Você também pode gostar
- Sistema Avançado de Programação da Produção com Capacidade FinitaDocumento16 páginasSistema Avançado de Programação da Produção com Capacidade FinitaMartin GarciaAinda não há avaliações
- APS-Planejamento Avançado de Produção - ArtigoDocumento8 páginasAPS-Planejamento Avançado de Produção - ArtigoClayton MouraAinda não há avaliações
- Introdução de ferramentas APS nos sistemas PPCPDocumento8 páginasIntrodução de ferramentas APS nos sistemas PPCPGiovana GrissoliaAinda não há avaliações
- Aps (Advanced Planning & Scheduling) - A Utilização Do Sistema de Capacidade Finita Como Diferencial CompetitivosDocumento24 páginasAps (Advanced Planning & Scheduling) - A Utilização Do Sistema de Capacidade Finita Como Diferencial CompetitivosCleber Pizzatto DallegraveAinda não há avaliações
- Implantação do Sistema CAPP na MAHLEDocumento52 páginasImplantação do Sistema CAPP na MAHLERenata BarbosaAinda não há avaliações
- MRP IiDocumento11 páginasMRP IiLevi CésarAinda não há avaliações
- MRP IiDocumento17 páginasMRP IiLudimila UchôaAinda não há avaliações
- PCP II - Teoria B - Erp MRP MRP IIDocumento4 páginasPCP II - Teoria B - Erp MRP MRP IIturistacgAinda não há avaliações
- Enegep2002 tr14 0753Documento8 páginasEnegep2002 tr14 0753Gus TavoAinda não há avaliações
- Sistema ERP: Integração de Processos EmpresariaisDocumento14 páginasSistema ERP: Integração de Processos EmpresariaisFabricia Carla Morais0% (1)
- MRP II: As vantagens de sua utilizaçãoDocumento22 páginasMRP II: As vantagens de sua utilizaçãoDaniela LouraçoAinda não há avaliações
- Planejamento da produção de panificadora usando modelo matemáticoDocumento25 páginasPlanejamento da produção de panificadora usando modelo matemáticoFernanda ManicaAinda não há avaliações
- Importância ERP e-businessDocumento20 páginasImportância ERP e-businesselokuraAinda não há avaliações
- TN Sto 290 1634 37940Documento15 páginasTN Sto 290 1634 37940IsaiasAinda não há avaliações
- Apostila ERPDocumento89 páginasApostila ERPArione GuedesAinda não há avaliações
- Planejamento e Controle da Produção em Sistemas Sob EncomendaDocumento3 páginasPlanejamento e Controle da Produção em Sistemas Sob EncomendaGabriela ArnaudAinda não há avaliações
- Bataglia e PintoDocumento14 páginasBataglia e PintoAyala BragaAinda não há avaliações
- Implantação de Laboratório de Automação em Pato BrancoDocumento8 páginasImplantação de Laboratório de Automação em Pato BrancoengbacarinAinda não há avaliações
- Fatores críticos ERP infraestrutura viáriaDocumento18 páginasFatores críticos ERP infraestrutura viárialucianeAinda não há avaliações
- PPC Funções Planeamento ControloDocumento13 páginasPPC Funções Planeamento ControloPaulo Jorge OliveiraAinda não há avaliações
- Logística, suprimentos, embalagens e métodos em supply chainDocumento104 páginasLogística, suprimentos, embalagens e métodos em supply chainjairoAinda não há avaliações
- Atividade Administração Da ProduçãoDocumento3 páginasAtividade Administração Da ProduçãoRogerio PortelaAinda não há avaliações
- 1493 4393 1 PBDocumento11 páginas1493 4393 1 PBTaty_9606Ainda não há avaliações
- Projeto de Pesquisa USP EESCDocumento12 páginasProjeto de Pesquisa USP EESCHugo MiyataAinda não há avaliações
- Implantação e Manutenção Do Sistema MRP IIDocumento54 páginasImplantação e Manutenção Do Sistema MRP IIdaniel_lecuona100% (1)
- Programação BasicaDocumento14 páginasProgramação BasicaPedro Henrique Pontes OliveiraAinda não há avaliações
- Trabalho PPCPDocumento5 páginasTrabalho PPCPOtavio LacerdaAinda não há avaliações
- Planejamento Fino e Controle Da ProduçãoDocumento7 páginasPlanejamento Fino e Controle Da ProduçãoJéssica ChavesAinda não há avaliações
- Logística e gestão de materiaisDocumento41 páginasLogística e gestão de materiaisGuilherme Henrique Souza da SilvaAinda não há avaliações
- Gestão de riscos na implantação de ERPDocumento12 páginasGestão de riscos na implantação de ERPAntonio Carlos Da SilvaAinda não há avaliações
- Planejamento e Controle da Produção com MRP e MRP IIDocumento47 páginasPlanejamento e Controle da Produção com MRP e MRP IIErivelton Antonio Dos SantosAinda não há avaliações
- Implementação ERP indústria farmacêuticaDocumento17 páginasImplementação ERP indústria farmacêuticaGeovana Pires Araujo LimaAinda não há avaliações
- Integração Entre Sistemas Scada, Mes e ErpDocumento8 páginasIntegração Entre Sistemas Scada, Mes e ErpMateus S GalvãoAinda não há avaliações
- Proposta de implantação do MRP para controle da produçãoDocumento15 páginasProposta de implantação do MRP para controle da produçãoThiago Ladeira100% (1)
- Planejamento e Controle de Produção ApostilaDocumento27 páginasPlanejamento e Controle de Produção ApostilaEMANUELLE DE PAULA SOUSAAinda não há avaliações
- Sistemas MRP e MRP II para gestão de produçãoDocumento8 páginasSistemas MRP e MRP II para gestão de produçãoLays AzevedoAinda não há avaliações
- Erp - Enterprise Resource PlanningDocumento26 páginasErp - Enterprise Resource PlanningFernando Cavaretti HieneAinda não há avaliações
- Hierarquização de sistemas ERP para empresa de automóveis usando AHPDocumento17 páginasHierarquização de sistemas ERP para empresa de automóveis usando AHPThalita AlvesAinda não há avaliações
- Estruturação Das ÁreasDocumento13 páginasEstruturação Das ÁreasThiago Oliveira LimaAinda não há avaliações
- Siglas e conceitos de gestão empresarialDocumento9 páginasSiglas e conceitos de gestão empresarialLaura KnollAinda não há avaliações
- Sistemas MRP e MRP II para gestão da produção industrialDocumento18 páginasSistemas MRP e MRP II para gestão da produção industrialJuliano Antonio BortolomediAinda não há avaliações
- MRPDocumento2 páginasMRPThaís MonteiroAinda não há avaliações
- Sistema de Informação e Administração FinanceiraDocumento17 páginasSistema de Informação e Administração FinanceiraPaulo EduardoAinda não há avaliações
- Softwares de Sequenciamento Da Produção Análise e ConsideraçõesDocumento22 páginasSoftwares de Sequenciamento Da Produção Análise e ConsideraçõesEsdm ZaqAinda não há avaliações
- Godinho Filho e Fernandes 2002Documento8 páginasGodinho Filho e Fernandes 2002Rodrigo RamosAinda não há avaliações
- Diferenças entre MRP, JIT e ERP na administração de materiaisDocumento71 páginasDiferenças entre MRP, JIT e ERP na administração de materiaisBernardo LucenaAinda não há avaliações
- IMME8 DDocumento79 páginasIMME8 DJoao Pedro Soares De MoraesAinda não há avaliações
- Trabalho PPCPDocumento7 páginasTrabalho PPCPDione CostaAinda não há avaliações
- PCP e sistemas produtivos na UNIVALIDocumento12 páginasPCP e sistemas produtivos na UNIVALIAlex WiedthauperAinda não há avaliações
- Características e custos de sistemas ERPDocumento12 páginasCaracterísticas e custos de sistemas ERPTufoMunizAinda não há avaliações
- Sistema Gestão IntegradaDocumento4 páginasSistema Gestão Integrada30PORTUGALAinda não há avaliações
- PaperlegoDocumento8 páginasPaperlegoFernanda FerreiraAinda não há avaliações
- Enegep2003 TR0103 0528Documento8 páginasEnegep2003 TR0103 0528Willian CCAinda não há avaliações
- Implementação de Um Modelo de PCP - Amaral - Fuchigami - 2020Documento16 páginasImplementação de Um Modelo de PCP - Amaral - Fuchigami - 2020Tammy AguiarAinda não há avaliações
- SAP e TPM na Gestão da ProduçãoDocumento12 páginasSAP e TPM na Gestão da ProduçãoPCM - userAinda não há avaliações
- Ciclo de Vida de Sistemas Erp: ResumoDocumento12 páginasCiclo de Vida de Sistemas Erp: ResumoMaria Paula ForasteiroAinda não há avaliações
- Resumo MRPDocumento14 páginasResumo MRPmarciomerconAinda não há avaliações
- Condomínio de Veraneio Sustentável Na Armação Dos Búzios: ResumoDocumento23 páginasCondomínio de Veraneio Sustentável Na Armação Dos Búzios: ResumoRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Modelo de Excelencia em GestaoDocumento16 páginasXX Enangrad-Modelo de Excelencia em GestaoRoberto LaurentinoAinda não há avaliações
- A Trajetória Da Gestão Dos Recursos Hídricos No Brasil: Panorama Geral Dos Estados BrasileirosDocumento12 páginasA Trajetória Da Gestão Dos Recursos Hídricos No Brasil: Panorama Geral Dos Estados BrasileirosRoberto LaurentinoAinda não há avaliações
- Um Estudo Acerca Dos Procedimentos E Práticas Das Madeireiras Na Aquisição de Madeira Legal Destinadas À Construção CivilDocumento18 páginasUm Estudo Acerca Dos Procedimentos E Práticas Das Madeireiras Na Aquisição de Madeira Legal Destinadas À Construção CivilRoberto LaurentinoAinda não há avaliações
- Análise qualidade serviços cooperativaDocumento16 páginasAnálise qualidade serviços cooperativaRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Ambientacao de Loja de Varejo de Auto-ServicoDocumento18 páginasXX Enangrad-Ambientacao de Loja de Varejo de Auto-ServicoRoberto LaurentinoAinda não há avaliações
- Comportamento de clientes de instituições financeiras antes e depois de fusãoDocumento17 páginasComportamento de clientes de instituições financeiras antes e depois de fusãoRoberto LaurentinoAinda não há avaliações
- Estratégias Ambientais E Governança Ambiental Do Clima: Carbon Disclosure Project/BrasilDocumento18 páginasEstratégias Ambientais E Governança Ambiental Do Clima: Carbon Disclosure Project/BrasilRoberto LaurentinoAinda não há avaliações
- Cneg 04Documento21 páginasCneg 04haroldo_smAinda não há avaliações
- Qualidade em serviços de IESDocumento16 páginasQualidade em serviços de IESRoberto LaurentinoAinda não há avaliações
- XX Enangrad-A Importancia Da Visita Do Propagandista Da Industria FarmaceuticaDocumento17 páginasXX Enangrad-A Importancia Da Visita Do Propagandista Da Industria FarmaceuticaRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Qualidade Nos Servicos Prestados Uma AplicacaoDocumento15 páginasXX Enangrad-Qualidade Nos Servicos Prestados Uma AplicacaoRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Comunicacao Ambiental Das Ies Do Sistema AcafeDocumento16 páginasXX Enangrad-Comunicacao Ambiental Das Ies Do Sistema AcafeRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Estrategia de Interacao de Uma Entidade FilantropicaDocumento15 páginasXX Enangrad-Estrategia de Interacao de Uma Entidade FilantropicaRoberto LaurentinoAinda não há avaliações
- A gestão da qualidade em granjas de frangoDocumento14 páginasA gestão da qualidade em granjas de frangoRoberto LaurentinoAinda não há avaliações
- Análise da implantação do Programa Bem Receber em meios de hospedagem de Foz do IguaçuDocumento18 páginasAnálise da implantação do Programa Bem Receber em meios de hospedagem de Foz do IguaçuRoberto LaurentinoAinda não há avaliações
- Logística reversa de pneus inservíveis: localização de pontos de coletaDocumento18 páginasLogística reversa de pneus inservíveis: localização de pontos de coletaRoberto LaurentinoAinda não há avaliações
- Ensino PBL Administração ProduçãoDocumento15 páginasEnsino PBL Administração ProduçãoRoberto LaurentinoAinda não há avaliações
- Ganhos tangíveis e intangíveis da produção enxutaDocumento17 páginasGanhos tangíveis e intangíveis da produção enxutaRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Os Processos de Producao Mais LimpaDocumento17 páginasXX Enangrad-Os Processos de Producao Mais LimpaRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Integracao Entre o Balanced ScorecardDocumento18 páginasXX Enangrad-Integracao Entre o Balanced ScorecardRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Matlab Como Ferramenta de AnaliseDocumento15 páginasXX Enangrad-Matlab Como Ferramenta de AnaliseRoberto LaurentinoAinda não há avaliações
- XX Enangrad-A Influencia Da Logistica No Marketing de RelacionamentoDocumento13 páginasXX Enangrad-A Influencia Da Logistica No Marketing de RelacionamentoRoberto LaurentinoAinda não há avaliações
- XX Enangrad-A Utilizacao Do System DynamicsDocumento16 páginasXX Enangrad-A Utilizacao Do System DynamicsRoberto LaurentinoAinda não há avaliações
- XX Enangrad-O Ensino Da Logistica Na PrimeiraDocumento13 páginasXX Enangrad-O Ensino Da Logistica Na PrimeiraRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Gestao Ambiental EmpresarialDocumento13 páginasXX Enangrad-Gestao Ambiental EmpresarialRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Analise de Uma Agencia de Tecnologia AtravesDocumento17 páginasXX Enangrad-Analise de Uma Agencia de Tecnologia AtravesRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Reputacao Como Fonte de Vantagem Competitiva UmaDocumento16 páginasXX Enangrad-Reputacao Como Fonte de Vantagem Competitiva UmaRoberto LaurentinoAinda não há avaliações
- XX Enangrad-Uma Visao Estrategica Sobre Uma PropriedadeDocumento18 páginasXX Enangrad-Uma Visao Estrategica Sobre Uma PropriedadeRoberto LaurentinoAinda não há avaliações
- Colhedora de Forragens PECUS-9004 II Catálogo de PeçasDocumento16 páginasColhedora de Forragens PECUS-9004 II Catálogo de PeçasThiago Fredy100% (2)
- UntitledDocumento402 páginasUntitledJoão HenriqueAinda não há avaliações
- Manual TUNE-UPDocumento13 páginasManual TUNE-UPfmatukAinda não há avaliações
- E Book +Dropshipping+Ale m+Do+Facebook+AdsDocumento178 páginasE Book +Dropshipping+Ale m+Do+Facebook+AdsRaphael MurilloAinda não há avaliações
- WS Upload ArquivosDocumento19 páginasWS Upload ArquivosRicardo FacincaniAinda não há avaliações
- CLP: Controle Lógico ProgramávelDocumento38 páginasCLP: Controle Lógico ProgramávelThiago aquino peixotoAinda não há avaliações
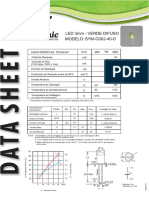
- Led VerdeDocumento1 páginaLed VerdeLéo S. MonteAinda não há avaliações
- Rpa ml1Documento41 páginasRpa ml1ticAinda não há avaliações
- Gestão de manutenção, equipamentos, ordens de serviço e planos de manutençãoDocumento6 páginasGestão de manutenção, equipamentos, ordens de serviço e planos de manutençãoBerg Santos SilvaAinda não há avaliações
- Logica de ProgramacaoDocumento266 páginasLogica de Programacaorobnilsonm1367% (6)
- oMuRVGjoQeeLkVRo6CHnnA UXC1M1L1R4ATTACHMENT PORDocumento2 páginasoMuRVGjoQeeLkVRo6CHnnA UXC1M1L1R4ATTACHMENT PORRaquel Santana100% (1)
- Lista 7 - VetoresDocumento3 páginasLista 7 - Vetoresleticia3moAinda não há avaliações
- Playhub APIsDocumento3 páginasPlayhub APIsAlexandre KreislerAinda não há avaliações
- Linguagens de impressoras ZebraDocumento10 páginasLinguagens de impressoras ZebraIsla CastroAinda não há avaliações
- Processo de Tomada de DecisãoDocumento101 páginasProcesso de Tomada de DecisãoRodolfo Rodrigues Pereira FilhoAinda não há avaliações
- Avaliação de Perfil Técnico de IT JúniorDocumento4 páginasAvaliação de Perfil Técnico de IT JúniorMathe Ab MequeAinda não há avaliações
- Produtos proibidos no Magalu MarketplaceDocumento4 páginasProdutos proibidos no Magalu MarketplaceDaniel Jorge Da SilvaAinda não há avaliações
- Montagem de Um Conector Tipo Latch Cabo FlatDocumento8 páginasMontagem de Um Conector Tipo Latch Cabo FlatFabiano PaiakanAinda não há avaliações
- SM-A325M RR Emb BR Rev.1.3Documento124 páginasSM-A325M RR Emb BR Rev.1.3fgalvani70Ainda não há avaliações
- Manual de Redação Do IfroDocumento138 páginasManual de Redação Do IfroNat TajAinda não há avaliações
- Oficio #41/2021 Prograd UfalDocumento2 páginasOficio #41/2021 Prograd UfalMateus AlvesAinda não há avaliações
- PAP Sistema Web Gestão ClientesDocumento27 páginasPAP Sistema Web Gestão ClientesAlexandre LourençoAinda não há avaliações
- Portal Vapt Vupt - AgendamentoDocumento1 páginaPortal Vapt Vupt - AgendamentoKarol AlbuquerqueAinda não há avaliações
- Reconfiguração Fonte Eltek REV BDocumento19 páginasReconfiguração Fonte Eltek REV BANTONIO EDNOAinda não há avaliações
- Catalogo Goodwe C&I SolutionsDocumento36 páginasCatalogo Goodwe C&I SolutionsRenanAinda não há avaliações
- Circular CGJ N. 300-2022Documento7 páginasCircular CGJ N. 300-2022J. A. RechAinda não há avaliações
- Manual Home-TheaterDocumento48 páginasManual Home-TheaterjeffersantosAinda não há avaliações
- Criando Aplicativo Java WebDocumento69 páginasCriando Aplicativo Java WebGeraldo Lessa LessaAinda não há avaliações
- 2024-02-18 Pref Santo André - Engenheiro de Segurança Do Trabalho (Prova) VUNESPDocumento20 páginas2024-02-18 Pref Santo André - Engenheiro de Segurança Do Trabalho (Prova) VUNESPkarolinevianna1Ainda não há avaliações
- Euronics PortugalDocumento1 páginaEuronics PortugalAdriana DantasAinda não há avaliações