Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Some Solutions To Enderton LogicDocumento16 páginasSome Solutions To Enderton LogicJason100% (1)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Benchmark Leadership Philosphy Ead 501Documento5 páginasBenchmark Leadership Philosphy Ead 501api-494301924Ainda não há avaliações
- Ce Project 1Documento7 páginasCe Project 1emmaAinda não há avaliações
- Reclaimer PDFDocumento8 páginasReclaimer PDFSiti NurhidayatiAinda não há avaliações
- Approximate AnalysisDocumento35 páginasApproximate AnalysisSyahir HamidonAinda não há avaliações
- IELTS Letter Writing TipsDocumento7 páginasIELTS Letter Writing Tipsarif salmanAinda não há avaliações
- Woldia University: A Non Ideal TransformerDocumento24 páginasWoldia University: A Non Ideal TransformerKANDEGAMA H.R. (BET18077)Ainda não há avaliações
- BGP PDFDocumento100 páginasBGP PDFJeya ChandranAinda não há avaliações
- Starex Is BTSDocumento24 páginasStarex Is BTSKLAinda não há avaliações
- Advocating For Appropriate Educational ServicesDocumento32 páginasAdvocating For Appropriate Educational ServicesTransverse Myelitis AssociationAinda não há avaliações
- Vacon NX, Non-Regenerative Front End FI9 UD01217B PDFDocumento48 páginasVacon NX, Non-Regenerative Front End FI9 UD01217B PDFSilvian IonescuAinda não há avaliações
- Oss Kpi SummaryDocumento7 páginasOss Kpi SummaryMohd FaizAinda não há avaliações
- Sunrise - 12 AB-unlockedDocumento81 páginasSunrise - 12 AB-unlockedMohamed Thanoon50% (2)
- CM011l E01 Exp.3 DeJuanDocumento3 páginasCM011l E01 Exp.3 DeJuanJarell De JuanAinda não há avaliações
- IOM - Rampa Hidráulica - Blue GiantDocumento32 páginasIOM - Rampa Hidráulica - Blue GiantPATRICIA HERNANDEZAinda não há avaliações
- SQL TestDocumento10 páginasSQL TestGautam KatlaAinda não há avaliações
- Office Administration: School-Based AssessmentDocumento17 páginasOffice Administration: School-Based AssessmentFelix LawrenceAinda não há avaliações
- Pitch AnythingDocumento8 páginasPitch AnythingDoland drumb100% (1)
- Hospital Furniture: Project Profile-UpdatedDocumento7 páginasHospital Furniture: Project Profile-UpdatedGaurav GuptaAinda não há avaliações
- Basics PDFDocumento21 páginasBasics PDFSunil KumarAinda não há avaliações
- Form 1 1 MicroscopeDocumento46 páginasForm 1 1 MicroscopeHarshil PatelAinda não há avaliações
- Max9924 Max9927Documento23 páginasMax9924 Max9927someone elseAinda não há avaliações
- KV4BBSR Notice ContractuaL Interview 2023-24Documento9 páginasKV4BBSR Notice ContractuaL Interview 2023-24SuchitaAinda não há avaliações
- Rewriting Snow White As A Powerful WomanDocumento6 páginasRewriting Snow White As A Powerful WomanLaura RodriguezAinda não há avaliações
- What Is Public RelationsDocumento52 páginasWhat Is Public RelationsMarwa MoussaAinda não há avaliações
- Mericon™ Quant GMO HandbookDocumento44 páginasMericon™ Quant GMO HandbookAnisoara HolbanAinda não há avaliações
- B205A TMA Project Spring 2021 - UpdatedDocumento6 páginasB205A TMA Project Spring 2021 - UpdatedIoan 23Ainda não há avaliações
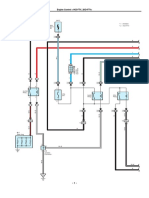
- Diagrama Hilux 1KD-2KD PDFDocumento11 páginasDiagrama Hilux 1KD-2KD PDFJeni100% (1)
- L Rexx PDFDocumento9 páginasL Rexx PDFborisg3Ainda não há avaliações
- Activity 6 Product Disassembly ChartDocumento5 páginasActivity 6 Product Disassembly Chartapi-504977947Ainda não há avaliações