Você também pode gostar
- Compact Metal Bender Manual PDFDocumento64 páginasCompact Metal Bender Manual PDFarnoldodiel55% (11)
- REM11300 Power Run TreadmillDocumento13 páginasREM11300 Power Run Treadmilltherandall33% (3)
- Total Gym Platium ManualDocumento7 páginasTotal Gym Platium Manualcmpaggie03Ainda não há avaliações
- Hegner Manual PDFDocumento19 páginasHegner Manual PDFOsairManassan0% (3)
- Weider CrossbowDocumento24 páginasWeider CrossbowAmish PatelAinda não há avaliações
- DF Hebb: Industries, IncDocumento25 páginasDF Hebb: Industries, IncRetro SeasonsAinda não há avaliações
- GM OBD II Mode 6Documento14 páginasGM OBD II Mode 6Segundo BucayAinda não há avaliações
- Craftsman 42" Snowblower ManualDocumento28 páginasCraftsman 42" Snowblower ManualtekantAinda não há avaliações
- Longworth Chuck PDFDocumento6 páginasLongworth Chuck PDFBen Gerez100% (2)
- H-DC-0023 (AP) Economy Manual Dishwashing LiquidDocumento1 páginaH-DC-0023 (AP) Economy Manual Dishwashing LiquidShiraz Khan83% (6)
- Manual de Servicio NaviDocumento240 páginasManual de Servicio NaviJavier100% (1)
- Starrett 3814 ManualDocumento15 páginasStarrett 3814 ManualcdokepAinda não há avaliações
- JWTS-10JF Table Saw ManualDocumento28 páginasJWTS-10JF Table Saw Manualjune1962100% (1)
- Buell Ulysses Side+TopcaseDocumento5 páginasBuell Ulysses Side+TopcaseAndré PereiraAinda não há avaliações
- User's Manual: Item# 891340 Electric Pipe Cutting ThreaderDocumento13 páginasUser's Manual: Item# 891340 Electric Pipe Cutting ThreaderRanj Japs0% (1)
- Operation Manual: Tall Frame Hardness TesterDocumento27 páginasOperation Manual: Tall Frame Hardness Testerfco ramirezAinda não há avaliações
- Iron Grip Strength Power Tower ManualDocumento12 páginasIron Grip Strength Power Tower Manualjoe315Ainda não há avaliações
- 12" Slip Roll Instruction Manual: MODEL G7148Documento12 páginas12" Slip Roll Instruction Manual: MODEL G7148Hitsugaya ToushiroAinda não há avaliações
- Illusion ManualDocumento15 páginasIllusion Manualwww.everything4less.comAinda não há avaliações
- Scroll Bender ManualDocumento20 páginasScroll Bender Manualkevineli100% (4)
- Smooth9.17HRO Manual 112805Documento32 páginasSmooth9.17HRO Manual 112805dfjklasdfrvAinda não há avaliações
- Butterfly ManualDocumento16 páginasButterfly Manualwww.everything4less.comAinda não há avaliações
- TheRack® OwnerManualDocumento12 páginasTheRack® OwnerManualAlastair HarrisAinda não há avaliações
- Weslo Cadence 859 Treadmill ManualDocumento16 páginasWeslo Cadence 859 Treadmill ManualazesielAinda não há avaliações
- Rototiller ManualDocumento32 páginasRototiller ManualtmindtAinda não há avaliações
- 052876-005 Patio Awning Installation ManualDocumento8 páginas052876-005 Patio Awning Installation ManualStacy OneillAinda não há avaliações
- Crippen: L e G e N D 1 2 8 8Documento23 páginasCrippen: L e G e N D 1 2 8 8Faeyza shopAinda não há avaliações
- Mini Cement Mixer 1.25 Cu - Ft. Model 91907 PDFDocumento13 páginasMini Cement Mixer 1.25 Cu - Ft. Model 91907 PDFAKA "Tomás de Torquemada"Ainda não há avaliações
- SL - No.04. 4178 - 310Documento2 páginasSL - No.04. 4178 - 310Syed Parveez Alam100% (1)
- Owner'S Manual: January 2016Documento21 páginasOwner'S Manual: January 2016Johan PeñaAinda não há avaliações
- RT3 Straight BladeDocumento34 páginasRT3 Straight Bladecamohunter71Ainda não há avaliações
- CT154 24" Dovetail JigDocumento10 páginasCT154 24" Dovetail JigcesarAinda não há avaliações
- Lifespan TR3000i Treadmill ManualDocumento40 páginasLifespan TR3000i Treadmill ManualatulchhabraAinda não há avaliações
- Rough Country Kit Lift 633XN2Documento8 páginasRough Country Kit Lift 633XN2veabreuAinda não há avaliações
- SkyJacker Dodge D501MK Install ManualDocumento8 páginasSkyJacker Dodge D501MK Install ManuallilfrogerAinda não há avaliações
- Bending BrakeDocumento6 páginasBending BrakenevadablueAinda não há avaliações
- 2010-2011 KodiakDocumento11 páginas2010-2011 KodiakMuhamadAinda não há avaliações
- 320D & 320D L Excavator Hydraulic System SchematicDocumento15 páginas320D & 320D L Excavator Hydraulic System SchematicchanlinAinda não há avaliações
- 1000-Lb. Engine Cradle Owner'S Manual: Item # 148850Documento8 páginas1000-Lb. Engine Cradle Owner'S Manual: Item # 148850Ginger8000Ainda não há avaliações
- Manual LifeSpan TR1200iDocumento48 páginasManual LifeSpan TR1200irogijogi8856Ainda não há avaliações
- Installation - Instruction Instruction - File 47 v1Documento4 páginasInstallation - Instruction Instruction - File 47 v1DavidAinda não há avaliações
- PDFDocumento10 páginasPDFPaul HuaraychiriAinda não há avaliações
- Operation, Parts and Maintenance Manual Model 16-18 Notcher: Proudly Made in The USADocumento8 páginasOperation, Parts and Maintenance Manual Model 16-18 Notcher: Proudly Made in The USAKartik JethwaAinda não há avaliações
- Manual Plotter COLETECHDocumento16 páginasManual Plotter COLETECHJuan Carlos CosmeAinda não há avaliações
- Colibri SampleDocumento26 páginasColibri SampleTothGergoAinda não há avaliações
- Manual OTC Jack TransmisionDocumento3 páginasManual OTC Jack Transmisionlucass1Ainda não há avaliações
- Dolly PlansDocumento22 páginasDolly PlansBelicheAinda não há avaliações
- 8910 Treadmill Rev ADocumento16 páginas8910 Treadmill Rev AAnonymous ijZ3W6JxT9Ainda não há avaliações
- Hydraulic Hitch Crane: Owner'S ManualDocumento12 páginasHydraulic Hitch Crane: Owner'S Manualramses9Ainda não há avaliações
- 93840Documento20 páginas93840lAinda não há avaliações
- DC Iom RetainerlessDocumento2 páginasDC Iom RetainerlessNicolas Alvarez GomezAinda não há avaliações
- Antenna Systems: 2.4m Navigator Offset Antenna Receive Only and Transmit-ReceiveDocumento13 páginasAntenna Systems: 2.4m Navigator Offset Antenna Receive Only and Transmit-ReceiveBenjamin HuaylliriAinda não há avaliações
- Acoples FLOWSERVE - Instalación PDFDocumento12 páginasAcoples FLOWSERVE - Instalación PDFJenny Cecilia Ureña ZuriAinda não há avaliações
- Installation Instructions Soft Top Replacement Hardware, 87-95 WranglerDocumento7 páginasInstallation Instructions Soft Top Replacement Hardware, 87-95 WranglerRully YuliantoAinda não há avaliações
- Manual Pexto 137 Foot ShearDocumento10 páginasManual Pexto 137 Foot Shearrubens072Ainda não há avaliações
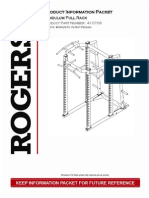
- Pip 410706 Pendulum Full RackDocumento14 páginasPip 410706 Pendulum Full RackSMO979Ainda não há avaliações
- Weaver Equipment W-Auto RotisserieDocumento12 páginasWeaver Equipment W-Auto Rotisserieomar portoAinda não há avaliações
- GB de FR Ita NL PL Es CZDocumento25 páginasGB de FR Ita NL PL Es CZserginho_vlAinda não há avaliações
- Shear Brake Roll ManualDocumento16 páginasShear Brake Roll ManualjoeAinda não há avaliações
- MRD Service GuDocumento62 páginasMRD Service Gunexus8Ainda não há avaliações
- Big Fifty Reloader: Machine ManualDocumento17 páginasBig Fifty Reloader: Machine ManualGeorge BaileyAinda não há avaliações
- Family Handyman Ultimate Organizing SolutionsNo EverandFamily Handyman Ultimate Organizing SolutionsNota: 5 de 5 estrelas5/5 (2)
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionAinda não há avaliações
- Important Questions Transmission Lines and WaveguidesDocumento1 páginaImportant Questions Transmission Lines and WaveguideskskumargieAinda não há avaliações
- Pirith PothaDocumento3 páginasPirith PothaAmila Viraj Gunarathna100% (2)
- 341-02 - AISC - Seismic Provisions Structural Steel BldgsDocumento94 páginas341-02 - AISC - Seismic Provisions Structural Steel BldgsMohit100% (1)
- Ocused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsDocumento11 páginasOcused Ion Beam Microscopy and Micromachining: C.A. Volkert and A.M. Minor, Guest EditorsrmehfuzAinda não há avaliações
- La Casa de Mis SueñosDocumento1 páginaLa Casa de Mis SueñosALEXIS44Ainda não há avaliações
- Fabricante de HPFF CableDocumento132 páginasFabricante de HPFF Cableccrrzz100% (1)
- Voltage Dividers and Current DividersDocumento24 páginasVoltage Dividers and Current DividersRon Rex100% (1)
- AGBT02-18 Guide To Bridge Technology Part 2 MaterialsDocumento193 páginasAGBT02-18 Guide To Bridge Technology Part 2 MaterialsyasAinda não há avaliações
- Uwiciit Brochure v42Documento2 páginasUwiciit Brochure v42Javian CampbellAinda não há avaliações
- Geometric Dimensions & TolerancesDocumento96 páginasGeometric Dimensions & TolerancesPriyadarshi SinghAinda não há avaliações
- Desalter Package 1.2 User ManualDocumento10 páginasDesalter Package 1.2 User ManualPervaiz RizviAinda não há avaliações
- Setup and Hold Time - Static Timing Analysis (STA) Basic (Part 3a) - VLSI ConceptsDocumento3 páginasSetup and Hold Time - Static Timing Analysis (STA) Basic (Part 3a) - VLSI ConceptsRakesh KumarAinda não há avaliações
- Package Power JackDocumento5 páginasPackage Power JackMae MegumiAinda não há avaliações
- Unit 1: Configuration Layout and LoftDocumento45 páginasUnit 1: Configuration Layout and LoftDaxit LodaliyaAinda não há avaliações
- Technical ManualDocumento48 páginasTechnical ManualStewart BenAinda não há avaliações
- Adobe Scan Aug 19, 2022Documento3 páginasAdobe Scan Aug 19, 2022neerajAinda não há avaliações
- 3 - Chemical Thermodynamics and ThermochemistryDocumento3 páginas3 - Chemical Thermodynamics and ThermochemistryYawn D ArtistAinda não há avaliações
- A Ground-Motion Transfer Function Matrix Between Two Nearby Rock and Soil Sites: A System Identification ProblemDocumento13 páginasA Ground-Motion Transfer Function Matrix Between Two Nearby Rock and Soil Sites: A System Identification ProblemRicardo Angelo Quispe MendizábalAinda não há avaliações
- Bc250mo PDS Reg - Europe en V8 PDS Eur 24537 10012335Documento3 páginasBc250mo PDS Reg - Europe en V8 PDS Eur 24537 10012335Fahad AliAinda não há avaliações
- TB 10301-2009 Technical Spicification For Basic Operation Safety of Railway EngineeringDocumento133 páginasTB 10301-2009 Technical Spicification For Basic Operation Safety of Railway EngineeringHENDROAinda não há avaliações
- Aggregate 1Documento13 páginasAggregate 1william alachanAinda não há avaliações
- PermeabilityDocumento6 páginasPermeabilityAl JawadAinda não há avaliações
- The Desc Quality Program For Electronic PartsDocumento6 páginasThe Desc Quality Program For Electronic PartsmoaAinda não há avaliações
- Belt Drives and Chain DrivesDocumento39 páginasBelt Drives and Chain Drivesjaycee68Ainda não há avaliações
- #Omega DPG409Documento3 páginas#Omega DPG409Cyrix.OneAinda não há avaliações
- Top Secrets of The VedasDocumento54 páginasTop Secrets of The Vedasbiswajit_paulAinda não há avaliações
- Deck Machinery PartsDocumento3 páginasDeck Machinery Partsmihat jasneyAinda não há avaliações