Você também pode gostar
- AE383LectureNotes PDFDocumento105 páginasAE383LectureNotes PDFPoyraz BulutAinda não há avaliações
- Fuel - Gas - KOD - Wobbe - Index - Variation - Limiting - DesignDocumento4 páginasFuel - Gas - KOD - Wobbe - Index - Variation - Limiting - DesignPreeti Sahu100% (2)
- WTD Test ReportDocumento4 páginasWTD Test ReportBheem NaveenAinda não há avaliações
- Costs and Results of Hydrogen Drying and PurificationDocumento3 páginasCosts and Results of Hydrogen Drying and PurificationMarco BuraniAinda não há avaliações
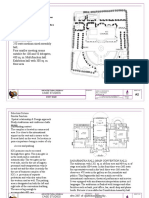
- International Convention Center, BanesworDocumento18 páginasInternational Convention Center, BanesworSreeniketh ChikuAinda não há avaliações
- 3DS MAX SYLLABUSDocumento8 páginas3DS MAX SYLLABUSKannan RajaAinda não há avaliações
- MsgSpec v344 PDFDocumento119 páginasMsgSpec v344 PDFqweceAinda não há avaliações
- 77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)Documento34 páginas77.42.01-1999 (Fossil Fuel Power Plant Feedwater Control System - Drum Type)cristhmart1971Ainda não há avaliações
- Technologies For High Performance and Reliability of Geothermal Power PlantDocumento4 páginasTechnologies For High Performance and Reliability of Geothermal Power Plantsum1else4Ainda não há avaliações
- Establishing Proper Pressure Drop For Feedwater Flow Control ValvesDocumento5 páginasEstablishing Proper Pressure Drop For Feedwater Flow Control ValvesAkshay SetlurAinda não há avaliações
- Siemens Best Practices For Flare QRA Tools PDFDocumento11 páginasSiemens Best Practices For Flare QRA Tools PDFDharmadasAinda não há avaliações
- Feed Water Flow ControlDocumento13 páginasFeed Water Flow ControlDwi Mulyanti Dwimulyantishop100% (1)
- CCJ6 Attemperators FinalDocumento5 páginasCCJ6 Attemperators FinalPeerasak ArunAinda não há avaliações
- Rowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Documento5 páginasRowen - Simplified - Mathematical - Representations - of - Heavy-Duty - Gas - Turbines 1983Marcelo MolinaAinda não há avaliações
- Andritz Low Head Hydro TurbinesDocumento17 páginasAndritz Low Head Hydro TurbinesCh. Ali GhafoorAinda não há avaliações
- Degradation Effects On CCPPDocumento7 páginasDegradation Effects On CCPPwolf_nsAinda não há avaliações
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryDocumento11 páginasSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaAinda não há avaliações
- Oilon oil, gas, and dual fuel burners technical guideDocumento32 páginasOilon oil, gas, and dual fuel burners technical guideHrishikesh RokadeAinda não há avaliações
- Ge - Determination of Hazardous Area Get-8591Documento8 páginasGe - Determination of Hazardous Area Get-8591eakonakosAinda não há avaliações
- Thyristor Control Heater Panel GuideDocumento63 páginasThyristor Control Heater Panel Guidevaithy1990Ainda não há avaliações
- Guidelines for Feed Water, Boiler Water and Steam QualityDocumento57 páginasGuidelines for Feed Water, Boiler Water and Steam QualityUmut Kurt100% (1)
- 15 VGB RDS PP Licensing FINALDocumento13 páginas15 VGB RDS PP Licensing FINALPietroAinda não há avaliações
- Heat Exchangers in TransformersDocumento10 páginasHeat Exchangers in TransformersManjunath AithalAinda não há avaliações
- 3595 Coal PulverizersDocumento18 páginas3595 Coal PulverizersRamachandrarao MaddaliAinda não há avaliações
- NERC Modeling Notification - Gas Turbine Governor ModelingDocumento7 páginasNERC Modeling Notification - Gas Turbine Governor Modelingsaiko_searchAinda não há avaliações
- Gea32885 Bouchain Whitepaper Final Aug 2016 PDFDocumento8 páginasGea32885 Bouchain Whitepaper Final Aug 2016 PDFMd. Humayun Kabir ChowdhuryAinda não há avaliações
- D2880 380331-1 PDFDocumento7 páginasD2880 380331-1 PDFVidyasenAinda não há avaliações
- Control Valve Technical Specification For Severe Service - CCIDocumento5 páginasControl Valve Technical Specification For Severe Service - CCIVikas SinghAinda não há avaliações
- 31 Causes and EffectsDocumento15 páginas31 Causes and EffectspvkrishnajiAinda não há avaliações
- Introduction To Hydrogen For Code Officials Text VersionDocumento162 páginasIntroduction To Hydrogen For Code Officials Text VersiongezuisAinda não há avaliações
- 4 Las Centrales de Ciclo CombinadoDocumento37 páginas4 Las Centrales de Ciclo CombinadoharoldAinda não há avaliações
- Consensus On Precommissioning Stages For Cogeneration and Combined Cycle Power Plants 9780791861264 0791861260Documento100 páginasConsensus On Precommissioning Stages For Cogeneration and Combined Cycle Power Plants 9780791861264 0791861260Arunkumar ChandaranAinda não há avaliações
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesDocumento12 páginas1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19Ainda não há avaliações
- Steam Turbines For Waste To EnergyDocumento4 páginasSteam Turbines For Waste To EnergyJennifer GomezAinda não há avaliações
- Application of Capacitors To Power SystemsDocumento32 páginasApplication of Capacitors To Power SystemsfvicunaeAinda não há avaliações
- Once-Through Cooling and Closed-CycleDocumento148 páginasOnce-Through Cooling and Closed-CycleAnonymous YcAZv5qF67100% (1)
- PEM Electrolysis For Production of Hydro PDFDocumento9 páginasPEM Electrolysis For Production of Hydro PDFJohnny VillarroelAinda não há avaliações
- Guidelines For Enhancing Power Plant Response To Partial Load RejectionsDocumento4 páginasGuidelines For Enhancing Power Plant Response To Partial Load RejectionsManahan SinagaAinda não há avaliações
- Serveron Posterdga 160728164659Documento1 páginaServeron Posterdga 160728164659jycortesAinda não há avaliações
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsDocumento6 páginasDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsAinda não há avaliações
- Load SheddingDocumento15 páginasLoad SheddingAndhy PrasetyaAinda não há avaliações
- AP1000 Plant DescriptionDocumento31 páginasAP1000 Plant DescriptionAsier DCAinda não há avaliações
- PFI Standard ES-22 (Reaffirmed 1999) RECOMMENDED PRATICE FOR COLOR CODING OF PIPING MATERIALSDocumento4 páginasPFI Standard ES-22 (Reaffirmed 1999) RECOMMENDED PRATICE FOR COLOR CODING OF PIPING MATERIALSManuel Antonio Santos Vargas100% (1)
- Trends in Packaged Boiler Design PDFDocumento10 páginasTrends in Packaged Boiler Design PDFpertspyAinda não há avaliações
- Steam TurbinesDocumento5 páginasSteam Turbinesavsrao123Ainda não há avaliações
- WKV Turbinen 2010 EN-rev1Documento32 páginasWKV Turbinen 2010 EN-rev1mig22ismagoAinda não há avaliações
- Industrial Boilers Technical SpecificationsDocumento13 páginasIndustrial Boilers Technical Specificationsfaiq AlfaniAinda não há avaliações
- Gas Turbine Simple Cycle SCRDocumento20 páginasGas Turbine Simple Cycle SCRJung Kyung WooAinda não há avaliações
- Coordinated AVR and Tap Changing Control For An Autonomous Industrial Power SystemDocumento7 páginasCoordinated AVR and Tap Changing Control For An Autonomous Industrial Power SystemWakdol LahAinda não há avaliações
- BATTERY CHARGING GUIDEDocumento3 páginasBATTERY CHARGING GUIDEPaul Cortes OlivosAinda não há avaliações
- Dynamic Modeling, Design of A Wind/fuel Cell/ultra-Capacitor-Based Hybrid Power Generation SystemDocumento16 páginasDynamic Modeling, Design of A Wind/fuel Cell/ultra-Capacitor-Based Hybrid Power Generation SystemYellaturi Siva Kishore ReddyAinda não há avaliações
- Brochure Synchronous Condensers AnsaldoDocumento4 páginasBrochure Synchronous Condensers AnsaldopsmajuAinda não há avaliações
- Hydrogen Generation PlantDocumento3 páginasHydrogen Generation PlantKumaraswamy100% (1)
- Power Diagnostics ServiceDocumento20 páginasPower Diagnostics ServiceShahid KhanAinda não há avaliações
- HRSG Design Tutorial - Heat BalanceDocumento3 páginasHRSG Design Tutorial - Heat BalanceRavi KasaudhanAinda não há avaliações
- Synchronizing Procedure For Bungasari Project - 3 X Jgs 620 GS.N.LDocumento5 páginasSynchronizing Procedure For Bungasari Project - 3 X Jgs 620 GS.N.LArdhan RachmanAinda não há avaliações
- Monitoring of T&D Systems: Is There Something Useful in All The Data?Documento37 páginasMonitoring of T&D Systems: Is There Something Useful in All The Data?serban_elAinda não há avaliações
- P-91 Power Piping and Pressure VesselsDocumento10 páginasP-91 Power Piping and Pressure VesselsOliver ArauzAinda não há avaliações
- What Is The Function of Turbine DroopDocumento48 páginasWhat Is The Function of Turbine Droopanon_246649396100% (1)
- Diesel Generator As Emergency Power SourcesDocumento12 páginasDiesel Generator As Emergency Power SourcesanalisisnAinda não há avaliações
- Datos de La Bomba Tuthill PDFDocumento24 páginasDatos de La Bomba Tuthill PDFRaulEfrainCharrezCastillo100% (1)
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsNo EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahAinda não há avaliações
- Power Plants and Power Systems Control 2006: A Proceedings Volume from the IFAC Symposium on Power Plants and Power Systems Control, Kananaskis, Canada, 2006No EverandPower Plants and Power Systems Control 2006: A Proceedings Volume from the IFAC Symposium on Power Plants and Power Systems Control, Kananaskis, Canada, 2006David WestwickNota: 4 de 5 estrelas4/5 (2)
- ISA TR75.04.01 Control Valve Position StabilityDocumento20 páginasISA TR75.04.01 Control Valve Position StabilityRaul Guerra ヅAinda não há avaliações
- Credentials List with Multiple Usernames, Passwords and Expiration DatesDocumento1 páginaCredentials List with Multiple Usernames, Passwords and Expiration DatesJOHN VEGAAinda não há avaliações
- Instrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1ZDocumento24 páginasInstrumentos de Medición y Herramientas de Precisión Starrett DIAl TEST INDICATOR 196 A1Zmicmarley2012Ainda não há avaliações
- Legal Techniques (2nd Set)Documento152 páginasLegal Techniques (2nd Set)Karl Marxcuz ReyesAinda não há avaliações
- Question Paper Code: 31364Documento3 páginasQuestion Paper Code: 31364vinovictory8571Ainda não há avaliações
- Emperger's pioneering composite columnsDocumento11 páginasEmperger's pioneering composite columnsDishant PrajapatiAinda não há avaliações
- Assignment-2: MCA204 Financial Accounting and ManagementDocumento6 páginasAssignment-2: MCA204 Financial Accounting and ManagementrashAinda não há avaliações
- RAP Submission Form, OBIDocumento3 páginasRAP Submission Form, OBIAhmed MustafaAinda não há avaliações
- Enerflex 381338Documento2 páginasEnerflex 381338midoel.ziatyAinda não há avaliações
- EWAIRDocumento1 páginaEWAIRKissy AndarzaAinda não há avaliações
- Miniature Circuit Breaker - Acti9 Ic60 - A9F54110Documento2 páginasMiniature Circuit Breaker - Acti9 Ic60 - A9F54110Gokul VenugopalAinda não há avaliações
- Distribution of Laptop (Ha-Meem Textiles Zone)Documento3 páginasDistribution of Laptop (Ha-Meem Textiles Zone)Begum Nazmun Nahar Juthi MozumderAinda não há avaliações
- Usa Easa 145Documento31 páginasUsa Easa 145Surya VenkatAinda não há avaliações
- ANDRITZ Company Presentation eDocumento6 páginasANDRITZ Company Presentation eAnonymous OuY6oAMggxAinda não há avaliações
- Palmetto Bay's Ordinance On Bird RefugeDocumento4 páginasPalmetto Bay's Ordinance On Bird RefugeAndreaTorresAinda não há avaliações
- Royalty-Free License AgreementDocumento4 páginasRoyalty-Free License AgreementListia TriasAinda não há avaliações
- Shoib CV Scaffold EngineerDocumento3 páginasShoib CV Scaffold EngineerMohd Shoib100% (1)
- (Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFDocumento2 páginas(Free Scores - Com) - Stumpf Werner Drive Blues en Mi Pour La Guitare 40562 PDFAntonio FresiAinda não há avaliações
- BUSINESS FINANCE - Activity 2Documento3 páginasBUSINESS FINANCE - Activity 2Airish PascualAinda não há avaliações
- Beams On Elastic Foundations TheoryDocumento15 páginasBeams On Elastic Foundations TheoryCharl de Reuck100% (1)
- Ten Golden Rules of LobbyingDocumento1 páginaTen Golden Rules of LobbyingChaibde DeAinda não há avaliações
- Chapter 2a Non Structured DataRozianiwatiDocumento43 páginasChapter 2a Non Structured DataRozianiwatiNur AnisaAinda não há avaliações
- Queries With AND and OR OperatorsDocumento29 páginasQueries With AND and OR OperatorstrivaAinda não há avaliações
- Empowerment Technologies Learning ActivitiesDocumento7 páginasEmpowerment Technologies Learning ActivitiesedzAinda não há avaliações
- CSEC IT Fundamentals of Hardware and SoftwareDocumento2 páginasCSEC IT Fundamentals of Hardware and SoftwareR.D. Khan100% (1)
- Bentone 30 Msds (Eu-Be)Documento6 páginasBentone 30 Msds (Eu-Be)Amir Ososs0% (1)
- CST Jabber 11.0 Lab GuideDocumento257 páginasCST Jabber 11.0 Lab GuideHải Nguyễn ThanhAinda não há avaliações