01 Motor Do Pistão (Hidrostática) - Desmontagem - SSL de Duas Velocidades 02Gilson RodriguesAinda não há avaliações
- Configuração e serviços da embreagem e seletor de marchas do NX400i FalconDocumento13 páginasConfiguração e serviços da embreagem e seletor de marchas do NX400i FalconRacing Garage Racing GarageAinda não há avaliações
- 3 Alinhamento Dos RolosDocumento4 páginas3 Alinhamento Dos RolosManoel SilvaAinda não há avaliações
- CR 9060 - 03-Tomada de ForçaDocumento9 páginasCR 9060 - 03-Tomada de ForçaRenato AssisAinda não há avaliações
- 12 Embreagem Marcha Balanceiro NXR160Documento19 páginas12 Embreagem Marcha Balanceiro NXR160DiogoAinda não há avaliações
- MERITOR - Eixos CardanDocumento15 páginasMERITOR - Eixos CardanClodoaldo BiassioAinda não há avaliações
- Desmontagem do painel de bordo Peugeot 206Documento6 páginasDesmontagem do painel de bordo Peugeot 206Dragas1Ainda não há avaliações
- ConversorDocumento13 páginasConversorCicero MeloAinda não há avaliações
- Desmontagem e MontagemDocumento9 páginasDesmontagem e MontagemoliviogmAinda não há avaliações
- Motor Eixo Principal TOLERÂNCIAS: Secção 4 - Revisão Mecânica Série F32Documento30 páginasMotor Eixo Principal TOLERÂNCIAS: Secção 4 - Revisão Mecânica Série F32juarez5geronimosilvaAinda não há avaliações
- Montagem e desmontagem de rolamentosDocumento40 páginasMontagem e desmontagem de rolamentosAndré Luis PereiraAinda não há avaliações
- Cópia Traduzida de Nikon AF-S DX Nikkor 18-105mm ED-VR F3.5-5.6G Reparos PDFDocumento116 páginasCópia Traduzida de Nikon AF-S DX Nikkor 18-105mm ED-VR F3.5-5.6G Reparos PDFLuiz Carlos da SilvaAinda não há avaliações
- Manual Montagem Desmontagem e Manutencao MYDocumento33 páginasManual Montagem Desmontagem e Manutencao MYRafael PedroAinda não há avaliações
- Instalação e desmontagem de embreagem pneumáticaDocumento13 páginasInstalação e desmontagem de embreagem pneumáticaStafferOliveiraAinda não há avaliações
- Manual TornoDocumento40 páginasManual TornoJorge Athayde100% (2)
- EmbreagemDocumento19 páginasEmbreagemMarcosAinda não há avaliações
- Bomba Do Pistão (Hidrostática) - DesmontagemDocumento10 páginasBomba Do Pistão (Hidrostática) - DesmontagemGilson RodriguesAinda não há avaliações
- Manual de manutenção pistola 9mmDocumento32 páginasManual de manutenção pistola 9mmDiogo WayNogueiraAinda não há avaliações
- Puma 230 Remoção RadiadorDocumento10 páginasPuma 230 Remoção RadiadorDonizete DonizeteAinda não há avaliações
- Embreagem XR 250 TornadoDocumento15 páginasEmbreagem XR 250 TornadoGregory TillwitzAinda não há avaliações
- Transmissão Linha 5000Documento66 páginasTransmissão Linha 5000Rodrigo100% (1)
- 4 Remoção Do Eixo IntermediárioDocumento3 páginas4 Remoção Do Eixo IntermediárioJulianoAinda não há avaliações
- Guia de embreagem completo com remoção e instalação de componentesDocumento8 páginasGuia de embreagem completo com remoção e instalação de componentesRicardo Assan0% (1)
- Cambio D 13Documento40 páginasCambio D 13Ronaldo Adriano WojcikiAinda não há avaliações
- Suporte Rigido Do Conjunto Motopropulsor (Lado Distribuição) - Remoção - RecolocaçãoDocumento4 páginasSuporte Rigido Do Conjunto Motopropulsor (Lado Distribuição) - Remoção - RecolocaçãoLuiz Henrique AraujoAinda não há avaliações
- Introdução Ao Tiro De Pressão Com Carabinas SpringerNo EverandIntrodução Ao Tiro De Pressão Com Carabinas SpringerAinda não há avaliações
- W5lni03 SM 5006225570 230901 1693563199273Documento2 páginasW5lni03 SM 5006225570 230901 1693563199273juarez5geronimosilvaAinda não há avaliações
- pb9857 en PTDocumento19 páginaspb9857 en PTjuarez5geronimosilvaAinda não há avaliações
- W5lni03 SM 5006221756 230901 1693563049745Documento2 páginasW5lni03 SM 5006221756 230901 1693563049745juarez5geronimosilvaAinda não há avaliações
- Parte 6Documento2 páginasParte 6juarez5geronimosilvaAinda não há avaliações
- Bwts Aftermarketfolder 1916 2155.en - PTDocumento62 páginasBwts Aftermarketfolder 1916 2155.en - PTjuarez5geronimosilvaAinda não há avaliações
- Motor MP8 Salfa (031 060) .Es - PTDocumento30 páginasMotor MP8 Salfa (031 060) .Es - PTjuarez5geronimosilvaAinda não há avaliações
- 351357205-HGK-pdf Es PTDocumento3 páginas351357205-HGK-pdf Es PTjuarez5geronimosilvaAinda não há avaliações
- W5lni03 SM 5007519214 230901 1693562468709Documento3 páginasW5lni03 SM 5007519214 230901 1693562468709juarez5geronimosilvaAinda não há avaliações
- Motor de 9 Litros Con 5 Cilindros SCANIA PDF (001 048) .Es - PTDocumento48 páginasMotor de 9 Litros Con 5 Cilindros SCANIA PDF (001 048) .Es - PTjuarez5geronimosilvaAinda não há avaliações
- Treinamento Mack MP8 MotorDocumento30 páginasTreinamento Mack MP8 Motorjuarez5geronimosilvaAinda não há avaliações
- Motor MP8 Salfa (121 150) .Es - PTDocumento30 páginasMotor MP8 Salfa (121 150) .Es - PTjuarez5geronimosilvaAinda não há avaliações
- MM0268 en PTDocumento34 páginasMM0268 en PTjuarez5geronimosilvaAinda não há avaliações
- Sistema de lubrificação e refrigeração MP8Documento30 páginasSistema de lubrificação e refrigeração MP8juarez5geronimosilvaAinda não há avaliações
- Substituir vedador árvore manivelasDocumento3 páginasSubstituir vedador árvore manivelasjuarez5geronimosilvaAinda não há avaliações
- Informe de RendimentosDocumento1 páginaInforme de Rendimentosjuarez5geronimosilvaAinda não há avaliações
- I Shift Operacion de Calibracion Numero 40070 PDF - Es.ptDocumento3 páginasI Shift Operacion de Calibracion Numero 40070 PDF - Es.ptjuarez5geronimosilvaAinda não há avaliações
- Remoção e instalação de filtrosDocumento30 páginasRemoção e instalação de filtrosjuarez5geronimosilvaAinda não há avaliações
- Transmissão automática - componentes e funcionalidadesDocumento10 páginasTransmissão automática - componentes e funcionalidadesjuarez5geronimosilvaAinda não há avaliações
- Caixa I Shift 2612f Fh4 3 PDF - Es.ptDocumento10 páginasCaixa I Shift 2612f Fh4 3 PDF - Es.ptjuarez5geronimosilvaAinda não há avaliações
- MM0153 en PTDocumento56 páginasMM0153 en PTjuarez5geronimosilvaAinda não há avaliações
- MM0153NL NL PTDocumento39 páginasMM0153NL NL PTjuarez5geronimosilvaAinda não há avaliações
- Mm23e en PTDocumento62 páginasMm23e en PTjuarez5geronimosilvaAinda não há avaliações
- Sistema de alimentação de combustívelDocumento30 páginasSistema de alimentação de combustíveljuarez5geronimosilvaAinda não há avaliações
- Manual técnico F32 fase 3Documento30 páginasManual técnico F32 fase 3juarez5geronimosilvaAinda não há avaliações
- Secção 3 - Aplicação G-Drive Secção 3 - Aplicação G-Drive Série F32Documento30 páginasSecção 3 - Aplicação G-Drive Secção 3 - Aplicação G-Drive Série F32juarez5geronimosilvaAinda não há avaliações
- Motor Eixo Principal TOLERÂNCIAS: Secção 4 - Revisão Mecânica Série F32Documento30 páginasMotor Eixo Principal TOLERÂNCIAS: Secção 4 - Revisão Mecânica Série F32juarez5geronimosilvaAinda não há avaliações
- Secção 4 - Revisão Mecânica: Imprimir P2D32F005 E Base de Dados - Abril 2009Documento30 páginasSecção 4 - Revisão Mecânica: Imprimir P2D32F005 E Base de Dados - Abril 2009juarez5geronimosilvaAinda não há avaliações
- Sensores e componentes industriaisDocumento30 páginasSensores e componentes industriaisjuarez5geronimosilvaAinda não há avaliações
- Montagem da bomba de água e verificação da folga da engrenagemDocumento30 páginasMontagem da bomba de água e verificação da folga da engrenagemjuarez5geronimosilvaAinda não há avaliações
- TCC - José Jeronimo C Mores FilhoDocumento57 páginasTCC - José Jeronimo C Mores FilhoDaniela SantosAinda não há avaliações
- Ficha de Trabalho Nº2 - FQ - Módulo E2F1Documento2 páginasFicha de Trabalho Nº2 - FQ - Módulo E2F1Guilherme GamaAinda não há avaliações
- BS-10K MonofasicoDocumento2 páginasBS-10K MonofasicojuuhWesnerAinda não há avaliações
- Anexo R - IT 41 CBMBADocumento1 páginaAnexo R - IT 41 CBMBAJoão BispoAinda não há avaliações
- 3.1 Processo de Soldagem MIG - MAG (GMAW) (Rev. 01 - 15.10.23)Documento69 páginas3.1 Processo de Soldagem MIG - MAG (GMAW) (Rev. 01 - 15.10.23)marcos souzaAinda não há avaliações
- Lista de Exerccios 2Documento4 páginasLista de Exerccios 2Armindo ChenetAinda não há avaliações
- Weda 70-90 Esf PTDocumento32 páginasWeda 70-90 Esf PTCristiano Aparecido PereiraAinda não há avaliações
- 3 Coqueamento Retardado - PPT - 4h - CENEQDocumento90 páginas3 Coqueamento Retardado - PPT - 4h - CENEQAlmir SilvaAinda não há avaliações
- Parte 5 - Trabalho e EnergiaDocumento20 páginasParte 5 - Trabalho e EnergiaVaquinhaLoucaAinda não há avaliações
- Implantação de planta PET: fluxo de produção e requisitos regulatóriosDocumento126 páginasImplantação de planta PET: fluxo de produção e requisitos regulatóriosGabryele MoreiraAinda não há avaliações
- Prova Formosa 2023-1Documento16 páginasProva Formosa 2023-1suelenAinda não há avaliações
- Manual DOMINA, GLAM, PA, STONE TIMk100 1.0-PT211019Documento31 páginasManual DOMINA, GLAM, PA, STONE TIMk100 1.0-PT211019LabTEK MarianaAinda não há avaliações
- Aplicações Termologia - TrabalhosfeitosDocumento4 páginasAplicações Termologia - TrabalhosfeitosFrancisco Tomás FranciscoAinda não há avaliações
- Questões sobre segurança elétricaDocumento4 páginasQuestões sobre segurança elétricaHaislan AraujoAinda não há avaliações
- Folheto técnico de bomba centrífuga KSB MegablocDocumento5 páginasFolheto técnico de bomba centrífuga KSB MegablocJosé MiltonAinda não há avaliações
- Revisão de termos de física e química com questões sobre temperatura, calor e dilatação térmicaDocumento3 páginasRevisão de termos de física e química com questões sobre temperatura, calor e dilatação térmicaNatáliaAinda não há avaliações
- Turbinas Kaplan: Componentes, Dimensionamento e FalhasDocumento17 páginasTurbinas Kaplan: Componentes, Dimensionamento e FalhasMateus BrumAinda não há avaliações
- Isolamento de Risco SPDocumento106 páginasIsolamento de Risco SPRafael Jimenez Arquitetura E DesignAinda não há avaliações
- Geografia A 10º Ano - Radiação Solar: 1. AtmosferaDocumento17 páginasGeografia A 10º Ano - Radiação Solar: 1. AtmosferaLaura SilvaAinda não há avaliações
- Sem. BiocombustíveisDocumento18 páginasSem. BiocombustíveisAntonio NetoAinda não há avaliações
- Manual 1024Documento16 páginasManual 1024andreAinda não há avaliações
- Matrizes energéticas: da iluminação a óleo à eletricidadeDocumento9 páginasMatrizes energéticas: da iluminação a óleo à eletricidadeALINE DOS SANTOS RAULINO IZIDOROAinda não há avaliações
- Atividade Extensionista 01 RU1567558Documento10 páginasAtividade Extensionista 01 RU1567558Heuler LageAinda não há avaliações
- Condutores elétricosDocumento29 páginasCondutores elétricosjeferson98437826Ainda não há avaliações
- Colheitadeira S430 Colheitadeira de Grãos Série S John Deere BRDocumento1 páginaColheitadeira S430 Colheitadeira de Grãos Série S John Deere BRFellipe CastroAinda não há avaliações
- MFL71409203 00 PTDocumento34 páginasMFL71409203 00 PTBruno EstevesAinda não há avaliações
- Aula 11 - Linhas de TransmissãoDocumento13 páginasAula 11 - Linhas de TransmissãoRingo silverAinda não há avaliações