Você também pode gostar
- ASTM D5030 TraducidaDocumento13 páginasASTM D5030 TraducidaGustavo Bances Herrera0% (2)
- Manual de Procesos Bolsas de Alta y Baja Densidad PolietilenoDocumento26 páginasManual de Procesos Bolsas de Alta y Baja Densidad PolietilenoIng. Gerardo Israel SY100% (1)
- Marbach Consumibles, Materiales, Herramientas y Máquinas ManualesDocumento44 páginasMarbach Consumibles, Materiales, Herramientas y Máquinas ManualesJorge PinazoAinda não há avaliações
- Pala CargadoraDocumento24 páginasPala CargadoraYe Ph0% (1)
- Heidelberg CD - 102Documento26 páginasHeidelberg CD - 102Elvin Leonardo Encarnacion PeraltaAinda não há avaliações
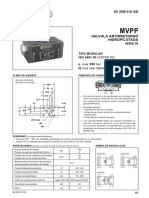
- Válvula antirretorno hidropilota MVPP Serie 50Documento2 páginasVálvula antirretorno hidropilota MVPP Serie 50arsa1aAinda não há avaliações
- Tipos de Remaches, Como RemacharDocumento19 páginasTipos de Remaches, Como RemacharHugo Alfredo Ordóñez Chocano78% (9)
- Suprasetter 75 105 EsDocumento95 páginasSuprasetter 75 105 EsAdalberto Ticona100% (1)
- Manual Tecnopet - 2000S - n11Documento125 páginasManual Tecnopet - 2000S - n11William Herrera100% (1)
- Manual Maquina Polar PDFDocumento232 páginasManual Maquina Polar PDFjaneteabrao89% (27)
- Matriz de Planificacion de Cambios Del SGI - SoftwareDocumento1 páginaMatriz de Planificacion de Cambios Del SGI - SoftwareMile Sanabria40% (5)
- Instrucciones de Servicio: Alzadora 1571Documento108 páginasInstrucciones de Servicio: Alzadora 1571Carlos Moreno100% (2)
- Instrucciones de servicio Sistema Asir 4802.0006Documento105 páginasInstrucciones de servicio Sistema Asir 4802.0006Luis33% (3)
- Freno de EstacionamientoDocumento2 páginasFreno de Estacionamientooskar100% (3)
- PrimeBlade BrochureDocumento5 páginasPrimeBlade BrochureRocio RodriguezAinda não há avaliações
- Heidelberg Gto 52 5 PDocumento1 páginaHeidelberg Gto 52 5 PAnonymous v6jRtl100% (1)
- Manual CP2000 - en EspañolDocumento27 páginasManual CP2000 - en EspañolVillarreal Rosas100% (1)
- Manual Del Usuario 115 Cut-Tec B029 EDocumento178 páginasManual Del Usuario 115 Cut-Tec B029 EJuan Caceres100% (1)
- La AlzadoraDocumento32 páginasLa AlzadoraRoss RoblesAinda não há avaliações
- FESTO Manual - 2013 - ES PDFDocumento178 páginasFESTO Manual - 2013 - ES PDFCamilo Cortés RiveraAinda não há avaliações
- Toyo toyoTOYO-VF61 PDFDocumento34 páginasToyo toyoTOYO-VF61 PDFLuis Alejandro Moreno SuarezAinda não há avaliações
- DC EC 6 01-1 Perfiles de CargoDocumento35 páginasDC EC 6 01-1 Perfiles de CargoSeba Prado AgurtoAinda não há avaliações
- PRé Schaller Polar SpanDocumento27 páginasPRé Schaller Polar SpanJavier Martinez Cañal100% (1)
- 10 Pasos para Crear Un Plan de Mantenimiento PreventivoDocumento7 páginas10 Pasos para Crear Un Plan de Mantenimiento Preventivooscar cauichAinda não há avaliações
- MILWAUKEE MILWAUKEE Compresores de Tornillo airePDFDocumento6 páginasMILWAUKEE MILWAUKEE Compresores de Tornillo airePDFRafael Hernandez AcompaAinda não há avaliações
- Qdoc - Tips ABC SP Espaol05000734550101Documento153 páginasQdoc - Tips ABC SP Espaol05000734550101Wilber AlvarezAinda não há avaliações
- Impresora Marke Imaje 5800 User 10051957AA ESDocumento166 páginasImpresora Marke Imaje 5800 User 10051957AA ESSoluciones De la rosaAinda não há avaliações
- Informe Guillotina Polar 115Documento2 páginasInforme Guillotina Polar 115CarlosD145Ainda não há avaliações
- Guillotinas X XTDocumento8 páginasGuillotinas X XTCarlos RuizAinda não há avaliações
- PrefacioDocumento1.242 páginasPrefacioVillarreal Rosas100% (2)
- Suprasetter EsDocumento18 páginasSuprasetter EsHoracio BernadouAinda não há avaliações
- FRDM51489001000000000Documento52 páginasFRDM51489001000000000Carlos Roberto Vado Rodriguez100% (1)
- El Corte en La Practica PDFDocumento24 páginasEl Corte en La Practica PDFPetter PirloAinda não há avaliações
- GergekDocumento14 páginasGergekSoluciones AcademicasAinda não há avaliações
- Instrucciones de Uso: Müller Martini Buchbinde-Systeme AGDocumento60 páginasInstrucciones de Uso: Müller Martini Buchbinde-Systeme AGCarlos MorenoAinda não há avaliações
- Cambio de Cuchilla Guillotina Polar 76 EM - PortalGraf, Artes GráficasDocumento2 páginasCambio de Cuchilla Guillotina Polar 76 EM - PortalGraf, Artes GráficasasdafAinda não há avaliações
- Eje eléctrico 3804 instrucciones servicioDocumento112 páginasEje eléctrico 3804 instrucciones servicioCarlos MorenoAinda não há avaliações
- Heidelberg CX ManualDocumento24 páginasHeidelberg CX ManualKaren ItzelAinda não há avaliações
- BobstDocumento25 páginasBobstPedro Perez La RosaAinda não há avaliações
- Instrucciones de Servicio: Müller Martini Buchbinde-Systeme AGDocumento124 páginasInstrucciones de Servicio: Müller Martini Buchbinde-Systeme AGCarlos MorenoAinda não há avaliações
- Preset Plus AnlegerDocumento4 páginasPreset Plus AnlegerAnsel MayerAinda não há avaliações
- EFI VUTEk Best Practice Ink Purging Printing TipsDocumento2 páginasEFI VUTEk Best Practice Ink Purging Printing TipswilhotAinda não há avaliações
- SM 52Documento26 páginasSM 52Klever P AriasAinda não há avaliações
- Plan de Mantenimiento IMPRETICS 2022 v1Documento51 páginasPlan de Mantenimiento IMPRETICS 2022 v1Henry Antonio PalominoAinda não há avaliações
- Mantenimiento AnualDocumento5 páginasMantenimiento AnualOscar Elexpe BastidaAinda não há avaliações
- Plecamer. Refacciones y Consumibles Suajado v12 PDFDocumento18 páginasPlecamer. Refacciones y Consumibles Suajado v12 PDFjoseraul hernandezespinosaAinda não há avaliações
- Maquina Barnizadora-Lenox-Cortadora 1 y 3Documento5 páginasMaquina Barnizadora-Lenox-Cortadora 1 y 3Uriel Sánchez AlmarazAinda não há avaliações
- Cambio de CuchillaDocumento86 páginasCambio de CuchillaMario Luis Pillco Trino100% (1)
- Manual e Instrucciones Mecanicas de Tunel EnfriamientoDocumento42 páginasManual e Instrucciones Mecanicas de Tunel EnfriamientoRonald BarriosAinda não há avaliações
- FeedersDocumento25 páginasFeedersJorge Hanibal CruzAinda não há avaliações
- Tecnología de Impresión OffsetDocumento80 páginasTecnología de Impresión OffsetmarcopezAinda não há avaliações
- Manual System 5000Documento2 páginasManual System 5000Abel Choquisaca100% (3)
- SpeedmasterDocumento620 páginasSpeedmasterbad bihAinda não há avaliações
- Manual de MantenimientoDocumento72 páginasManual de MantenimientoSanches Maurito75% (4)
- Datos Técnicos Heidelberg CX75-5+L-XDocumento214 páginasDatos Técnicos Heidelberg CX75-5+L-XJuan Pablo GuerreroAinda não há avaliações
- TR - Spanish Encoders PDFDocumento41 páginasTR - Spanish Encoders PDFJuan Jonathan Hernandez ArellanoAinda não há avaliações
- Imaje Gama S8 Manual Del Usuario PDFDocumento34 páginasImaje Gama S8 Manual Del Usuario PDFCristian Enrique JMAinda não há avaliações
- A20512Documento90 páginasA20512Rafael Emilio Demorizi RodriguezAinda não há avaliações
- Erhart+Leimer by Gustavo TorresDocumento33 páginasErhart+Leimer by Gustavo TorresEric MosvelAinda não há avaliações
- Robopac en EsDocumento9 páginasRobopac en EsJEFFERSON JONATHAN RUIZ ESPINOZAAinda não há avaliações
- Rx2 Sd160 EspañolDocumento4 páginasRx2 Sd160 EspañolAleksandr Fernandez100% (1)
- PXR-D UserManual SpanishDocumento362 páginasPXR-D UserManual SpanishDylan Gael MorilloAinda não há avaliações
- Encuadernadora-Bq-260 en EsDocumento93 páginasEncuadernadora-Bq-260 en EsAlvaro Sanchez100% (1)
- Preparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109No EverandPreparación y regulación de los sistemas de alimentación en máquinas de impresión offset. ARGI0109Ainda não há avaliações
- Ati EnsayoDocumento9 páginasAti EnsayoJesus RamirezAinda não há avaliações
- Act 6 10 Pasos para Realizar El Mantenimiento PreventivoDocumento8 páginasAct 6 10 Pasos para Realizar El Mantenimiento PreventivolizbethAinda não há avaliações
- XTM 200 YumboDocumento73 páginasXTM 200 YumbojuanitocarballoAinda não há avaliações
- Antecedentes InternacionalesDocumento2 páginasAntecedentes Internacionaleswrodriguex2013Ainda não há avaliações
- Philip JohnsonDocumento29 páginasPhilip JohnsonFrankCaAinda não há avaliações
- C18Documento3 páginasC18pankituna5487Ainda não há avaliações
- Tubos HDPDocumento208 páginasTubos HDPAGRICOLA1999Ainda não há avaliações
- Diagnostico de Fallas en Sistemas AutomáticosDocumento16 páginasDiagnostico de Fallas en Sistemas AutomáticosJonathan Garza Briseño100% (1)
- Universidad de Las AmericasDocumento161 páginasUniversidad de Las AmericasPatricio ValenciaAinda não há avaliações
- OEE-85Documento8 páginasOEE-85marena loorAinda não há avaliações
- 8a - Informe de Diagnóstico Productivo Aire Acondicionado y Refrigeracion..Documento8 páginas8a - Informe de Diagnóstico Productivo Aire Acondicionado y Refrigeracion..juanitapbaezAinda não há avaliações
- LP-SSOMA-P11 Preparacion y Respuesta A Emegencias PDFDocumento37 páginasLP-SSOMA-P11 Preparacion y Respuesta A Emegencias PDFABNERAinda não há avaliações
- Ejercicios resueltos de dinámica y oscilacionesDocumento12 páginasEjercicios resueltos de dinámica y oscilacionesNabs0% (1)
- Logística para La Industria VeterinariaDocumento3 páginasLogística para La Industria VeterinariaRevista ÉnfasisAinda não há avaliações
- Metodologia PrismaDocumento10 páginasMetodologia PrismaJosh FysAinda não há avaliações
- Vilchez NMDocumento384 páginasVilchez NMMaria Libet Ribasplata RomeroAinda não há avaliações
- TF Metodos 2022-1Documento23 páginasTF Metodos 2022-1Jefferson CcapaAinda não há avaliações
- Metrados (3) 2222Documento17 páginasMetrados (3) 2222Piero Giovanni Bejarano BravoAinda não há avaliações
- Certificación mantenimiento mecánico Bahía BlancaDocumento3 páginasCertificación mantenimiento mecánico Bahía BlancaAlex Arma del CarpioAinda não há avaliações
- Casos Investigación de OperacionesDocumento3 páginasCasos Investigación de OperacionesHarlan Simonetti JaraAinda não há avaliações
- Mod-I-Pr-005 - Proceso de Zincado ElectroliticoDocumento5 páginasMod-I-Pr-005 - Proceso de Zincado ElectroliticoGianfranco FernandezAinda não há avaliações
- Proceso de Formado - Parte IDocumento69 páginasProceso de Formado - Parte ImoisesAinda não há avaliações
- Organigrama y Descripcion de Las AreasDocumento3 páginasOrganigrama y Descripcion de Las AreasJorge Luis Oliva SanchezAinda não há avaliações
- Apuntes de ExplosivosDocumento66 páginasApuntes de ExplosivosCesar Armando Salinas EspejoAinda não há avaliações
- Presupuestacion de Los CifDocumento2 páginasPresupuestacion de Los CifAlejo StradlinAinda não há avaliações
- Lámpara quirúrgica SURGI-STAR guíaDocumento15 páginasLámpara quirúrgica SURGI-STAR guíaJose Rolando Orellana RodriguezAinda não há avaliações