Você também pode gostar
- Honda Motorcycle WarrantyDocumento2 páginasHonda Motorcycle WarrantyDwaylon Rockcliffe100% (1)
- Occupational Hazards in Process Industries Safety in Design and OperationDocumento29 páginasOccupational Hazards in Process Industries Safety in Design and OperationMadan KumarAinda não há avaliações
- An Introduction To Total Productive Maintenance (TPM)Documento18 páginasAn Introduction To Total Productive Maintenance (TPM)onceagainhi_16388606Ainda não há avaliações
- Groupe PSA "Customer-Specific Requirements For Use With IATF 16949"Documento12 páginasGroupe PSA "Customer-Specific Requirements For Use With IATF 16949"Sandra PintoAinda não há avaliações
- CSR AdientDocumento17 páginasCSR AdientRoberto S. InagakiAinda não há avaliações
- TPM - 5 Countermeasures To Achieve Zero BreakdownDocumento19 páginasTPM - 5 Countermeasures To Achieve Zero BreakdownEdgar Alonso Bazan GalvezAinda não há avaliações
- CARA NC Management Tool Instructions For Client: IATF OversightDocumento8 páginasCARA NC Management Tool Instructions For Client: IATF OversightAvinash CCMSAinda não há avaliações
- Safety Culture in Nuclear InstalationsDocumento98 páginasSafety Culture in Nuclear InstalationschrissbansAinda não há avaliações
- TPM Total Productive MaintenanceDocumento7 páginasTPM Total Productive MaintenanceBAinda não há avaliações
- 2020 Annual Report Melexis enDocumento156 páginas2020 Annual Report Melexis enAnthonyWittendorpAinda não há avaliações
- Implementing Total Productive Maintenance in Electronics IndustryDocumento24 páginasImplementing Total Productive Maintenance in Electronics IndustryUmang SoniAinda não há avaliações
- MEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFDocumento18 páginasMEG-PRG-NISSAN-001-100 Rev 001-Automatic Inspection Machine PDFMerced HernandezAinda não há avaliações
- QMS For Shah Promotors & Developers PDFDocumento52 páginasQMS For Shah Promotors & Developers PDFAhmed El Shafie100% (3)
- Total Productive Maintenance: The Evolution in Maintenance and EfficiencyDocumento7 páginasTotal Productive Maintenance: The Evolution in Maintenance and Efficiencylaukik_rautAinda não há avaliações
- FMEA Facilitator Thought-Starter QuestionsDocumento5 páginasFMEA Facilitator Thought-Starter QuestionsvikeshmAinda não há avaliações
- Prime Time FeaturesDocumento15 páginasPrime Time FeaturesPruthwish PatelAinda não há avaliações
- Failure Modes and Effects Analysis (FMEA) 1Documento18 páginasFailure Modes and Effects Analysis (FMEA) 1Muhamad Fauzi100% (4)
- Amef Aiag Vda PDFDocumento240 páginasAmef Aiag Vda PDFEfrain MartinezAinda não há avaliações
- Focused Improvement PillarDocumento19 páginasFocused Improvement PillarDkhissene ImadAinda não há avaliações
- Supplier Quality ManualDocumento32 páginasSupplier Quality ManualEliane CostaAinda não há avaliações
- Ethics and RoboticsDocumento13 páginasEthics and Roboticspobeda8Ainda não há avaliações
- Ansible For Real-Life Automation - Gineesh MadapparambathDocumento893 páginasAnsible For Real-Life Automation - Gineesh Madapparambathvijayendra0% (1)
- b2 1 AndoDocumento60 páginasb2 1 AndoSudhagarAinda não há avaliações
- All Pillar OverviewDocumento29 páginasAll Pillar OverviewSIVAKUMAR SHANMUGASUNDARAMAinda não há avaliações
- 7.2.5 APQP Phase 2 Checklist Dec 2013Documento21 páginas7.2.5 APQP Phase 2 Checklist Dec 2013Mani Rathinam RajamaniAinda não há avaliações
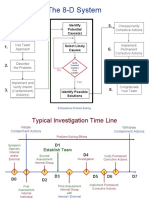
- The 8-D System: Awareness of Problem Choose/Verify Corrective ActionsDocumento3 páginasThe 8-D System: Awareness of Problem Choose/Verify Corrective ActionsAtul SharmaAinda não há avaliações
- ISO/TS 16949 Consultancy Approach: Stage 1-Gap AnalysisDocumento1 páginaISO/TS 16949 Consultancy Approach: Stage 1-Gap AnalysiswisnuAinda não há avaliações
- Failure Mode and Effect Analysis (FMEA)Documento23 páginasFailure Mode and Effect Analysis (FMEA)Parandhaman GRAinda não há avaliações
- Fluid Mechanics Forced Vortex Free Vortex ExperimentDocumento7 páginasFluid Mechanics Forced Vortex Free Vortex ExperimentRavi Agarwal100% (14)
- IATF Rules Dec2016Documento14 páginasIATF Rules Dec2016anthony dunnAinda não há avaliações
- Plant Maintenance StrategyDocumento8 páginasPlant Maintenance Strategymirdza94Ainda não há avaliações
- The Baggage Reconciliation System 2.Documento8 páginasThe Baggage Reconciliation System 2.Thiago GusmãoAinda não há avaliações
- Reliability Analysis and Critical Part LDocumento7 páginasReliability Analysis and Critical Part LShinta Nur HasanahAinda não há avaliações
- An Introduction To Total Productive Maintenance (TPM) - VenkateshDocumento22 páginasAn Introduction To Total Productive Maintenance (TPM) - Venkateshtehky63Ainda não há avaliações
- Fmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123Documento5 páginasFmea Methodology For Quality Improvement in Sheet Metal Industry IJERTV5IS010123DanistergladwinAinda não há avaliações
- TutorialsDocumento17 páginasTutorialsnandini chinthalaAinda não há avaliações
- Potential Failure Mode and Effect Analysis: Doc - No.: FMEA/TL-01 A REV. NO.: 06 ORG. Date: 18.03.2021Documento4 páginasPotential Failure Mode and Effect Analysis: Doc - No.: FMEA/TL-01 A REV. NO.: 06 ORG. Date: 18.03.2021Mukesh YadavAinda não há avaliações
- What Is Total Productive Maintenance?Documento5 páginasWhat Is Total Productive Maintenance?YeabsraAinda não há avaliações
- APQPDocumento85 páginasAPQProhitbaggaAinda não há avaliações
- Welcome - Day 1 2012: Failure Mode and Effects AnalysisDocumento63 páginasWelcome - Day 1 2012: Failure Mode and Effects AnalysisKaya Eralp AsanAinda não há avaliações
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocumento26 páginasCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SAinda não há avaliações
- TPM Kick-Off: Newsletter From CII TPM Club IndiaDocumento6 páginasTPM Kick-Off: Newsletter From CII TPM Club IndiaNarendran100% (1)
- Final Report TPM PartDocumento16 páginasFinal Report TPM PartNikita AwasthiAinda não há avaliações
- 5A CAPA Best Practices (I) (MQ1)Documento24 páginas5A CAPA Best Practices (I) (MQ1)Chris GloverAinda não há avaliações
- Histogram Box Plot Statistics AdaptiveBMSDocumento13 páginasHistogram Box Plot Statistics AdaptiveBMSashutoshrvAinda não há avaliações
- Plato Scio Fmea Presentation 01Documento22 páginasPlato Scio Fmea Presentation 01Shree BiradarAinda não há avaliações
- Updates Dec09 AIAG FMEA-Ranking-TablesDocumento3 páginasUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- DC JoshiDocumento58 páginasDC JoshiImamRNAinda não há avaliações
- First Time Quality: SAP Course #: 62006505Documento65 páginasFirst Time Quality: SAP Course #: 62006505MickloSoberanAinda não há avaliações
- D P M O: EfectsDocumento8 páginasD P M O: EfectsArvinda KumarAinda não há avaliações
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDocumento19 páginasDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Supplier Charge Back PDFDocumento4 páginasSupplier Charge Back PDFKhtb AshrafAinda não há avaliações
- LP LA N: Control PlanDocumento26 páginasLP LA N: Control PlanSyed ShabbirAinda não há avaliações
- Kaizen PDFDocumento74 páginasKaizen PDFKaushik BiswasAinda não há avaliações
- Fiat For EnvironmentDocumento42 páginasFiat For EnvironmentSov BeAinda não há avaliações
- Sona GroupDocumento56 páginasSona GroupbrindatammaAinda não há avaliações
- WCMDocumento66 páginasWCMKARLAAinda não há avaliações
- Improving SystemDocumento1 páginaImproving Systemavinash_k007Ainda não há avaliações
- Agilent Calibration FrequencyDocumento6 páginasAgilent Calibration Frequencyzilangamba_s4535Ainda não há avaliações
- A Strategy For Performance ExcellenceDocumento32 páginasA Strategy For Performance ExcellencebhogbhogaAinda não há avaliações
- Saint Gobain MQP Paper PDFDocumento96 páginasSaint Gobain MQP Paper PDFAshish ShrivastavaAinda não há avaliações
- Customer Special CharacteristicsDocumento1 páginaCustomer Special Characteristicspundhir12898Ainda não há avaliações
- Automotive Quality Management Systems A Complete Guide - 2020 EditionNo EverandAutomotive Quality Management Systems A Complete Guide - 2020 EditionAinda não há avaliações
- An Introduction To Total Productive Maintenance (TPM)Documento20 páginasAn Introduction To Total Productive Maintenance (TPM)Ganesan KathamuthuAinda não há avaliações
- 2.Tpm Grupo II MttoDocumento21 páginas2.Tpm Grupo II MttoChristian ZambranoAinda não há avaliações
- All About TPMDocumento16 páginasAll About TPMAman SinghAinda não há avaliações
- What Is Total Productive Maintenance (TPM) ?Documento20 páginasWhat Is Total Productive Maintenance (TPM) ?Teknik KokolaAinda não há avaliações
- An Introduction To Total Productive Maintenance (TPM)Documento21 páginasAn Introduction To Total Productive Maintenance (TPM)praveenchinnaAinda não há avaliações
- Acknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationDocumento36 páginasAcknowledgement: Mr. P.S Pal For Their Advice, Encouragement and CooperationUjjawal SinghAinda não há avaliações
- Information FormDocumento1 páginaInformation FormRavi AgarwalAinda não há avaliações
- Date Sas - Date NIF SIN GroupDocumento9 páginasDate Sas - Date NIF SIN GroupRavi AgarwalAinda não há avaliações
- FTSE4Good Global ConstituentsDocumento5 páginasFTSE4Good Global ConstituentsRavi AgarwalAinda não há avaliações
- 2011 Recent Placement SummaryDocumento9 páginas2011 Recent Placement SummaryRavi AgarwalAinda não há avaliações
- 20484f08-2550-4001-a78e-27b09564d38eDocumento99 páginas20484f08-2550-4001-a78e-27b09564d38eRavi AgarwalAinda não há avaliações
- Sl. No. Name DOB 10th 12th / DIP % Cgpa BacklogsDocumento1 páginaSl. No. Name DOB 10th 12th / DIP % Cgpa BacklogsRavi AgarwalAinda não há avaliações
- Group 2 SpecificationsDocumento13 páginasGroup 2 SpecificationsАлексейAinda não há avaliações
- ITC-3 Technical Description - 2020 PDFDocumento24 páginasITC-3 Technical Description - 2020 PDFAndres Mtz CotaAinda não há avaliações
- 4ipnet Solution HotelDocumento27 páginas4ipnet Solution HotelAdrian Gamboa MarcellanaAinda não há avaliações
- DC Inverter Multi-System Air ConditionerDocumento122 páginasDC Inverter Multi-System Air ConditionerSergio ReyesAinda não há avaliações
- DARCY CV - UpdatedDocumento3 páginasDARCY CV - UpdatedRodel CandelarioAinda não há avaliações
- PI Calliope SQN3223 3 20160205 Web PDFDocumento2 páginasPI Calliope SQN3223 3 20160205 Web PDFrqueirosAinda não há avaliações
- 3.6.3 Function Block Diagram: 3 Operation TheoryDocumento2 páginas3.6.3 Function Block Diagram: 3 Operation TheoryAC DCAinda não há avaliações
- 8a. Scratch-3.0-for-Inclusive-LearningDocumento31 páginas8a. Scratch-3.0-for-Inclusive-LearningAvram MarianAinda não há avaliações
- Online Mobile Phone Shop A ASP Net ProjectDocumento40 páginasOnline Mobile Phone Shop A ASP Net ProjectMalathi palanisamyAinda não há avaliações
- Pa0043 Sub Conor O'donnell PDFDocumento7 páginasPa0043 Sub Conor O'donnell PDFTheNewChildrensHospitalAinda não há avaliações
- TDS WAPDA Control CablesDocumento3 páginasTDS WAPDA Control CablesAli ShahzadAinda não há avaliações
- IT Assistant: Job DescriptionDocumento3 páginasIT Assistant: Job DescriptionMillionn GizawAinda não há avaliações
- Spencer Kane Kennelly, Exp. Associate: Data Standardization and Master/Reference Data ManagementDocumento1 páginaSpencer Kane Kennelly, Exp. Associate: Data Standardization and Master/Reference Data ManagementArjun GhattamneniAinda não há avaliações
- CATALOG 2017 (Branch-Wise)Documento33 páginasCATALOG 2017 (Branch-Wise)RajeevSangamAinda não há avaliações
- Even Sem Exam Scedule 2024Documento3 páginasEven Sem Exam Scedule 2024Ankit tutorialAinda não há avaliações
- Pangasinan State University Urdaneta Campus Urdaneta CityDocumento11 páginasPangasinan State University Urdaneta Campus Urdaneta CityNephtali Pinos-anAinda não há avaliações
- Application For Getting ISBN Number in IndiaDocumento3 páginasApplication For Getting ISBN Number in IndiamahamayaAinda não há avaliações
- DTC P0171 System Too Lean (Bank 1) DTC P0172 System Too Rich (Bank 1)Documento14 páginasDTC P0171 System Too Lean (Bank 1) DTC P0172 System Too Rich (Bank 1)Willie AustineAinda não há avaliações
- Allison 5000/6000 Series Off-Highway Transmissions Parts CatalogDocumento3 páginasAllison 5000/6000 Series Off-Highway Transmissions Parts CatalogMaya OlmecaAinda não há avaliações
- ICMR - Reproducible AI in Medicine and HealthDocumento9 páginasICMR - Reproducible AI in Medicine and Healthvignesh16vlsiAinda não há avaliações
- Thyristor Voltage Controller - 100494PDocumento15 páginasThyristor Voltage Controller - 100494PNishanga SandamalAinda não há avaliações
- Muneeb Ur Rehman CVDocumento2 páginasMuneeb Ur Rehman CVMuneebUrRehmanAinda não há avaliações