Você também pode gostar
- Ac DC 206i ManualDocumento4 páginasAc DC 206i Manualstef1463Ainda não há avaliações
- Owner's Manual SGA 100 and SGA 100C: 1. Safety Symbol DefinitionsDocumento10 páginasOwner's Manual SGA 100 and SGA 100C: 1. Safety Symbol DefinitionsJeffrey HurleyAinda não há avaliações
- Page - 64 65 68 PDFDocumento3 páginasPage - 64 65 68 PDFKalpesh LallooAinda não há avaliações
- Mags Welding TheoryDocumento56 páginasMags Welding Theoryscott2355Ainda não há avaliações
- VAHLEDocumento28 páginasVAHLEAdrian M FahriAinda não há avaliações
- Millermatic 140 Spec SheetDocumento4 páginasMillermatic 140 Spec SheetPaisaje SilenciosoAinda não há avaliações
- Battery Builders Models: BBSS, Bbes: Installation and Operation ManualDocumento23 páginasBattery Builders Models: BBSS, Bbes: Installation and Operation ManualOmar VillegasAinda não há avaliações
- S-20 Railroad Highway Crossing Gate: Instruction & MaintenanceDocumento28 páginasS-20 Railroad Highway Crossing Gate: Instruction & MaintenanceThanh Bình VũAinda não há avaliações
- Operating: Maintenance ManualDocumento18 páginasOperating: Maintenance ManualAnonymous reYe6iCCAinda não há avaliações
- Hoffman Chapter 4Documento59 páginasHoffman Chapter 4Iván Köhler AAinda não há avaliações
- BCI184EDocumento8 páginasBCI184ESalman FahadAinda não há avaliações
- Operating Manual: High Voltage Isolated Gate Driver Power SupplyDocumento8 páginasOperating Manual: High Voltage Isolated Gate Driver Power SupplyHubert Maraza JaliriAinda não há avaliações
- Aristorob 500 A314 A342Documento116 páginasAristorob 500 A314 A342Marcin SiennickiAinda não há avaliações
- Cat Medium VoltageDocumento25 páginasCat Medium Voltageaacusm74Ainda não há avaliações
- Allenwest Relay R Type InstructionsDocumento4 páginasAllenwest Relay R Type InstructionsTerry Russell100% (1)
- Manual Markon NAC160 NAC190Documento23 páginasManual Markon NAC160 NAC190Sajjad HussainAinda não há avaliações
- Manual em Ingles e Bem Explicado Tig 200 AcdcDocumento16 páginasManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliAinda não há avaliações
- Sharp Lc-26-32sa1e SM (ET Service ManualDocumento140 páginasSharp Lc-26-32sa1e SM (ET Service ManualYblisAinda não há avaliações
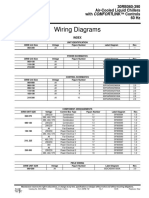
- 30rb 1wDocumento24 páginas30rb 1wmlozadabastAinda não há avaliações
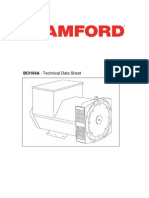
- BCI164ADocumento8 páginasBCI164A3efooAinda não há avaliações
- Mobrey: Boiler Water Level ControlsDocumento12 páginasMobrey: Boiler Water Level ControlsMurrali Raj JeyagapalAinda não há avaliações
- Automatic Transfer Switch ManualDocumento20 páginasAutomatic Transfer Switch ManualSandra Maribel Euceda MaradiagaAinda não há avaliações
- Soft-Starter Arrancador Suave Soft-Starter Sanftanlaufgeräts Démarreur Progressif Avviatori StaticiDocumento46 páginasSoft-Starter Arrancador Suave Soft-Starter Sanftanlaufgeräts Démarreur Progressif Avviatori StaticiMaykon BragaAinda não há avaliações
- Users Guide Manual WelderDocumento8 páginasUsers Guide Manual WelderALFREDO TEXACAAinda não há avaliações
- BCI164BDocumento8 páginasBCI164B3efooAinda não há avaliações
- 50SDMS01Documento11 páginas50SDMS01amazonia1954Ainda não há avaliações
- BCI162E - Technical Data SheetDocumento8 páginasBCI162E - Technical Data SheetroozbehxoxAinda não há avaliações
- Sigurante Ultrarapide SIEMENS - TehnicDocumento90 páginasSigurante Ultrarapide SIEMENS - TehnicHapa MaricicaAinda não há avaliações
- RMS 2V75 - Metrosil Resistor ModuleDocumento8 páginasRMS 2V75 - Metrosil Resistor Modulelbk50Ainda não há avaliações
- BCI164CDocumento8 páginasBCI164C3efooAinda não há avaliações
- Stamford HCI634GDocumento8 páginasStamford HCI634GsivakumarAinda não há avaliações
- Coil-Lock ... Hold-in-Device: From Power Quality Solutions IncDocumento2 páginasCoil-Lock ... Hold-in-Device: From Power Quality Solutions IncvelizarkoAinda não há avaliações
- HVSI804S WDG 83Documento6 páginasHVSI804S WDG 83stefan998877Ainda não há avaliações
- User Manual for TIG200A and TIG V-250A Welding MachinesDocumento14 páginasUser Manual for TIG200A and TIG V-250A Welding Machinesjeffradford9138Ainda não há avaliações
- Model 2300 Vibration Transmitter SpecsDocumento4 páginasModel 2300 Vibration Transmitter SpecsSrikala VenkatesanAinda não há avaliações
- BCI184FDocumento8 páginasBCI184F3efooAinda não há avaliações
- ZX0 Gas-Insulated Medium Voltage SwitchgearDocumento9 páginasZX0 Gas-Insulated Medium Voltage SwitchgearSai KiranAinda não há avaliações
- Sharp Lc20b8usDocumento128 páginasSharp Lc20b8ussaul64Ainda não há avaliações
- BS88 Bussman Fuse Links Zs To 800ADocumento1 páginaBS88 Bussman Fuse Links Zs To 800Arobpeter2425Ainda não há avaliações
- Tuburi Radiante Ambirad Vs Carte TehnicaDocumento56 páginasTuburi Radiante Ambirad Vs Carte TehnicaSuciu MariusAinda não há avaliações
- Pressure Switch Series 200Documento4 páginasPressure Switch Series 200amitdharmapurikar100% (1)
- Wiring Diagram Magnetic Particles InspecionDocumento7 páginasWiring Diagram Magnetic Particles InspecionAlan GodoyAinda não há avaliações
- BallastDocumento9 páginasBallastHenry PalAinda não há avaliações
- Eaton MEM Circuit Protection & Control Switch & Fusegear TechnicalDocumento76 páginasEaton MEM Circuit Protection & Control Switch & Fusegear Technicalbluemini9Ainda não há avaliações
- Idealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingDocumento4 páginasIdealarc DC-600: Rugged Multi-Process Power For Industrial ManufacturingmoorthysanmukamAinda não há avaliações
- IEC Contactors Bulletin 100 guideDocumento78 páginasIEC Contactors Bulletin 100 guideTomás PachecoAinda não há avaliações
- 9 - 3RH, 3TH Contactor Realys PDFDocumento6 páginas9 - 3RH, 3TH Contactor Realys PDFsaina124796010Ainda não há avaliações
- Raychem Terminations For GIS and TransformerDocumento1 páginaRaychem Terminations For GIS and Transformerrasheed313Ainda não há avaliações
- Air Cadet Pumps ManualDocumento12 páginasAir Cadet Pumps ManualEdgar Campusano SanchezAinda não há avaliações
- HVAC+Valves+and+Actuators+Catalogue+07 2011Documento64 páginasHVAC+Valves+and+Actuators+Catalogue+07 2011Jafar JalladAinda não há avaliações
- Catalog RelayDocumento3 páginasCatalog RelayDicky Zulfikhar SaniAinda não há avaliações
- m9 SeriesDocumento20 páginasm9 SeriesAriel HidalgoAinda não há avaliações
- Cooper Nature: Air-Insulated Metal-Clad Enclosed Switchgear Fitted With VN3, VD4 Withdrawable Vacuum Circuit BreakerDocumento32 páginasCooper Nature: Air-Insulated Metal-Clad Enclosed Switchgear Fitted With VN3, VD4 Withdrawable Vacuum Circuit BreakerMahyar Mashayekhi50% (2)
- Sicop Bimetal OL Relay Type 3UA5-6 3UC5-6Documento14 páginasSicop Bimetal OL Relay Type 3UA5-6 3UC5-6erkamlakar2234Ainda não há avaliações
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesAinda não há avaliações
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsNo EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsNota: 3 de 5 estrelas3/5 (2)
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsNo Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsNota: 4 de 5 estrelas4/5 (1)
- 17 Quarter 1 Module 17-ANAEROBICDocumento20 páginas17 Quarter 1 Module 17-ANAEROBICMah Jane DivinaAinda não há avaliações
- HVAC Control ModuleDocumento2 páginasHVAC Control ModuleData TécnicaAinda não há avaliações
- ASTM Liquid-in-Glass Thermometers: Standard Specification ForDocumento64 páginasASTM Liquid-in-Glass Thermometers: Standard Specification ForAnonh AdikoAinda não há avaliações
- Practice Test Answer Sheets AnswersDocumento85 páginasPractice Test Answer Sheets AnswersDon't Make Me AngryAinda não há avaliações
- Doctors Qualifications ExplainedDocumento2 páginasDoctors Qualifications ExplainedKaushika KalaiAinda não há avaliações
- Diversity QuotasDocumento7 páginasDiversity Quotasapi-609564626Ainda não há avaliações
- Schools Division of Roxas CityDocumento4 páginasSchools Division of Roxas CityHuge Propalde EstolanoAinda não há avaliações
- Understanding Themes Worksheet CN 1-20Documento2 páginasUnderstanding Themes Worksheet CN 1-20Sean DarvinAinda não há avaliações
- Sisal FiberDocumento20 páginasSisal FiberFahad juttAinda não há avaliações
- NMND - Sustainable Food Centre Thesis Crit 4Documento67 páginasNMND - Sustainable Food Centre Thesis Crit 4Nik Ahmad Munawwar Nik DinAinda não há avaliações
- KeirseyDocumento28 páginasKeirseyapi-525703700Ainda não há avaliações
- Civil Engineering Final Year Projects Topic List - HTMLDocumento4 páginasCivil Engineering Final Year Projects Topic List - HTMLJohn Meverick E EdralinAinda não há avaliações
- A Safety Alert Maintenance 1 IADCDocumento10 páginasA Safety Alert Maintenance 1 IADCVeeramuthu SundararajuAinda não há avaliações
- Nurse Resume Masters Degree TemplateDocumento2 páginasNurse Resume Masters Degree TemplatehenryodomAinda não há avaliações
- Jurnal 10Documento11 páginasJurnal 10Atika DelianaAinda não há avaliações
- Sahara ModularDocumento12 páginasSahara ModularDonnarose DiBenedettoAinda não há avaliações
- UW CornDevGuideDocumento72 páginasUW CornDevGuideMurad NəsirliAinda não há avaliações
- Pride and Prejudice ScriptDocumento25 páginasPride and Prejudice ScriptLaura JaszczAinda não há avaliações
- Prathamesh 9 TH DDocumento20 páginasPrathamesh 9 TH Dnikita londhe100% (1)
- Abound Safety and Installation ManualDocumento10 páginasAbound Safety and Installation ManualAniruddh Gupta100% (1)
- American Institute of Timber Construction: AITC 405-2005Documento8 páginasAmerican Institute of Timber Construction: AITC 405-2005jerchiAinda não há avaliações
- ODI AmE L1 ExtraGrammarWkshtDocumento30 páginasODI AmE L1 ExtraGrammarWkshtJuan Carlos FlorezAinda não há avaliações
- Benefits of HobbiesDocumento6 páginasBenefits of HobbiesAdam YapAinda não há avaliações
- Hydro TestDocumento35 páginasHydro TestSumedh SinghAinda não há avaliações
- Aafreen Project Report SIPDocumento19 páginasAafreen Project Report SIPshubham moonAinda não há avaliações
- Nadilla Choerunnisa 2B S.KepDocumento3 páginasNadilla Choerunnisa 2B S.KepNadilla ChoerunnisaAinda não há avaliações
- Myth of Population Control: Family, Caste and Class in An Indian VillageDocumento2 páginasMyth of Population Control: Family, Caste and Class in An Indian VillageSaurabh MisalAinda não há avaliações
- Holistic NursingDocumento7 páginasHolistic NursingSharmila Laxman DakeAinda não há avaliações
- IATA 04th Edition Cabin Operations Safety Best Practices GuideDocumento260 páginasIATA 04th Edition Cabin Operations Safety Best Practices GuideMakoto Ito100% (1)
- DNV Publication ListDocumento14 páginasDNV Publication ListmohammadazraiAinda não há avaliações